电液自由锻锤设备的砧座隔振方法
2012-09-12杨云中船第九设计研究院工程有限公司
文/杨云·中船第九设计研究院工程有限公司
电液自由锻锤设备的砧座隔振方法
文/杨云·中船第九设计研究院工程有限公司
自由锻锤在工作过程中,锤头所积蓄的动能在打击工件时瞬间释放,锤头的速度由原来的下行速度突然停止并产生一定的向上反弹的速度,使锤头的动量突然改变。由于打击过程中,锤头对砧座的作用力并不封闭于机身。因此,砧座瞬间获得一个向下的动量,动量的值等于锤头动量的改变量,砧座以一定的速度下行,进而将所获得的动量传递给设备基础和地基,激起设备基础和地基的振动,从而形成振动波向外传播,影响和干扰周围环境。
我国锻锤隔振从最初的砧座下放置木材和运输带,到橡胶弹簧、金属弹簧(兼有弹性和阻尼特性的叠板弹簧和蝶形弹簧),以及螺旋弹簧与阻尼器组合,经历了几十年的过程。目前,锻锤隔振分为砧座下隔振和基础下隔振两种方式。砧座下隔振是将隔振器置于砧座和基础之间,而基础下隔振是将隔振器置于内基础和外基础之间。由于基础隔振时内基础与砧座一起运动发挥惯性块作用,通常把内基础称为惯性块式,而把外基础即基础箱称为基础。本文通过对上海某厂锻造车间几台电液自由锻锤设备的隔振设计和实施效果的总结和分析,介绍自由锻锤设备的砧座隔振方法,并与自由锻锤其他隔振方法的特点进行比较。
自由锻锤设备参数
上海某厂锻造车间共设6台自由锻锤设备,打击能量在175~5600J之间,自由锻锤设备详细参数见表1和表2。锻锤的冲击振动影响较大,特别是3t和5t锻锤,基础振幅为0.08~0.56mm,振动速度在8~12mm/s之间,振动能量较大,低频成分较多,振动衰减较慢,传播较远。因此,必须采取隔振措施。因该厂周边环境属工业区,该锻造车间距最近的北侧厂界约60m。锻锤设备经隔振后,因振动引起的厂界外环境振动影响将符合《城市区域环境振动标准》(GB 10070-1988)中工业集中区限制值,即铅垂向振级昼间VLz≤75dB。

表1 电液自由锻锤的技术参数
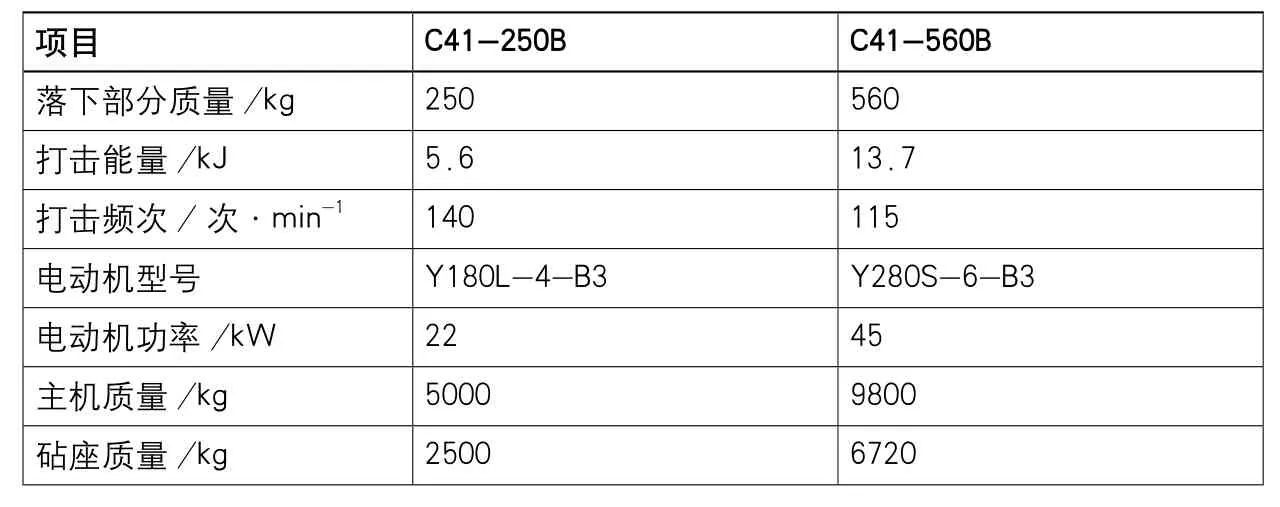
表2 空气锤主要技术参数
自由锻锤设备砧座隔振
基本原则
⑴隔振后,砧座的最大竖向振动位移应小于允许振动值。砧座振动位移太大,则会影响工人操作。根据《隔振设计规范》(GB 50463-2008)的规定,当砧座下设有隔振装置时,砧座竖向允许振动线位移应不大于20mm。本设计取值为8mm。为控制隔振后砧座的竖向振幅,必须加大砧座的质量。本设计方案在砧座下设置配重块(铸铁块),并与砧座刚性连接,组成一体。根据《隔振设计规范》(GB 50463-2008),可以得知砧座竖向最大振幅的计算公式。
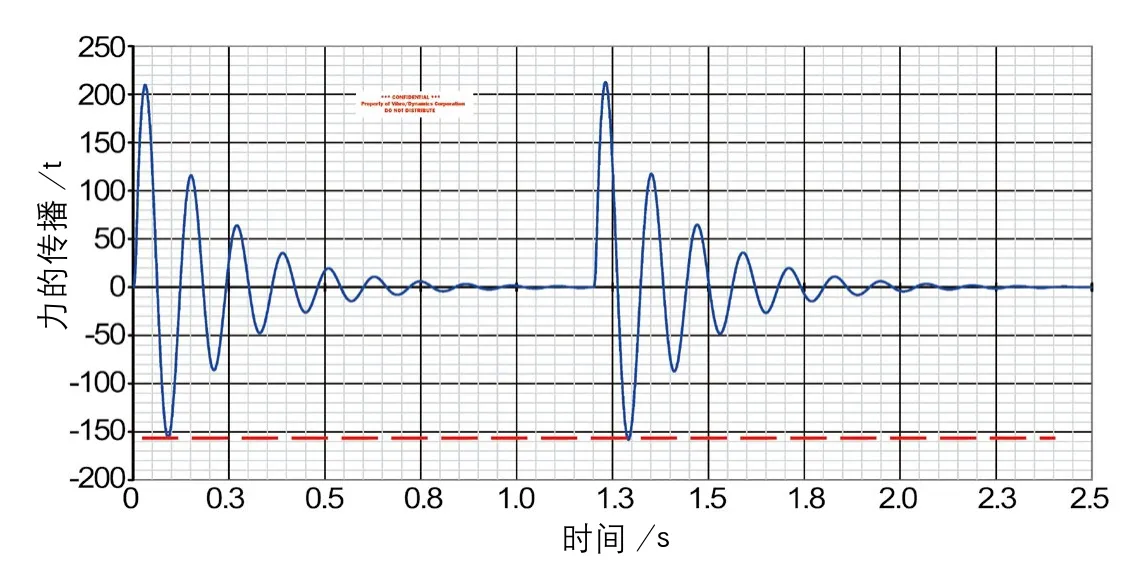
图1 减振垫内力传播和时间的关系图

图2 减振垫的位移波形和时间的关系图
砧座竖向最大振幅的计算公式:

式中 ωn=(k1/m1)1/2;
AZ1——砧座最大竖向振动位移,m;
m0——锻锤落下部分质量,kg;
m1——隔振器上部的总质量,kg;
V0——落下部分的最大冲击速度,m/s;
e1——回弹系数,取0.25;
k1——隔振器的竖向刚度,N/m;
ξz——隔振体系的阻尼比。
将5t锻锤的设备参数和隔振参数代入该公式,计算出5t锻锤隔振后砧座的竖向最大振幅AZ1为4.10mm(其他锻锤数据均不大于8mm,具体数据省略)。
⑵锻锤在下一次打击之时,砧座应停止振动。若砧座在打击的间隔时间内没能停止振动,则在锻锤进行连续打击时,会使砧座振幅越来越大,从而影响工人操作,甚至会引发设备事故。对隔振系统而言,要满足这个要求,就是要考虑隔振系统的阻尼配备。对于冲击设备,阻尼可以吸收冲击能量,使设备受到冲击干扰后迅速趋于稳定。根据《隔振设计规范》(GB 50463-2008)的规定,锻锤隔振系统的阻尼比不应小于0.25。
⑶锻锤打击后,隔振器上部质量不应与隔振器分离。这就要求隔振系统固有频率f>g/(2πV)(其中g为重力加速度,V为打击结束时的砧座速度。根据动量守恒定律,本案例中的5t锻锤打击结束时的砧座速度V=0.29m/s。则f应大于5.4Hz。
砧座隔振方法
⑴针对本次设计中的自由锻锤设备,经过设计前的多次调研和对隔振方案分析对比,本次锻锤隔振选用砧座隔振方法,并选用了一种称为MRM弹性体阻尼模块作为砧座的隔振系统。MRM弹性体阻尼模块是在弹簧阻尼液隔振系统之后开发出的又一种适合锻锤隔振的隔振系统。MRM弹性体阻尼模块由特殊高分子材料模制而成,具有结构简单,防水和防油污,使用寿命长和极强的抗蠕变性。垂直动态固有频率低至8Hz,本案例中,固有频率f为8.3~10Hz,阻尼比为0.13~0.25,隔振效率为75%~80%。
⑵以本次设计5t锻锤砧座隔振为例,图1和图2为砧座隔振后减振垫位移和力传播随时间的变化曲线。从图1可以看出,5t锻锤打击频次为50次/min,即0.83次/s,当经过0.8s时,砧座已经复位停止振动,满足隔振基本原则。
⑶图3为5t锻锤砧座采用MRM隔振系统的剖面示意图。从图中可以看到,砧座和配重刚性连接在一起,放置在MRM隔振模块上,四周设置硬木为防偏摆的限位装置。

图3 5t锻锤砧座MRM隔振系统的剖面图
⑷表3为本次设计中,全部锻锤砧座隔振设计的主要参数。
⑸锻锤砧座隔振设计中有以下几个不可忽视的要点:
①隔振锻锤的锤击中心(竖向)、砧座-惯性质量块的重心和隔振元件的刚度中心应布置在一条铅锤线上,以避免打击时造成回转运动。
②由于自由锻锤的工作环境恶劣,工作时产生油、水和大量氧化皮。而上述这些污染因素,对砧座下的隔振元件会产生较大影响,从而将极大地影响隔振系统的隔振效果。因此,必须在隔振设计中引起足够的重视。本设计案例中,在砧座坑的底部设有油、水的集中沟及配套的油水抽离系统,定时排出累积的油水。在防氧化皮的措施上,采用了三道屏障,MRM隔振模块本身在其四周设置保护泡沫材料的密封以防止任何小颗粒和氧化皮进入隔振系统而降低隔振效果;在砧座配重底部和MRM隔振模块之间设置一层薄橡胶,防止通过砧座与硬木之间的缝隙进入隔振模块;在砧座底部再设一层屏障,防止氧化皮的坠落。并定时清理砧座坑积累的氧化皮,从而保障隔振系统的正常运行。

表3 锻锤设备砧座隔振设计基本数据
③在锻锤设备隔振的设计中,在满足必须的隔振效率前提下,除应考虑尽可能降低一次性投资成本外,最重要的因素是,应考虑极大地减少隔振系统的日常运行维护成本,增大隔振系统的使用寿命。因为在实际生产中,由于隔振系统的损坏(如隔振器的损坏、粘滞阻尼液的泄漏和氧化皮的堵塞等),造成隔振系统的维修和更换,不仅带来生产成本的上升,也势必将影响整个生产进度,严重者将影响产品的交货及合同的履行,给生产企业带来较大的损失。如果隔振系统的使用寿命难以保证,将使隔振成本大幅上升。
⑹隔振效果测试:为检测本案例中的上海某厂锻造车间自由锻锤设备砧座隔振装置的隔振效果,在该厂锻造车间设备投入正常运行后,于2010年7月,对其中的5t锻锤进行了跟踪测试。测量时,5t锻锤正常生产,锻打工件为直径600mm的圆柱,锻打成轴类的产品。测试参考《城市区域环境振动测量方法》(GB/T 10071-1988)和相关振动测试规范。测试点选两点,一点为距锻锤10m处,另一点为厂界边界。测试表明:在距锻锤10m处,加速度平均峰值为0.09m/s2,速度平均峰值为2.32m/s。而未隔振时的速度平均峰值参考值为9.8m/s,采用MRM隔振后,隔振效率为76.3%。在厂界处(临近厂界)的测点,加速度平均峰值为0.007m/s2,速度平均峰值为0.22m/s,按加速度有效值换算相当于小于75dB,在厂界处已完全达标,满足《城市区域环境振动标准》(GB 10070-1988)。另外,锻锤设备隔振后,除满足隔振效果的要求外,砧座振幅不大于8mm,完全满足设计目标(不大于10mm),砧座的隔振对自由锻锤锻打工件和设备的其他方面没有带来任何不利的影响,自由锻锤设备的使用满足设备要求。
不同砧座隔振元件的特点
⑴早期的砧座下放置木材作为隔振元件,由于木材的刚度大,弹性小,隔振效率很低,大约在15%,效果很差。
⑵之后的橡胶垫,提高隔振效率到大约50%,但橡胶的阻尼较小且易老化,寿命短,隔振效果也不理想。
⑶目前比较理想的砧座隔振元件为弹簧阻尼隔振元件。但板簧和碟簧之间会产生干摩擦阻尼,如遇油和水后,阻尼会迅速下降,将会导致锻锤设备共振或反弹。螺旋钢弹簧隔振器+粘滞阻尼器的组合是相对来说较好的隔振元件,隔振效率达85%~90%。但也存在阻尼液的更换、泄露及钢弹簧断裂等现象,增加了维护频率和成本。另外,对弹簧阻尼隔振器而言,除了通过弹簧传递到基础上的冲击力外,带有阻尼液的阻尼器也增加了小部分力到基础上。由于自由锻锤的砧座和机身是分离的,弹簧阻尼隔振器如果安装在砧座下,砧座和配重四周需留出维修空间,造成占地面积大。因此,弹簧阻尼隔振器不大适合自由锻锤砧座隔振,比较适合模锻锤(砧座和机身连在一起)的隔振,也适合于自由锻锤的整机隔振。
⑷MRM减振系统是一种弹性体阻尼模块隔振器,由美国一家公司于2000年研制出来,是锻锤减振后期(弹簧阻尼隔振器之后)开发出来的,主要用于各种冲击机器(如锻锤和压力机)的减振基础。MRM系统的核心部件是模块化回弹衬垫,每个模块根据硬度和减振参数单独模制。整个系统为组合式,模块层和柱的数量根据不同要求进行配置。对于弹性体阻尼模块隔振器而言,材料的滞后阻尼(热滞阻尼)已经包含在弹性体阻尼模块本身,使其变成弹性体阻尼模块隔振系统动态刚度的一部分。MRM弹性体阻尼模块由特殊高分子材料模制而成,具有结构简单,防水和防油污,使用寿命长和极强的抗蠕变性,不需维护等特点。在满足隔振效率大于75%的条件下,是较理想的锻锤砧座隔振元件。
结束语
自由锻锤的砧座隔振,由于占地面积小,投入成本少,隔振效率大于75%,在满足隔振控制目标的情况下,应是隔振设计中的首选。在当前众多的锻锤砧座隔振方案中,在满足必须的隔振效率前提下,除应考虑尽可能降低一次性投资成本外,最重要的因素是应考虑极大地减少隔振系统的日常运行维护成本和提高隔振系统的使用寿命。由于自由锻锤的工作环境恶劣,工作时,产生油、水和大量氧化皮;而上述这些污染因素,对砧座下的隔振元件会产生较大影响,从而将极大地影响隔振系统的隔振效果,必须在隔振设计中引起足够的重视。频繁的隔振系统的运行维护和隔振系统使用寿命难以保证,不仅将无法实现设计中的隔振控制目标,也势必将极大地影响设备的正常使用,给生产企业带来经济影响。
杨云,高级工程师,从事环保专业噪声与振动控制的设计、科研、咨询和工程承包近三十年。
