涤纶打包机故障分析及改进
2012-09-18李家庆
李家庆
(邯郸纺织机械有限公司,河北邯郸 056019)
涤纶打包机故障分析及改进
李家庆
(邯郸纺织机械有限公司,河北邯郸 056019)
针对新型涤纶打包机在生产实践中出现落棉不畅、计量不准、出现超大包的故障,在实际观察的基础上,详细分析了故障产生的原因,从阻止风力向下、提高纤维自由堆积密度两方面入手,提出进料斗的改进措施并用于实际改造中,从根本上解决了问题,且改进后的打包机性能稳定,运行平稳,价格低廉,使得本型号打包机在涤纶市场顺利推广。
打包机;风送系统;进料斗;计量斗;落棉;超大包;涤纶短纤维;自由堆积密度
打包机是化纤后处理生产线的最后一台关键设备,是将切断后输入本机的化学短纤维压实,然后捆扎成大小、重量一定的成型包。一般来说,打包机要求连续运行,长期无故障,各动作、时间分配合理,要满足短纤维年产量的需要。文中所述打包机是应市场降低成本需求,同时满足涤纶纤维年产量3万t的新型液压打包机。该机除人工捆包及人工铺放包布外,其他动作均实现自动化。在满足大产量的同时,价格低廉,受到涤纶厂的欢迎。但经过一段时间的实践,用户纷纷反应故障率高,影响生产。
1 动作流程和故障现象
1.1 动作流程
涤纶短纤维经过风送系统送入进料斗,再落入计量斗;当重量达到预定时,进料斗门关闭,计量斗门打开;纤维经过斜通道落入推料箱,再由推料气缸推入棉箱;经过数次预压后,预设包重量达到后,压头压下,棉箱提起,纤维经过人工捆扎成包。
1.2 故障现象
1.2.1 在生产中,打包机的预压动作反复上升、下降,推料动作做往复运动的空循环,其余动作均不进行。维修人员只能关机,棉箱里的纤维被清理后重新开机。
1.2.2 正常成包时,压头压住纤维,棉箱提起并且脱离纤维,操作人员捆好包带,纤维包被运走。当出现一个超大包时,也就是压头压住的纤维量太大,棉箱提起但不能脱离纤维,造成无法捆包。遇到这种情况,操作人员只能手动使压头上升,松开纤维,清理完毕后重新运行。
1.2.3 计量精度不达标。设计要求成包重量准确度为±2kg(350kg/包),在供料均匀的情况下,定重率不低于95%。但在实际生产中,定重率远远不达标。
前面两种情况处理的时间较长,直接“憋停”整条生产线。当生产线重新开启时,将会产生一定量的废丝。故障频繁出现,无规律可循,给用户造成了一定的经济损失。后面一种情况造成成包重量相差过大,给销售带来了不便。
2 故障原因分析
2.1 风送系统造成落棉不畅,故障频出。经过现场反复观察,当空循环动作(1.2.1)出现时,在计量斗关门时,总是有一部分纤维被计量斗门夹住。计量斗门未自动复位,打包机出现报警,并伴有空循环动作。本机型产量较大,在机器体积一定的情况下,需要较大的纤维自由堆积密度,即单位体积内纤维的质量。为了提高这一设计参数,进料斗采用底部两扇开门式,斗体的四周为不锈钢丝网结构,底门使用不锈钢板制作。纤维通过风力输送从上面垂直落入进料斗内,风力将纤维挤压,风从四周散开。这种设计结构简单,利用风力有效地提高了纤维的自由堆积密度。但在实际生产中,有许多突发情况,使得纤维输送不连续。比如进料斗内已送入一部分纤维,这时由于供料不及时,造成进料斗上面没有纤维落下,只有风吹下,如果停留时间稍长,风力就将这部分纤维压得过于结实,减小了纤维的流动性。当供料正常后,纤维落入计量斗,质量达到后再经过斜通道落入推料箱。进料斗与计量斗截面相同,纤维下落顺畅;但是,纤维经过计量斗下方的斜通道时,需要改变方向,流动性太小,使得纤维经过斜通道的时间超过设计时间,导致一部分纤维被计量斗门夹住。
2.2 落棉不畅导致超大包的出现。当纤维被计量斗门夹住,出现故障,操作人员关闭机器并清理棉箱里的纤维。重新开机后,所有动作被初始化,被计量斗门夹住的纤维掉入棉箱,而且不再被计量,将会和下一个正常包一起成包,超大包就出现了。
2.3 风力影响了计量精度。在生产现场,针对风力对计量的影响做了一个试验。打开进料斗门,让风送系统的风直接吹入计量斗,调整风机电机的频率,控制风机风量的变化,试验数据见表1。

表1 风力变化对计量系统影响试验
从表1中数据可以看出,风力是影响包质量精度的主要原因。
3 改进措施
针对上述故障,我们着重从阻止风力向下,提高纤维自由堆积密度两个方面入手。
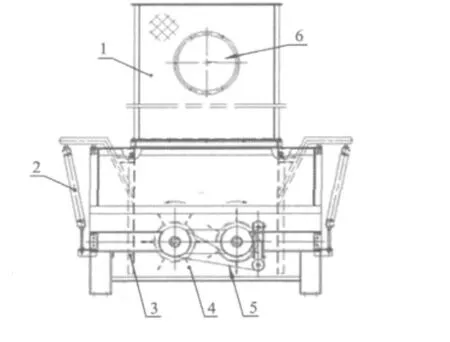
图1 新型进料机构示意
如图1所示,风送系统的出棉口方向从垂直向下改为从侧面水平进入,大部分风从棉风分离网侧面跑出,仍有一部分风力带着纤维一起向下。在下面安装两个滚筒,每个滚筒外圆均匀焊接6条隔板,隔板外缘为波纹形。两个滚筒外侧15mm处各安装一个活动挡板,每个挡板由两根弹簧控制。两个滚筒通过链条传动同时向外转动,隔板带动纤维向下,在活动挡板处,纤维受到挤压后落入计量斗。挡板由弹力控制,避免滚筒转动时被“挤死”。隔板外缘为波纹形,有利于纤维的流动,保护纤维特性不被破坏。
两滚筒交错安装,当转动时,纤维把两侧15 mm缝隙挡住,完全避免了风力的影响。经过多次调整弹簧的弹力,纤维经过挤压后,纤维的自由堆积密度达到了设计要求。用此机构代替打包机的进料斗,在生产中,上述故障不再出现,取得了“立竿见影”的效果。
4 结语
经过长期实践,从阻止风力向下,提高纤维自由堆积密度入手改进的进料机构从根本上解决了落棉不畅、计量不准、超大包的问题,且改进后的打包机性能稳定,运行平稳,受到用户好评。该打包机价格低廉,性能优越,顺利在国内外涤纶化纤厂得到推广,为公司带来了显著的经济效益。
[1]付海河.年产3万吨粘胶短纤维打包机的关键设计技术研究[D].河北:燕山大学,2005.
[2]孙一坚,沈恒根.工业通风[M].北京:中国建筑工业出版社,2010.
[3]成大先.机械设计手册[M].北京:化学工业出版社,2002.
[4]朱红,邬富麟,韩立云.纺织材料学[M].北京:纺织工业出版社,1985.
[5]杨可桢,程光蕴.机械设计基础[M].北京:高等教育出版社,1999.
[6]成心德.离心通风机[M].北京:化学工业出版社,2006.
[7]冯克武.涤纶细旦变形仿真丝加工技术[J].合成纤维,1992,21(1):5-11.
TS152.2
B
1001-9634(2012)05-0019-02
2012-03-28
李家庆(1978—),男,河南周口人,工程师,主要从事化纤机械设备的研究及开发工作。