全自动液压压砖机动梁减速和排气液压回路分析
2012-09-18李良光
李良光
(福建海源自动化机械股份有限公司,福建福州350100)
全自动液压压砖机动梁减速和排气液压回路分析
李良光
(福建海源自动化机械股份有限公司,福建福州350100)
主要对几种典型的全自动液压压砖机动梁减速和排气液压回路进行较详细的对比分析,提出先进的回路设计,可供压机液压系统设计参考。
减速;排气;比例控制;伺服控制
0 概述
全自动液压压砖机是生产陶瓷砖的关键设备,其性能直接影响到陶瓷砖的产量和质量,其中压砖机的液压系统及其控制部分是技术关键所在,而压砖机动梁减速和排气控制尤显重要。压砖机减速和排气控制的好坏,不仅影响了动梁运动的平稳和柔顺性,而且还关系到陶瓷砖压制过程中很重要的工步排气,排气的目的是消除粉料里夹杂的空气,其效果如何对砖坯烧制的质量有直接影响,而陶瓷砖坯的缺陷,如夹层、裂片、缺边等都与排气不好有关。
现代压机在自动循环中,粉料由料箱经软管送到压机布料装置,布料小车前行,把前一次压好的砖坯推出,顶料缸一次下降,对模腔填料,布料小车退至后位同时刮平粉料,顶料缸二次下降墩料,动梁快速下降至上模快接触料面前转为减速制动对粉料施适惯性压制,然后依次进行低压压制、排气、中压压制、排气、高压压制、保压、卸荷、动梁慢速上升、动梁快速上升,同时顶料缸上升把压好的砖坯顶出模腔。
由于砖坯的压制成形工艺要求,动梁在下降和压砖完成上升的过程中,都要经过一个慢速、快速、慢速的控制过程。如果在各个阶段对速度控制不好,不仅影响了压机的压制速度,还会造成压机的冲击-振动,从而影响了砖坯的压制质量,导致坏砖。
砖坯在三次压制过程中,须有两次排气动作,排气是由动梁的抬升完成的,排气动作中又分为动梁升、动梁停、动梁落。随着各种高档瓷砖压制工艺的不断提高,对排气动作要求更高。不单是动梁的升停落,而且对每个动作的速度、排气高度等都要可以设定。这些参数的高精度调整和动作的稳定性,有利于压砖机对粉料的适应性和砖坯的成形性,以得到高质量稳定的坯体。
1 压砖机中几种常见的动梁减速和排气液压回路分析
国内外的陶瓷砖压机厂家都十分重视压砖机动梁减速和排气控制,在近三十年液压压砖机的发展过程中,减速和排气和回路在不断的升级换代。以下将结合国内外陶瓷砖压机液压系统的发展过程,对压机动梁减速和排气液压回路进行分析。
1.1 采用机械行程减速阀实现动梁减速和排气的回路
该回路如图1所示,是早期使用在意大利SACMI公司PH550、PH650、PH680、PH980 等压机上的机械行程减速阀回路。
活动梁下落时DT2得电,主缸下腔液压油经阀节流阀5、行程减速阀6,再经阀2回油箱,动梁快速下落。当动梁上的一个凸块斜面碰到阀6阀芯头部滚轮时,将阀芯压进阀体,逐渐减小排油通道,增大排油阻力,使活动梁由快下转为制动减速下行。当阀6的通道瞬间封闭时,排油则经节流阀5和溢流阀4,排油受到流量限制。阀4的作用是限制动梁减速制动时引起的压力峰值,以使减速效果更为柔顺。正确地调整阀5的节流开度和阀4的压力可以很好地控制上模接近粉料表面的速度,以减小粉料飞溅,确保坯体成形完整。调节在动梁上的凸块位置可以控制减速起始的位置,凸块的斜面设计应在上模芯接触粉料表面时,阀6正好处在第三工作位,使排油不再被节流,以利于随后的惯性加压、压制、排气动作进行。


排气时,只要使主缸上腔处于卸压状态,动梁便在加压时被压下的鼓形橡胶柱恢复弹力作用下向上微抬,坯体中受压的空气逸出排气,排气过程长短采用时间控制。排气速度不能调控。
这种三位机械行程减速阀结构简单,减速可靠,但它要靠近压机动梁安装,管路布置不便;特别当压机吨位较大时,阀的尺寸结构将很大,更不便安装在压机上,SACMI这种阀只用到PH980为止。
1.2 采用节流阀和插装阀切换实现减速排气控制
该回路如图2所示,是早期用在意大利Nassetti公司800至2500压机上的减速和排气回路,它不同于SACMI公司的机械行程减速,而是采用在动梁快下时关闭快下阀2,迫使排油经节流阀4减速。其中,阀1为主缸下降阀,阀3为主缸上升阀,阀5为减振阀,阀6为主缸下腔安全阀。
图3是海源公司早期的HP1100和HP1380压机采用的减速和排气液压回路,它是在消化吸收如上Nassetti压机回路,并对其进行简化。其中阀1为主缸下降阀,阀2为主缸快下阀,阀3为主缸上升阀,阀4为主缸慢下阀,阀5为下腔安全阀。
当活动梁下落时DT1和DT2得电,主缸下腔液压油经过阀1、阀2回油箱实现快速下落,通过调节阀2的开度,可以调节主缸快下速度。当上模快接触粉料时DT2断电,阀2关闭,液压油经阀1、阀4回油箱,靠调节流阀4的开度,实现慢速下落。
而在前述图2的Nassetti压机回路中,在减速开始阶段DT2得电,阀2和阀5组成了一个先导式压力阀,用它吸收减速的压力冲击。所以在减速开始时,阀2并不是立即关闭,而是形成一定的节流口,溢走一部分油,减小压力冲击峰值。但这种先导复合式压力阀不易调整,而且回路还须再设一个安全阀6。而在图3的减速排气回路中,采用阀5主缸下腔安全阀来吸收减速的压力冲击,同样收到了很好的吸振效果。
排气动作时DT3得电,压力油经阀3进入主缸下腔完成排气升,排气落速度与慢速下落相同。
这种减速和排气控制回路结构简单,但排气不能慢速抬升,活动梁上升没有快慢转换。当活动梁上升速度较快时容易损坏砖坯,且动作切换冲击较大,调慢上升速度,又会影响整机速度。


1.3 采用步进电机控制节流阀实现减速和排气控制
该回路如图4所示,是采用由步进电机控制节流阀开度的减速回路,它用在SACMI公司的2000系列压机上。其中,阀1为主缸上升阀,阀2为主缸下降阀,阀3为快慢切换阀,阀5由单向阀和节流阀组成实现主缸慢速上升,阀6为一串联数字单向阀节流阀,由一小步进电机带动调节节流阀开度,并通过一个编码器检测开度大小,以获得动梁的减速制动的最佳效果。
活动梁快速下落时DT2和DT3得电,主缸下腔油经过阀3、阀2回油箱。当上模快接触粉料时DT3断电,阀3关闭,阀5单向阀关闭,主缸下腔油经阀6、阀2回油箱。在整个减速过程中,阀6的小步进电机启动,通过编码器监测逐步关小阀6的节流阀开度,实现平稳减速。
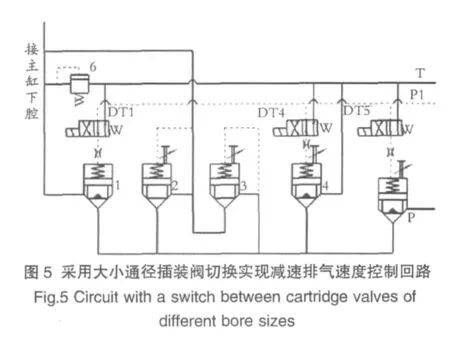
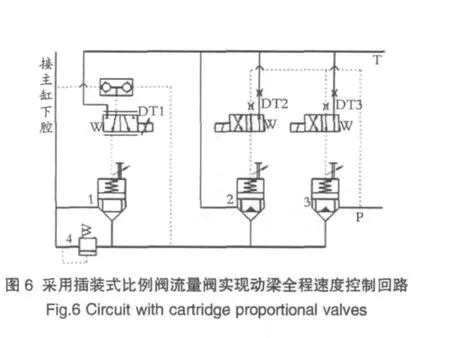

表1 MOOG D664系列伺服比例阀与LIQZO-LE-503L4型阀对比Tab.1 Confrontation of MOOG D664 valves and LIQZO-LE-503L4 valves
排气时DT1得电,压力油经阀1,阀3、阀5进入主缸下腔实现排气升,这时由于阀6单向阀关闭,阀6不起作用,通过阀5调整动梁升起速度,以控制排气速度。排气升到一定位置时,令DT1断电,阀1关闭,动梁悬停在升起位置,以利坯体继续排气。排气停到时,令DT2得电,阀2打开,主缸下腔油经阀6,阀2回油箱,通过控制阀6步进电机调节动梁回落速度。
这种减速和排气控制回路通过步进电机带动节流阀调速,是一种最简单的比例功能,在比例阀尚不普及的当时,是一种突破。实现了动梁减速的平滑控制,通过设定步进电机的转动时间,实现了节流阀的流量调节。这种控制,要求操作工具有一定的技术基础和工作经验,才能调整好压机。
1.4 采用大小通径插装阀切换实现减速排气速度控制
该回路如图5所示,最早见于力泰YP1600压机,是对前述SACMI图4的回路加以简化而来的;它是用两个小通径插装阀替代了图4中的两个单向节流阀实现减速和排气控制的。未采用步进电机带动节流阀的结构,可能是由于当时国内尚没有这方面的成熟经验,或成本上的考虑。图中阀2、阀3为DN16小通径阀,阀2用于慢速开模,阀3用于下行减速;阀1为主缸快慢切换阀,阀4为主缸下降阀,阀5为主缸上升阀,阀6为下腔安全阀。
当动梁快速下落时,DT1、DT4得电,主缸下腔液压油经阀1、阀4回油箱。在接近粉料时,DT1失电,阀1关闭,阀3打开,主缸下腔液压油经阀3、阀4回油箱,由于阀3通径较小产生节流从而实现快转慢动作。排气升时DT5得电,液压油经过阀5、阀2进入主缸下腔实现主缸慢速抬升。排气落时DT4得电,主缸下腔油经过阀3、阀4回油箱,主缸慢速下降。
这种回路具有结构简单,快慢速切换较快,慢降、慢升可单独调节,DN16插装阀的开度调节范围较普通节流阀大,适应的工况范围宽,动作可靠等优点。但在动作快慢切换时易引起冲击,动作不够平顺,噪音较大,慢降、慢升速度需手动调节,难以自动化。
1.5 采用插装式比例阀流量阀实现动梁全程速度控制
该回路如图6所示,是采用插装式比例阀流量阀实现全程速度控制的典型减速和排气控制回路,是目前中大吨位压砖机使用较多的液压回路,如力泰的YP4280、YP5600;科达的 KD4800、KD6800;海源的 HP2590、HP3290。阀 1 为插装式比例流量阀,阀2主缸下降阀,阀3为主缸上升阀,阀4为主缸下腔安全阀。当活动梁下降时DT2得电,主缸下腔液压油经比例阀1、阀2回油箱,全程通过比例节流阀控制速度,实现慢下、快下、慢下动作。排气动作时DT3得电,压力油经阀3、比例阀1进入主缸下腔,完成动梁升排气。DT3断电,阀3关闭,动梁停,粉料排气延续。动梁落动作,同活动梁下降。排气升、落的速度都能单独设定。当活动梁上升时DT3得电,压力油经阀3、比例阀1进入主缸下腔,全程通过比例节流阀控制速度,实现慢升、快升、慢停动作。
这种减速排气控制系统具有以下优点:
(1)全程比例控制,由动梁的位置传感器连续控制很容易实现动梁的运动平滑控制。
(2)响应速度快,性能稳定。例如使用最多的ATOS插装比例阀LIQZO-LE-402L4,阀芯0~100%变化的响应时间仅为18ms,滞环,重复精度 。
(3)每个阶段比例阀开度都可以在操作屏上单独设定,更直观、量化。但该阀价格较高,对油液的清洁度要求较高。且比例阀控制系统是模拟信号(或)容易受到外界干扰,要做好接线的屏蔽跟接地。
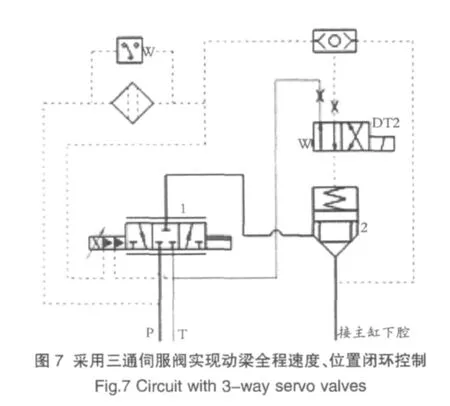

1.6 采用三通伺服阀实现动梁全程速度、位置闭环控制
该回路如图7所示,是采用动梁位移传感器和三通伺服阀实现全程速度、位置闭环控制的典型减速和排气控制液压回路图,这是在SACMI PH3590、伊莫拉系列等大吨位压机上采用的回路。其中阀2作为主缸下腔截止阀,在停机时截断主缸下腔油路,以防止伺服阀泄露引起活动梁滑落,在动梁升降过程中,阀2全程开启。阀1为三通伺服阀,动梁的升降快慢切换均为阀1控制。科达KD3800C至7800C系列压机属于这种油路。
海源公司对SACMI系统作了消化创新,把SACMI公司使用的MOOG D664系列伺服比例阀以ATOS公司的LIQZO-LE-503L4型阀替代,后者性能优于前者见表1,并在海源HP3790、HP6790压机上取得很好的效果,其油路如图8。
在实际使用中,ATOS的三通插装阀表现出反应速度快,流量大等优点,若配置上好的伺服控制卡,系统的柔顺性和排气效果可以达到或超越使用MOOG伺服比例阀的回路。
图7、图8减速和排气控制是目前较先进的回路,具有以下优点:
(1)全程闭环控制。活动梁位移传感器、三通伺服阀和闭环控制卡组成了速度、位置闭环控制系统,全程实现活动梁的速度和位置高精度控制。
(2)压砖工艺的高适应性。在排气动作时,可以直接控制排气速度和排气高度,比以往的时间控制直接,且为闭环控制,具有很高的控制精度和重复精度,能适应各类砖的压制工艺,满足不同粉料的排气要求。
(3)避免了下腔排气时的系统的串油。以往下腔的进油与回油是由两个独立的插装阀控制,在进油回油切换时,总会有瞬间的进油与回油阀同时打开,造成系统的串油。而这种控制,阀芯的结构直接杜绝了串油的可能,确保动作的可靠性,并减少压力油损耗。
(4)抗干扰能力强。这种减速和排气控制采用数字总线技术,相对于以前的模拟信号控制,不容易受到外界信号干扰,阀的稳定性高。
但这种控制价格比普通比例阀控制更高,且阀件要求油液的洁净度更高(长寿命使用油液清洁度:ISO4406<17/14/11),所以三通伺服阀前需要专用过滤器过滤(长寿命使用),对操作工的技术水平要较高,对系统维护要求更高。
1 张柏清.全自动液压压砖机.南昌:江西科学出版社,2001
2 冯长印.娜萨蒂公司2500吨全自动液压压砖机液压系统分析.陶瓷杂志,1996,(2)
3 意大利Sacmi、Nassetti公司;力泰、科达公司陶瓷砖液压机使用说明书
Hydraulic Circuits for Moving Beam Speed Reduction and Air Exhaust of Automatic Hydraulic Press
LI Liangguang
(Fujian Haiyuan Automatic Equipment Co.,Ltd.,Fuzhou,Fujian 350100)
Several options of hydraulic circuits for moving beam speed reduction and air exhaust of automatic hydraulic press are analyzed,and an advanced circuit design is then proposed for reference of the design of a press's hydraulic system.
speed reduction;discharge;proportional control;servo control
on Mar.30,2012
TQ174.5
A
1006-2874(2012)03-0015-05
2012-03-30