玉柴Y6CK曲轴锻造工艺开发
2012-09-12祝占宏宫显宇王志国韩海河王丽霞内蒙古一机集团富成锻造有限公司
文/祝占宏,宫显宇,王志国,韩海河,王丽霞·内蒙古一机集团富成锻造有限公司
玉柴Y6CK曲轴锻造工艺开发
文/祝占宏,宫显宇,王志国,韩海河,王丽霞·内蒙古一机集团富成锻造有限公司
玉柴Y6CK曲轴是欧Ⅲ标准发动机的关键件之一,由广西玉柴公司研发,富成锻造公司承担该曲轴锻件的设计、生产,产品如图1所示。玉柴Y6CK曲轴锻件为曲面分模,平衡块形状复杂,柄块高宽比大,不易充满。锻件材料为非调质钢48MnV,锻造工艺性和锻后控温冷却技术要求比较高。
锻造工艺难点
⑴锻件平衡块形状复杂且高宽比大,柄块顶部不易充满。
⑵采取曲面分模,出模力分布不均且较大,顶出设计无法借用现有斯太尔曲轴的顶杆布置,需重新设计。
⑶材料48MnV的锻造工艺性和锻后控温冷却技术要求比较高。
⑷锻件形状复杂,需要合理的分配预锻、终锻打击能量,防止锻件充不满或过大的载荷对设备造成的损坏。
有限元分析
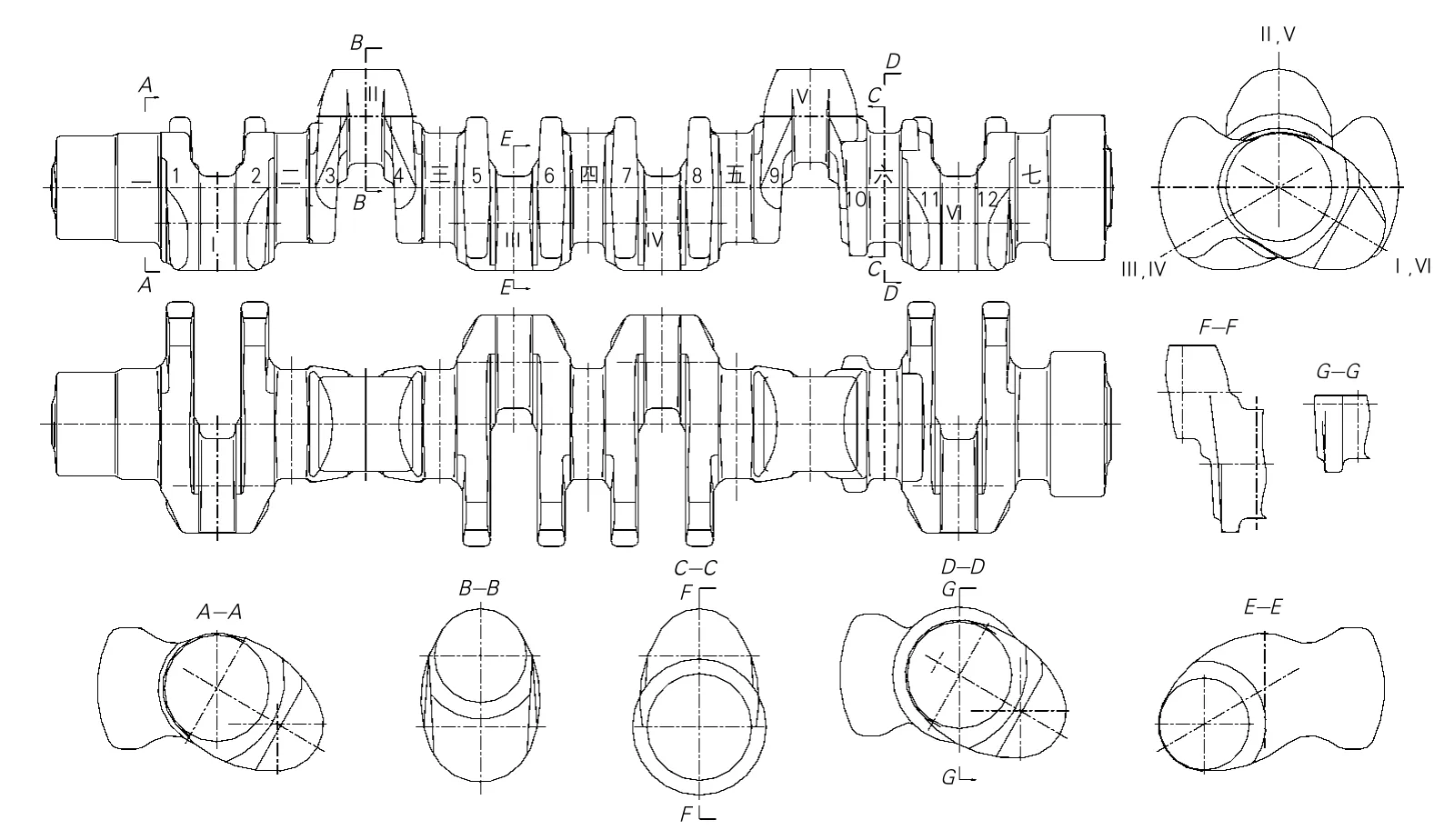
图1玉柴曲轴锻件图
根据玉柴Y6CK曲轴锻件沿轴向体积分布规律,项目组设计了预锻毛坯,始锻温度为1270℃,终锻温度为1250℃。根据Gleeble2000热模拟试验判定,48MnV高温变形抗力与60号钢相近,模拟分析采用DEFORM3D软件材料库中的AISI-1060材料数据。图2所示为曲轴锻造工艺模拟分析模型。设定压力机工作速度为250mm/s,模具温度为250℃。

图2玉柴曲轴锻造工艺模拟分析模型
采用绝对网格尺寸划分方式,最小单元边长为5mm(约等同于锻模最小圆角半径),单元尺寸比为3。毛坯初始网格单元数为43285个,经过36次网格重新划分完成预锻工步分析。经过7s散热(锻件转移节拍),预锻毛坯放入终锻模膛进行终锻分析。经过10次网格重新划分完成终锻工步分析。

图3预锻充型情况

图4预锻件温度分布
根据图3~6预锻工步分析结果。由此可知,预锻结束时预锻件充型较好,只在第三、四平衡块顶端留有3mm未充满。考虑到,终锻件与预锻件高度尺寸设计原则,即预锻件较终锻件高3~5mm,因此终锻合模时该部位与模膛接触,可充型饱满。

图5预锻件等效应变分布
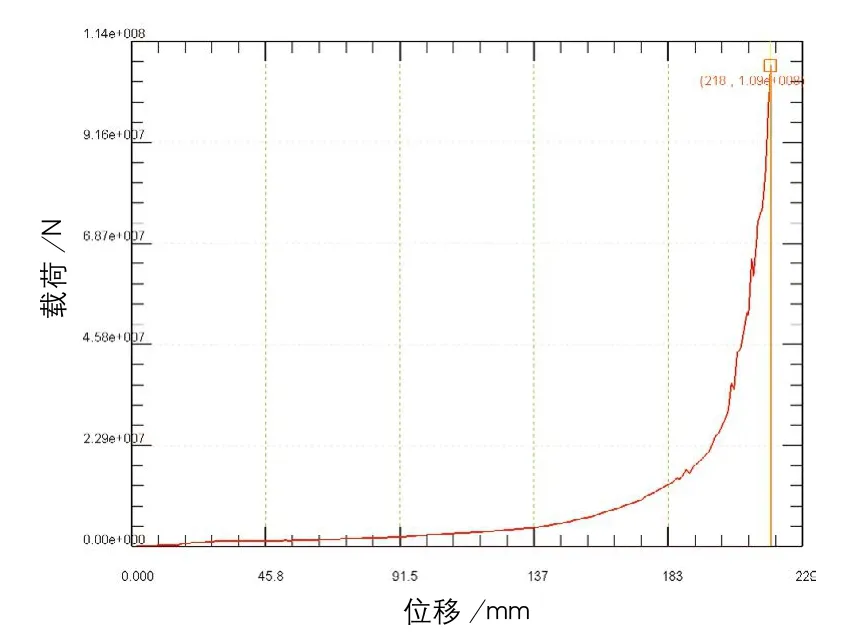
图6预锻工步载荷-位移曲线
由温度场可知,预锻结束时温度较高,经过7s散热后仍可保持在较高的温度段,不影响终锻工步锻件成形。考虑到此载荷-位移曲线为液压机条件下的成形曲线,根据经验公式可知,最大成形载荷为1.09E8N/1.4=0.78E8N,即最大成形载荷为7800t,小于压力机最大可持续使用压力12800t,因此预锻充型质量较好。
图7~10为终锻工步分析结果。由分析结果可知,预锻未充满的第三、四平衡块部位充型完好,终锻载荷为1.43E8N/1.4=1.02E8N,即10200t,符合压力机长期使用要求。

图7终锻充型良好

图8终锻件温度分布

图9终锻件等效应变分布

图10终锻工步载荷-位移曲
锻造工艺分析
⑴加热温度。加热温度对48MnV的综合力学性能影响显著,锻件要达到技术协议中的力学性能要求,必须控制好加热温度。在查阅大量相关资料、咨询原材料生产厂家技术专家后,项目组确定了48MnV的始锻温度为1220~1250℃,终锻温度为1100℃,考虑到毛坯从加热炉到预锻工步的散热,将加热温度设定为1240~1270℃。
⑵模锻斜度。根据曲轴的形状特点,结合16000t压力机的设备特性,项目组设计了合理的预锻工步,在裆部增加了较厚的连皮,为终锻提供足够金属,以充满模膛;将终锻模口设计为变斜度,在距模口14mm处将模锻斜度设计为5°,即有利于锻件切边后形成较小的飞边痕,又可以提高终锻时充型能力,利于锻件充满。
⑶模具结构的设计。玉柴Y6CK曲轴平衡块形状复杂且高宽比大,与现生产的斯太尔曲轴差异很大,设计时需采用曲面分模,在模具设计上无法借鉴平面分模的设计思想。由于玉柴Y6CK曲轴模膛较深,顶出力较大且分布不均,加之分模面在水平方向上的面积较小,在设计模具顶出机构时必须考虑模具强度,项目组经过论证、模拟,最终机构采用8根φ24.2mm的顶杆,这样提高了顶出机构的稳定性。
⑷锻件的机械性能控制。锻后冷却速率对48MnV的综合力学性能的影响显著,冷却速率决定了珠光体和铁素体含量比例和晶粒度,并影响了钒的碳化物的析出量和形态,进而表现在锻件的抗拉强度、伸长率、断面收缩率和冲击韧性的变化。根据富成锻造公司设备状况,试制期间采取了锻后正火处理,在850℃下保温180min后进行雾冷,满足了锻件的机械性能指标。
锻造能量设定
根据锻造工艺有限元分析结果,制定了试生产时16000t压力机的打击能量。在实际试生产过程中发现,终锻后有部分锻件柄块有未充满现象,考虑到预锻金属流动性好,形成飞边的金属过多,终锻时没有足够的金属充满型腔,通过调整预锻、终锻打击能量,增大预锻后的连皮厚度,以此提高终锻时金属充满模膛的能力。调整后的参数可以满足锻件柄块充满要求。
结束语
玉柴Y6CK曲轴为非调质钢曲轴的代表,锻后需进行控温冷却,减少了热处理工序,从而降低了锻件的制造成本。目前,该技术国内应用较少,富成锻造公司通过不断的生产验证来完善锻后控温冷却的工艺参数,从而使非调质钢曲轴锻件达到更高的机械性能要求。
