生物质精炼技术和生物质能源创新
2012-09-10赵小玲
赵小玲
(西安科技大学,陕西西安,710054)
生物质精炼是目前全球比较热门的一个话题,这主要源于世界经济的低迷和能源供给面临可持续发展的挑战。另外由于全球生态环境不断恶化,要求人们必须认真思考如何减少对化石能源的依赖和增加绿色能源使用[1]。目前在我国能源架构中煤炭、石油和天燃气占据了极其重要的地位。其中煤炭占的比例高达70%,而石油和天燃气比例约为22%,同时我国有1/2的石油消耗依靠进口供应,如此高的对外依存度是我国经济发展的风险[2]。另外我国开始注重环保,这两者要求我国经济的发展必须节能降耗和增加清洁能源使用。而生物质能源最大的特点就是具有可持续性和减少碳排放。因此关于发展生物质能源的重要性是鲜而易见的。
目前,生物质能源在我国的开发和利用基本上有两种,一是通过生物质燃烧获得热、蒸汽和电力;二是通过对生物质进行低温发酵产生沼气[3]。当前,在生物质能源发展方面的创新和生物质精炼技术上,全球生物质精炼技术的引领者——美卓公司已经拥有了很多生物质能源利用的创新技术和应用案例[4]。
美卓公司的生物质精炼技术不仅包括制浆造纸领域的技术创新[4],而且在生物质能源的开发利用方面,其已经拥有了生物质热分解技术、生物质高温热裂解技术、生物质预水解技术以及木素萃取技术LignoBoost等。
生物质原料很广泛,包括生活垃圾、农作物废弃物、木材和废纸等。生物质精炼技术的应用目标是将这些生物质转化为材料和燃料,材料包括化学浆、溶解浆、机械浆、纸、纸板、纳米级纤维、新型纸种等,以及热、电和蒸汽。但新的生物质能源技术是通过联合热分解和高温热裂解技术将生物质转化为燃料,包括生物燃气、生物燃油等。
1 生物质热分解技术及应用
生物质热分解技术包括生物质直接气化和生物质间接气化以及生活垃圾气化技术三种。
1.1 生物质直接气化
生物质直接气化的工艺过程就是将木质生物质经过预处理,干燥,然后在循环式汽化炉中热分解生产出生物质燃气,然后将生物质燃气进行直接燃烧。
具体的应用:在化学浆厂,采用生物质热分解技术将木质生物质如树枝、树皮等进行气化,生物质燃气直接送到碱回收系统的石灰窑进行燃烧,这样可以替代燃油或天然气从而使浆厂节约原料成本和减少碳排放。另外的应用就是将木质生物质气化后产生的生物质燃气送入锅炉进行燃烧,这样可以替代煤。采用该技术客户的收益就是高能效和降低污染物排放。
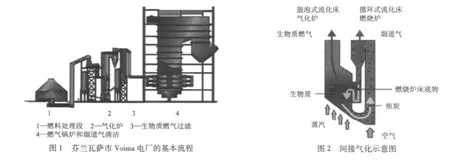
生物质直接气化进行燃烧来代替燃煤的案例如图1所示。
在位于芬兰瓦萨市的Voima电厂,美卓公司供货了一条生物质气化生产线,生物质气化炉的装机容量是140 MW。将生物质热分解出的生物质燃气供给电力锅炉,250 MW燃煤锅炉,可以替代40%的燃煤。相应地,CO2的年排放量也将减少23万t,相当于7万辆小汽车的年排放量。
1.2 生物质间接气化
生物质间接气化的工艺过程就是将森林残留物和木质生物质进行干燥,预处理,然后送入鼓泡式流化床气化炉,这个过程和循环式流化床燃烧炉结合,循环式燃烧炉对生物质热分解后的残留物燃烧产生热、蒸汽,蒸汽用于热分解等,循环式流化床燃烧炉的床底物质在气化器中循环对生物质进行热分解。生物质燃气在甲烷化工厂经过脱焦、脱硫和除CO2等精加工,最后生产生物质甲烷气。间接气化示意图见图2。
生物质甲烷气可以用作汽车燃气等。生物质甲烷气由可再生原料制成,因此有助于降低温室气体排放。
美卓公司的供货案例中的一个是位于瑞典Gothenburg的GoBiGas项目。该项目每年用生物质生产20 MW的生物质甲烷气。GoBiGas项目的目的是将树枝及树冠等林区的剩余物经过热分解来生产生物质甲烷气。生物质原料在气化工厂被转化为可燃气体。在甲烷化工厂中,生物质燃气再经过净化及精加工,最后被加工成生物质甲烷气。这种气体的质量与天然气相当。因此在完全停止使用天然气前的过渡阶段,可将两种气体混合,输到供气网络。项目的目标是将65%的生物质转化为生物质燃气,总体效率达到90%。
1.3 城市垃圾气化
城市垃圾气化技术的工艺流程包括城市垃圾进行分类、预处理、在生物质气化炉中热分解,然后将生产的生物质燃气经过冷却过滤,最后送入锅炉燃烧。
芬兰拉赫提Energia电厂是全球首座用城市垃圾进行热电生产的工厂。城市固体垃圾及其他能源废料通过工业及民用回收系统被回收并转化成生物质燃气。这种燃气经过净化工艺,最终变成绿色清洁气体。该燃气被转送入电力锅炉中燃烧并产生高温,从而生成高温高压蒸汽。这种蒸汽被用于发电及地区供热。它区别于城市固体垃圾直接燃烧的优点包括:
(1)高效:160 MW燃料转化为50 MW电+90 MW城市供热;新蒸汽12 MPa,540℃;高效使用垃圾,CO2排放大大降低。
(2)适应低热值垃圾:拉赫提城市垃圾 (生活垃圾,工业废料,木材废弃物,木屑);低热值 (LHV)14~24 MJ/kg(干燥后);水分<30%,Cl<0.4%。
(3)适应性强:当地垃圾,种类繁多。
该项目气化工艺每小时可处理360 m3回收废料。如此折算下来,每年可处理25万t废料。
2 生物质热裂解的技术和应用
生物质油化的联合生产工艺是:首先将木质生物质进行干燥、预处理,然后进行热裂解,这个过程是无氧进行的,热裂解的热量主要来自流化床锅炉的炉砂。生物质热裂解后的焦炭循环进入锅炉进行燃烧,产生的热转化为蒸汽,再进一步用来发电。生物质油经过进一步处理后可用于多种用途。热裂解示意图见图3。
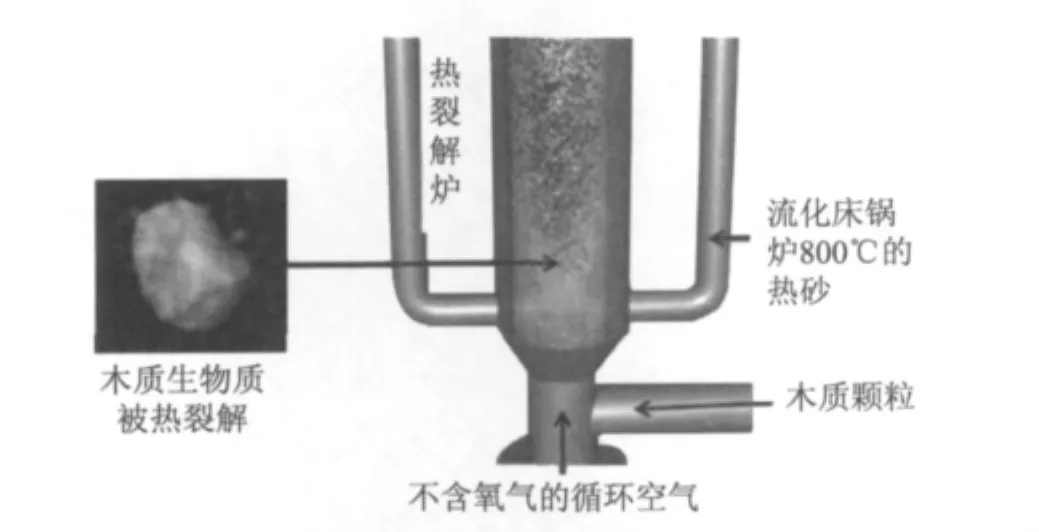
图3 热裂解示意图
联合热裂解工艺对木质生物质材料的要求比较严格。材料必须非常干燥,且粒径必须小于5 mm。在数秒钟之内,这种固体生物质材料在反应器 (热裂解炉)中被加热到约500℃。在该温度下,生物质木料被裂解为气体。气体冷却后变为生物油。裂解过程中未冷凝的气体和焦煤送入锅炉作为燃料。
联合热裂解工艺的特点是:①生物油联合生产工艺具备许多优势,最明显的当属其一流的能效。干燥工艺是生物油生产过程中能耗较高的一个工段。在此段工艺中,可利用热电厂的剩余能量。②快速联合热裂解工艺是一种可降低CO2排放的经济可行的生物质燃料生产方案。联合热裂解工艺的生产特点是与鼓泡流化床锅炉连接。锅炉中的热量被用作热源。
3 对木素的新利用LignoBoost技术
一般而言,木材中木素的含量为15% ~25%。浆厂中木素的常规处理就是将含木素的黑液送入碱回收锅炉进行燃烧,获取热、蒸汽和电力。但是,碱回收锅炉一般又是浆厂提产时候的最大瓶颈。一般来说,通过锅炉改造来增加产能的成本比较大。但是黑液中木素沉淀后再经过造粒可以直接作为燃料,此外,人们还在不断地研究开发木素的新应用,所以,木素的应用前景广阔。目前,木素颗粒的新应用包括:①直接作为燃料,比如用在石灰窑的煅烧过程;②进一步加工为生物质甲烷气和生物质燃油;③木素颗粒深加工为苯、碳纤维、活性炭、胶黏剂等。
由于新型交通工具要求有更低的能耗和更轻的质量,而碳纤维可用于此目的,因此木素在这一行业的应用前景也非常广阔。活性炭是另一个可用木素作为原料生产的潜在产品。对重金属排放等的严格要求,增加了对活性炭的需求。塑料行业是另一个巨大的市场。木素可用作该行业的基础材料。苯酚或苯酚混合物即是一例。2006年,全球苯酚产量为800万t。目前,苯酚以化石材料制成。
黑液中木素萃取的简单工艺过程就是对黑液中的木素进行沉淀,然后脱水,调态最后进行造粒。这个工艺过程采用的技术就是美卓公司开发的LignoBoost技术。
4 小结
生物质精炼技术将制浆造纸以及电力产业的价值链进行延展,同时将降低制浆造纸过程的成本。另外,生物质精炼技术将会对生物质的利用提供创新,比如生产生物质燃料、纳米级纤维、以及新型纸种等。所有对生物质的精炼,都将进一步带给制浆造纸产业发展的新动力。生物质能源技术的创新将深化人类对生物质能源的充分利用和环保利用,当然最主要是使整个产业和社会的清洁发展和可持续发展。
[1]曹邦威.关于生物质利用的最新进展[J].中国造纸,2011,30(7):57.
[2]林智钦.我国新能源领域中的竞争问题分析[C].2012’新能源发展论坛.北京,2012.
[3]毛长斌,倪永浩.生物质提炼的研究进展及在造纸工业上的应用[J].中国造纸,2008,27(7):63.
[4]Jussi Mäntyniemi.美卓生物质能源创新[S].2012. CPP
