一种简易加工中心对刀仪的设计
2012-09-12韩加好王晓虹
韩加好,陈 颖,王晓虹
(连云港职业技术学院,江苏连云港 222006)
0 引言
目前加工中心上常用的Z向对刀装置主要分为两类。一类是光学刀具轮廓对刀仪[1],其对刀的精度和自动化程度都比较高,但价格昂贵,须请专人安装调试,且维护成本较高。第二类是机械对刀器,其结构简单,但自动化程度低,对刀器在对刀中主要起基准平台的作用,在对刀过程的最后需要手工将Z向刀偏计算输入系统。目前大型加工企业多使用第一类对刀仪,第二类的机械对刀器由于对刀效率与直接对刀相比并没有太大提高,基本处于可用可不用的“鸡肋”状况。本文考虑设计一种适合于中小型企业、性价比高的简易对刀仪。该对刀仪能实现快速对刀(刀具能以较快速度与对刀仪接触),具有比较高的对刀精度(采用高灵敏光电传感器),并能利用PLC和对刀宏程序[2]自动实现刀具补偿和对刀保护(不用人工输入),可大大提高加工中心刀具调整的效率。对刀仪避免采用昂贵的光学元器件,不足千元的制造成本与光学对刀仪动辄万元以上的价格相比,很是经济实用。
1 对刀仪的设计要点
1.1 简易光电对刀仪工作原理
对刀仪Z向对刀的实质是先输入一把标准刀的刀偏值,并将其长度补偿值置0,其余刀具通过对刀就是得到不同的长度补偿值。其中标准刀的Z向对刀由人工操作方式完成,其后各把刀的对刀过程由对刀宏程序[2]控制。
1.2 对刀仪硬件结构设计
本对刀仪的结构主要包含底坐、外壳、对刀机构、传感器与信号线路等部分。见图1。
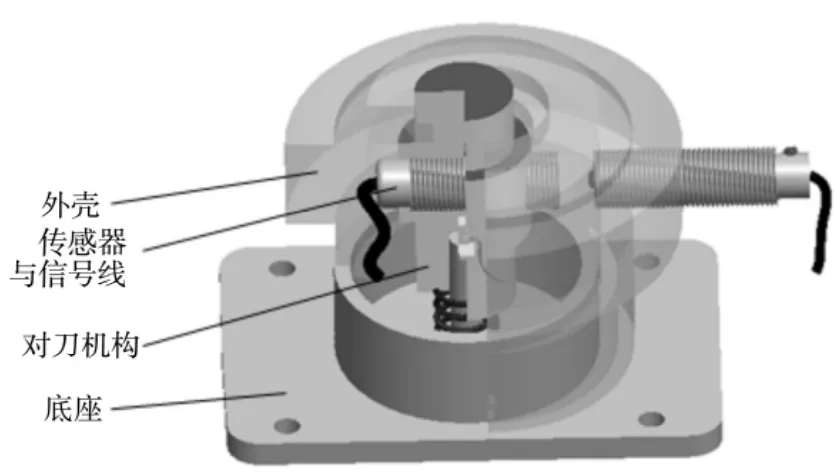
图1 对刀仪基本硬件结构
(1)对刀仪底座设计
对刀仪底座设计如图2a,为保证对刀仪精度,底面须具备高的平面度。中间的滑杆用来安装弹簧并与对刀机构的滑孔进行装配。底面的四个孔是用来将对刀仪固定在机床上。两侧的小螺纹孔用于固定外壳。

图2 对刀仪底座、外壳与对对刀凸台
(2)对刀仪外壳设计
外壳设计时要考虑到与对刀仪底座的配合问题,要留内部阶梯孔用于与底座装配,还要有用于固定外壳和底座的螺纹孔。对刀仪顶部还要装密封圈。要预留阶梯孔。对刀仪外壳右端要加工出内螺纹孔。用于安装光电传感器的接收端。
(3)对刀仪对刀机构设计(对刀凸台)
对刀仪对刀机构采用硬质合金增强其耐磨性,对刀机构下端要有滑孔用来与底座滑杆装配(套在滑杆上)。中间加工一螺纹孔,以安装对刀仪光电传感器的发射端。
(4)传感器
由于对刀仪用于对精度要求很高的数控加工,对刀仪传感器必须具备高加工精度。考虑到数控车间经常会有切削振动及切削液浇淋的加工环境,因此选择对刀仪传感器时必须考虑抗振性、抗干扰能力和抗腐蚀性要求。综合考虑以上各方面因素,本设计选用一个高灵敏度的光电开关[5]作为对刀仪感应元件,以满足对刀仪使用要求。
1.3 信号输入及连接设计
(1)信号控制思路
对刀仪须利用刀具位置传感信号实现控制。本设计的光电传感器信号接入FANUC系统PMC的SKIP信号[3]接点,SKIP信号能控制系统的G31程序指令的运行,SKIP信号在转入PMC的同时,高速跳转进入系统,指使G31指令停止移动并将刀具剩余移动量清除。[4]正确运用SKIP信号的接点地址及连接,是对刀仪设计成败的关键,也是本设计最关键的技术难点。
(2)对刀仪光电开关接线
传感器在对刀时的作用就相当于一个光电开关,对刀仪工作时利用些光电开关信号控制对应的继电器触头分合,以实现SKIP信号的通断。本设计考虑选用SSR固态继电器,SSR固态继电器是具有隔离功能的无触点电子开关,在开关过程中无机械接触部件,其除具有与电磁继电器一样的功能外,还具有逻辑电路兼容,耐振耐机械冲击,安装位置无限制,具有良好的防潮防霉防腐蚀性能,输入功率小,灵敏度高,控制功率小等特点,可以减小对刀仪体积和提高对刀灵敏度。
如图3所示,将SSR的DC端接光电传感器信号。输出端用于控制SKIP信号X4.7(以FANUC0i系列数控系统为例)。

图3 SSR固态继电器接线
(3)SKIP接点连接
传感器信号通过接通SSR触发X4.7。图4为X4.7在配FANUC 0I PMC系统的PMC I/O端分布位置[6],找到 X4.7 的输入端位置 CB106(B05),与SSR相连接。

图4 CB104/CB105/CB106/CB107插头管脚分配
2 对刀宏程序设计
2.1 宏程序设计思路
刀具对刀过程的要自动完成,须有一配套的对刀宏程序:控制刀具向对刀仪靠近并接触的运动过程;记录刀具与对刀仪接触后停止(SKIP信号起作用)时的机械坐标值记录;计算对刀坐标与标准刀坐标差值并输入刀补。宏程序设计思路如图5所示。

图5 宏程序设计思路
2.2 G31跳步指令
在FANUC0i系统中,G31跳步指令通常用于测量功能。在G31执行过程中,如果没有SKIP信号,G31就相当于 G01指令;如果在执行 G31过程中SKIP信号置“1”,则在当前位置清除剩余运动量(停止运动),直接执行下一个程序段,并同时将进给轴的坐标储存到#5061—#5064[7]中。
2.3 宏程序编写
(1)宏程序变量使用
根据程序需要,主要使用了以下各种变量,见表1。
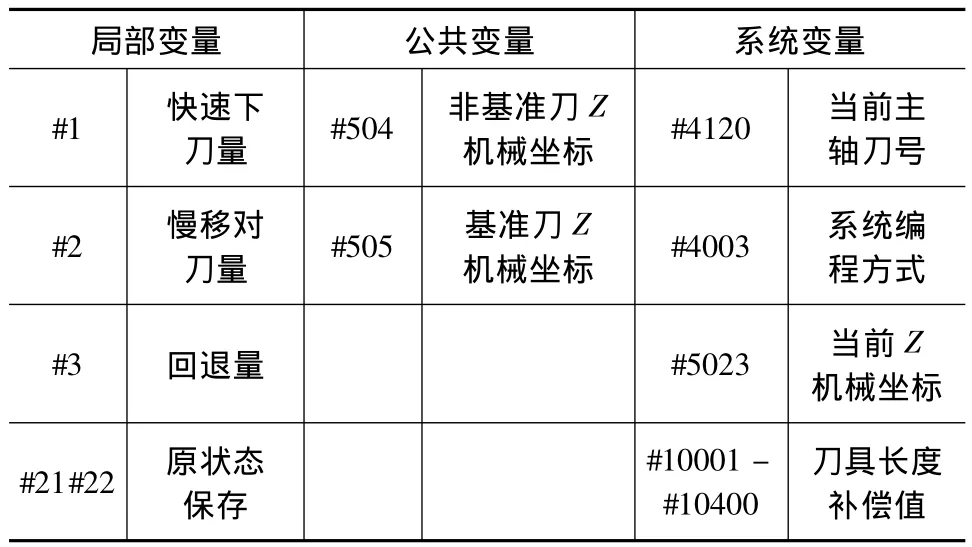
表1 对刀宏程序中变量的用途
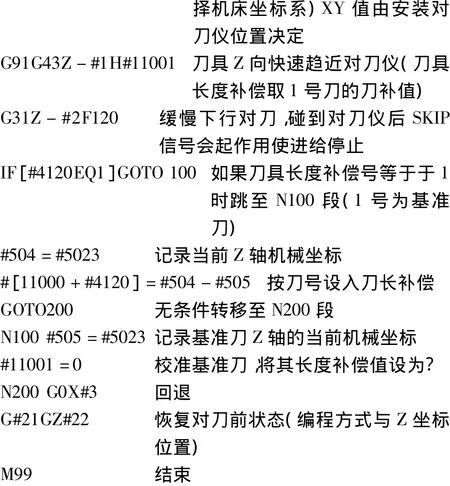
(2)对刀宏程序
宏程序主体如下(限于篇幅,省略粗碰程序设计及安全防护等部分):

3 简易光电对刀仪的性能测试
本对刀仪最大的特点是性价比高,本对刀仪在雕铣机及加工中心上进行了Z向对刀应用测试,其对刀的快捷性、使用的便利性明显强于光学对刀仪,虽然其对刀精度参数与光学对刀仪相比较低,但完全足够满足一般数控加工要求,其主要性能状况如下表2所列。

表2 简易加工中心对刀仪性能状况
4 结束语
使用本文所设计的加工中心Z轴对刀仪,相对于传统对刀方法节省了大量工作时间,减轻了工人的劳动强度,用高精度的光电开关作为对刀仪传感器,对刀精度较高,在对刀仪中采取了过行程保护开和增加吹气装置等局部改进,提高了对刀仪的安全性和可靠性,对刀仪成本较低,本设计产品有较为广阔的应用前景。
[1]刘力双,孙双花.电子摄像式对刀仪的研究[J].先进检测技术与装置,2007(11):12-15.
[2]黄诗梅,产文良.基于宏程序的电子对刀仪在加工中心的应用[J].机床与液压,2011(10):39-40.
[3]朱宏伟.基于FANUC用户宏程序的刀长测量程序设计[J].机床与液压,2012(2):40-41.
[4]BEIJING-FANUC机电有限公司.FANUC 0i-C系统功能说明书(软件)[Z]2004.
[5]王庆有.光电传感器应用[M].北京:机械工业出版社,2007.
[6]BEIJING-FANUC机电有限公司.FANUC-0I-M连接说明书(硬件)[Z]2004.
[7]BEIJING-FANUC机电有限公司.FANUC 0i-C系统参数说明书[Z]2004.