低碳钢头坯洁净度研究
2012-09-14彭其春于学森段雯君盛喜松林利平梁建伟
彭其春,于学森,段雯君,熊 伟,盛喜松,林利平,梁建伟
(1.武汉科技大学钢铁冶金及资源利用省部共建教育部重点实验室,湖北武汉,430081;2.武汉钢铁(集团)公司,湖北武汉,430080)
低碳钢头坯洁净度研究
彭其春1,于学森1,段雯君1,熊 伟1,盛喜松2,林利平2,梁建伟2
(1.武汉科技大学钢铁冶金及资源利用省部共建教育部重点实验室,湖北武汉,430081;2.武汉钢铁(集团)公司,湖北武汉,430080)
采用氧氮分析、金相分析、大样电解分析、扫描电镜及能谱分析等,研究LD—Ar站—CC生产的低碳钢头坯不同浇铸长度处的洁净度变化规律,并与正常坯洁净度水平进行对比分析。结果表明,头坯中T[O]和氮含量均随着浇铸长度的增加呈明显的下降趋势;头坯中显微夹杂物数量和大型夹杂物数量随着浇铸长度的增加大体都呈减少趋势;头坯中显微夹杂物主要来源于脱氧产物和二次氧化,大型夹杂物来源于二次氧化、结晶器卷渣、中间包卷渣和钢包引流砂;与正常坯洁净度相比较,头坯洁净度在浇铸长度大于3 m以后与正常坯水平相一致。
低碳钢;头坯;夹杂物;洁净度
在钢水浇铸过程中,非稳态浇铸是指开浇、换钢包前后和浇铸结束等钢水液面波动较大、拉速变化频繁的状态[1]。由于非稳态浇铸时钢水的二次氧化及卷渣较严重,造成钢中夹杂物增加,降低了铸坯质量[2-5]。
目前,各钢厂对于非稳态浇铸的铸坯,通常采用降级或报废的方法处理,采用此种方法经常会发生“漏判”或“错判”,导致产品缺陷率增加、钢材收得率降低,增加了企业的生产成本。为此,本文特对某钢厂生产的低碳钢头坯不同浇铸长度洁净度变化规律进行研究,分析开浇阶段铸坯不同浇铸长度洁净度,并与正常坯洁净度作比较,以期为评价及优化开浇工艺和铸坯定尺切割提供依据。
1 试验
采用LD—Ar站—CC生产的低碳钢,连铸坯规格为210 mm×1 400 mm,浇铸温度为1 564℃,平均拉速为1.3 m/min。低碳钢钢水成分如表1所示。

表1 低碳钢钢水化学成分(wB/%)Table 1 Chemical composition of low carbon steel
第一炉开浇时,切取5 m铸坯下线,正常切头后沿拉坯方向每隔0.5 m取尺寸为210 mm× 1 400 mm×6 0 mm的铸坯样,共取1 0块。另外再取2块正常坯铸坯样。在所有铸坯样同一侧1/4宽度处靠内弧侧取金相试样和氧氮分析试样,在铸坯宽度中心位置取大样电解试样,具体取样位置如图1所示。
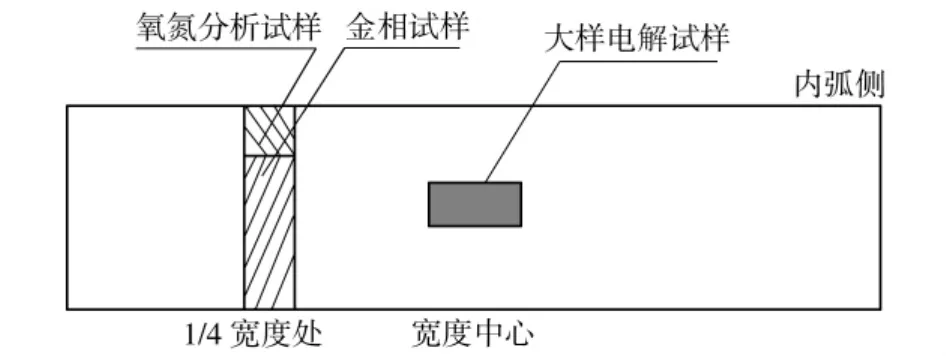
图1 铸坯样分析取样示意图Fig.1 Schematic diagram of sampling for slab
采用Tc500型氧氮分析仪对钢中T[O]、氮含量进行分析;采用LIM-2000型图像分析仪对试样中显微夹杂物(尺寸小于50μm)的数量、尺寸分布进行统计分析;采用大样电解分析对试样中的大型夹杂物数量进行分析;采用XL30型扫描电镜及能谱分析仪对大型夹杂物和显微夹杂物的成分及形貌进行分析。
2 结果与分析
2.1 T[O]和氮含量分析
图2所示为头坯不同浇铸长度处的T[O]和氮含量。从图2中可知,T[O]和氮含量随着头坯浇铸长度的增加呈明显下降的趋势。开浇前期,氮含量偏高,表明此时保护浇铸水平差,钢水的二次氧化严重;随着浇铸的进行,氮含量整体呈下降趋势,浇铸长度为2.5 m以后氮含量与正常坯氮含量(29×10-6~35×10-6)水平一致,表明头坯浇铸长度大于2.5 m以后保护浇铸水平达到了稳态浇铸时期的水平。二次氧化同时也造成头坯中T[O]偏高,另外开浇过程中卷渣使铸坯中氧化物夹杂物数量上升,这也是头坯中T[O]偏高的原因。与正常坯T[O](25×10-6~26×10-6)相比较,浇铸长度大于3 m以后,头坯中T[O]达到正常坯相应值水平。
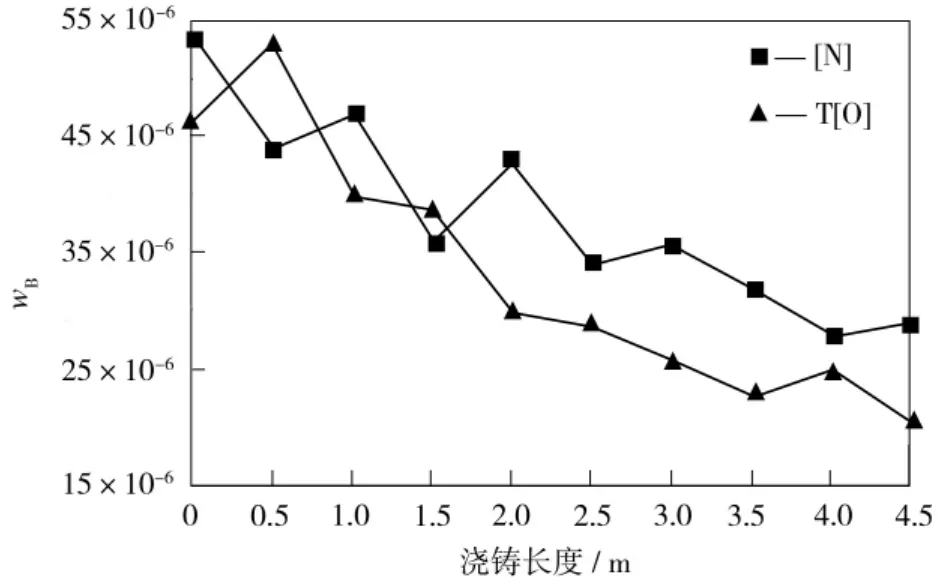
图2 头坯不同浇铸长度处的T[O]和氮含量Fig.2 T[O]and[N]contents of different casting lengths in the first slab
2.2 金相分析
金相试样在100倍光学显微镜下进行观察并统计其单位面积夹杂物数量,结果如图3所示。由图3中可见,头坯单位面积显微夹杂物数量随着浇铸长度的增加而逐渐减少,开浇时头坯中显微夹杂物数量(16.15个/mm2)约为正常坯相应值(7.57~8.34个/mm2)的1.94~2.13倍。与正常坯相比较,浇铸长度大于2.5 m时,头坯中显微夹杂物数量基本达到了稳态浇铸时的水平。
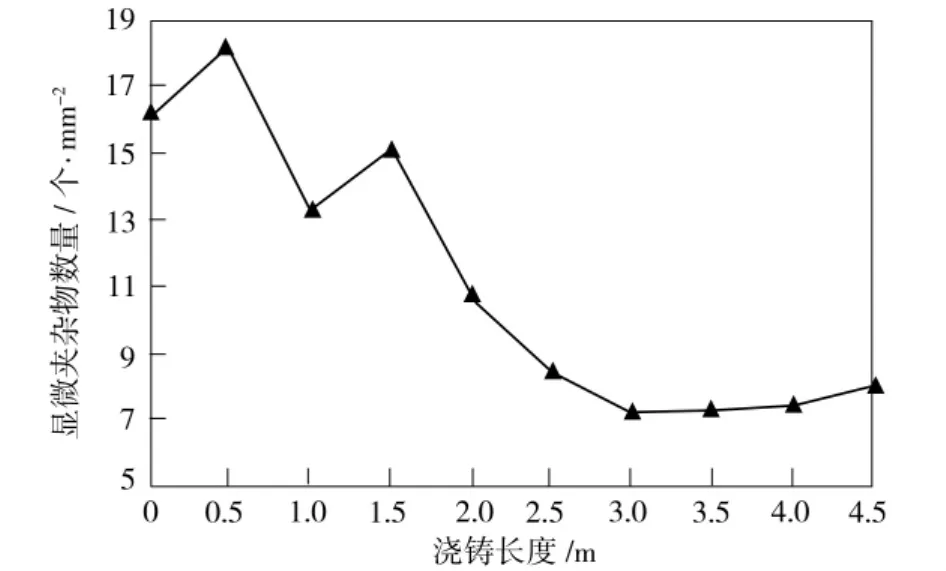
图3 头坯不同浇铸长度处显微夹杂物数量Fig.3 Micro-inclusions amounts of different casting lengths in the first slab
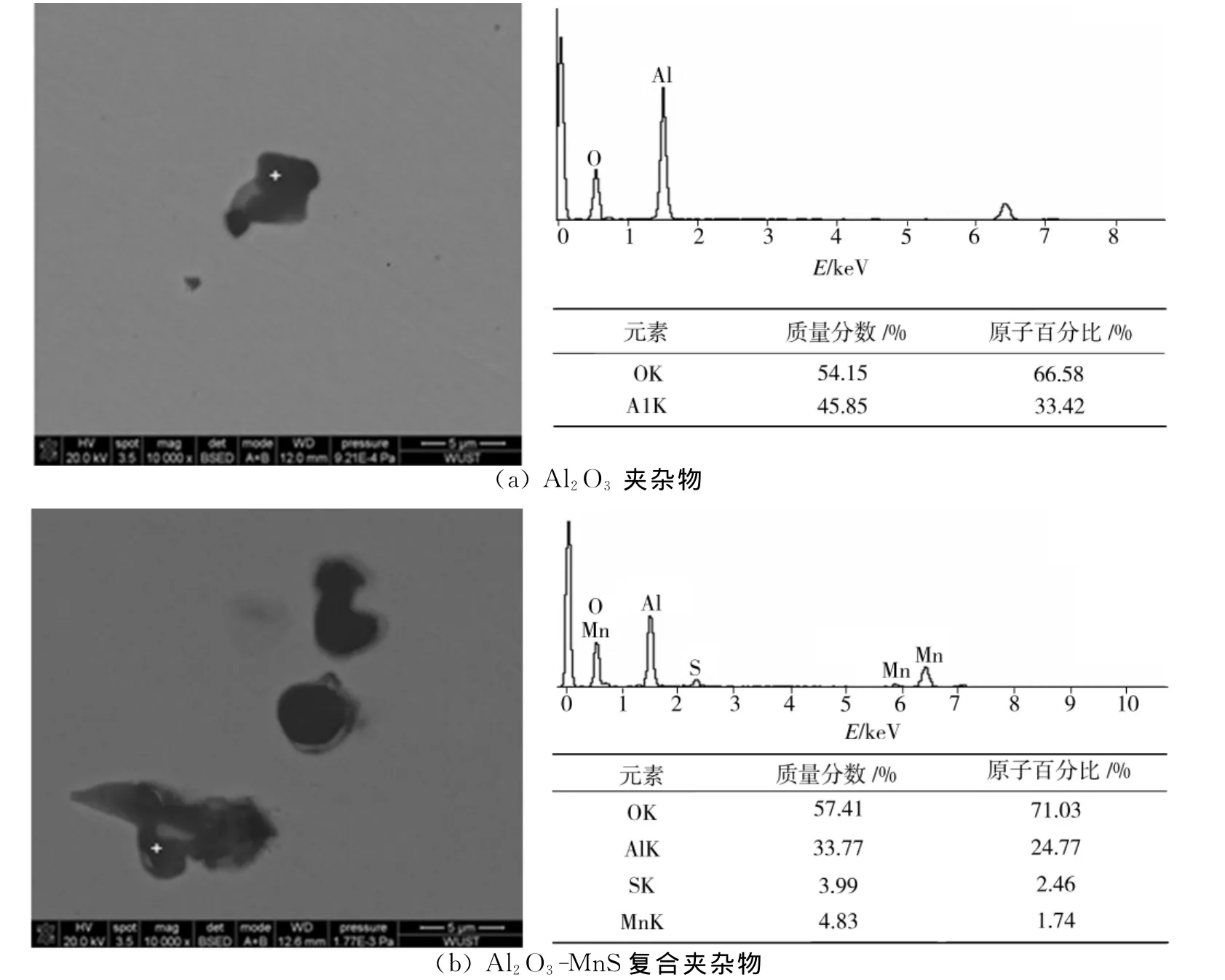
图4 头坯中典型显微夹杂物的SEM照片和EDS图谱Fig.4 SEM images and EDS patterns of the typical micro-inclusions in the first slab
图4所示为头坯中典型显微夹杂物的SEM照片和EDS图谱。由图4中可见,头坯中显微夹杂物主要为Al2O3,另外含有少量的Al2O3-MnS复合夹杂物。钢水中Al2O3的主要来源有:①未上浮而停留在钢水中的脱氧产物;②钢水的二次氧化。在工艺条件不发生改变的情况下,钢水中脱氧产物数量波动不大,故头坯中显微夹杂物数量偏高的主要原因在于开浇过程中钢水与空气接触,生成大量的Al2O3。随着浇铸的进行和保护浇铸水平的提高,钢水的二次氧化逐渐减弱,直至达到稳态浇铸水平。
2.3 大样电解分析
头坯中不同浇铸长度处大型夹杂物(粒径大于50μm)的含量如图5所示。由图5中可见,头坯中大型夹杂物数量随着浇铸长度的增加总体上呈下降趋势。

图5 头坯中不同浇铸长度处大型夹杂物的含量Fig.5 Large-inclusions amounts of different casting lengths in the first slab

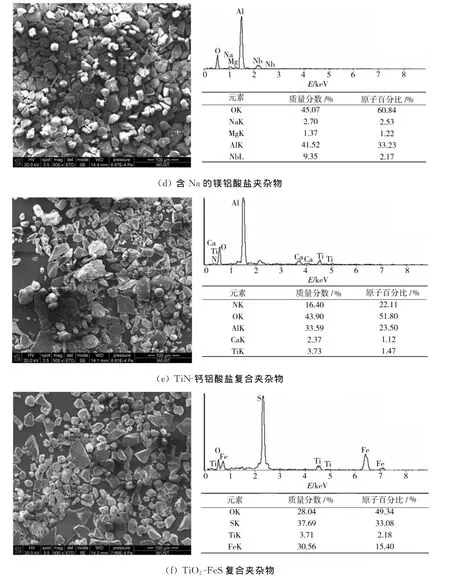
图6 头坯中典型夹杂物的SEM照片和EDS图谱Fig.6 SEM images and EDS patterns of the typical inclusions in the first slab
电解出来的大型夹杂物的SEM照片和EDS图谱如图6所示。由图6中可见,头坯中数量较多的夹杂物主要有:①Al2O3,其尺寸为10~100 μm,主要来源于钢水的脱氧产物和二次氧化产物;②SiO2,其尺寸为50~120μm,可能来源于钢包引流砂;③含K的硅铝酸盐,呈球状或块状,其尺寸为20~60μm,来源于结晶器保护渣卷渣。数量较少的夹杂物有:①含Na的镁铝酸盐,其尺寸为50~100μm,来源于耐火材料或结晶器保护渣的卷入;②TiN-钙铝酸盐复合夹杂物,尺寸为50~100μm;③TiO2-FeS复合夹杂物,尺寸为40~100μm。
[Ti]的来源可能有3种:一是自身钢液中含有Ti;二是合金化时所用的合金中含有的Ti以合金化的形式进入钢中;三是渣中含有少量的TiO2在钢液循环流动时被带入钢液中。
[Ti]转变为TiO2夹杂可能的来源有:
(1)[Ti]在高温条件下与SiO2、MgO等物质反应还原出Si、Mg[6],从而生成更稳定的TiO2,反应式如下:

上述反应是在钢液中w([Al])高于0.01%的条件下进行的。由表1中可知,钢液中[Al]的含量为0.052 2%,因此TiO2夹杂物生成的热力学条件成熟。
(2)析出的TiN被钢液中的氧氧化成TiO2。钢中的TiN析出数量随钛、氮质量分数的增加而增加[7]。TiN与钢液中氧反应的方程式如下:
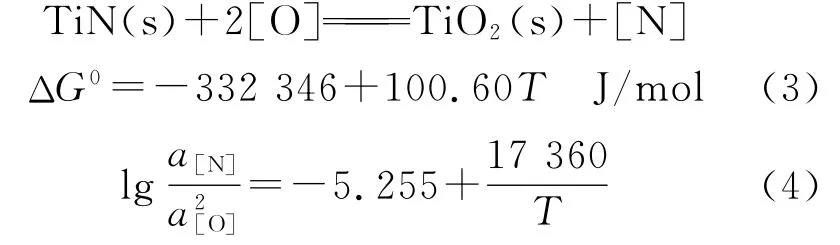
在开浇之前,钢水中大颗粒的脱氧产物Al2O3可以全部上浮进入渣中,部分小颗粒的Al2O3聚集成大颗粒而上浮,留在钢中的均为颗粒很小的Al2O3,可见钢中出现的较大颗粒Al2O3夹杂并不是脱氧产物,而是二次氧化的产物,表明铸坯开浇前期保护浇铸水平差。铸坯中出现含有Mg的复合夹杂物,表明中间包流场不稳定,使耐火材料卷入钢水中。铸坯中有大量含Na、K的夹杂物,这是由于结晶器液面波动大,大量保护渣卷入钢水中造成的。随着浇铸的进行,钢水的二次氧化和中间包、结晶器卷渣都逐渐减弱,浇铸长度大于3 m后头坯中大型夹杂物数量(见图5)与正常坯水平(1.67~2.14 mg/10 kg)相一致。
3 结论
(1)LD—Ar站—CC生产的低碳钢连铸坯头坯中T[O]和氮含量均随着浇铸长度的增加呈明显下降的趋势,浇铸长度大于2.5 m以后保护浇铸水平达到了稳态浇铸时期的水平,浇铸长度大于3 m以后,头坯中T[O]含量达到正常坯水平。
(2)头坯中显微夹杂物数量随着浇铸长度的增加而逐渐减少,在浇铸长度大于2.5 m以后基本达到稳态浇铸时期的水平。显微夹杂物主要为Al2O3和少量的Al2O3-MnS复合夹杂物。
(3)头坯中大型夹杂物数量随浇铸长度的增加整体呈下降趋势,在浇铸长度大于3 m以后,达到正常坯水平。电解出的夹杂物主要为Al2O3、SiO2和含K的硅铝酸盐夹杂物,另外还有少量含Na的镁铝酸盐夹杂物、TiN-钙铝酸盐复合夹杂物和TiO2-FeS复合夹杂物。
(4)头坯中显微夹杂物主要来源于脱氧产物和二次氧化,大型夹杂物来源于二次氧化、结晶器卷渣、中间包卷渣和钢包引流砂。
(5)浇铸长度大于3 m以后,头坯的洁净度与正常坯基本一致,建议头坯切废长度为3 m。
[1] 张彩军,王琳,蔡开科,等.非稳态浇铸对钢水洁净度的影响[J].特殊钢,2002,23(6):46.
[2] 崔衡,岳峰,包燕平,等.IF钢连铸头坯洁净度研究[J].钢铁,2010,45(3):38-41.
[3] 常桂华,栗红,陈本文,等.不同工艺路线超低碳钢洁净度分析[J].钢铁,2009,44(5):20-22.
[4] 栗红,李德刚,万雪峰,等.连铸初期状态对浇次头坯质量的影响[C]//第七届中国钢铁年会论文集.北京:中国金属学会,2009:633-635.
[5] 袁方明,王新华,李宏,等.不同浇铸阶段IF钢连铸板坯洁净度[J].北京科技大学学报,2005,27(4):436-440.
[6] 郑宏光,陈伟庆,薄世明.钛稳定化不锈钢中夹杂物的形成和变化[J].钢铁,2005,40(5):21-23.
[7] Ozturk B.Thermodynamics of inclusion formation in Fe2Cr2Ti2N alloys[J].Metallurgy and Material Transaction B,1995,26(6):563.
Cleanliness of low carbon steel first slab
Peng Qichun1,Yu Xuesen1,Duan Wenjun1,Xiong Wei1,Sheng Xisong2,Lin Liping2,Liang Jianwei2
(1.Key Laboratory for Ferrous Metallurgy and Resources Utilization of Ministry of Education,Wuhan University of Science and Technology,Wuhan 430081,China;2.Wuhan Iron and Steel Corporation,Wuhan 430080,China)
By means of oxygen and nitrogen analyzer,metallographic examination,SLIME,SEM,EDS,etc,the cleanliness of low carbon steel first slab produced by LD-Argon-blowing station-CC was studied and compared with that of normal slab.The results show that,with the increase in casting length,the T[O]and[N]contents in the first slab decrease obviously and micro-inclusions and large inclusions in the first slab exhibit a general tendency of decreasing,too.The micro-inclusions mainly come from deoxidization and reoxidation products,while large inclusions from reoxidation products,slag entrapment in mould or tundish,and stuffing sand.The cleanliness of low carbon steel first slab is close to that of normal slabs when the casting length exceeds 3.0 m.
low carbon steel;first slab;inclusion;cleanliness
TF777.1
A
1674-3644(2012)03-0164-05
[责任编辑 郑淑芳]
2011-11-09
彭其春(1964-),男,武汉科技大学教授,博士.E-mail:pengqichun1964@163.com