真空吸水箱面板结垢成因分析及对策研究
2012-09-11高先强王志杰
王 建 高先强 王志杰
(1.陕西科技大学轻工与能源学院,陕西西安,710021;
2.陕西科技大学教育部轻化工助剂化学与技术重点实验室,陕西西安,710021)
造纸湿部中常常通过加入各种化学品来提高纸机的生产效率、改善纸机的运转性能和满足纸张的各种质量要求[1]。然而在目前的纸张生产中,要求白水封闭循环,在这样的情况下,当化学助剂加入的种类、方式、用量等不能够很好地协调时,容易带来湿部系统的紊乱,从而干扰正常生产[2]。浙江某厂在采用松香施胶的特种纸生产中,化学品加入的种类多,由于没有科学地调控好各组分的作用,出现真空吸水箱面板结垢的现象。尤其是在压榨下毛毯真空吸水箱面板结垢最为严重,使压榨毛毯使用寿命仅为1个星期左右,大大增加了生产成本。即使用清水替换白水重新进行生产,在纸机运行3 h后,仍然出现面板结垢物。本实验对该厂真空吸水箱面板结垢物以及生产湿部化学状态进行了分析测试,以期探讨结垢原因,从而提出解决方案。
1 浆料及化学品使用
(1)浆料:本色针叶木浆及阔叶木浆混合浆,打浆度38°SR。纸机车速180 m/min。配浆工艺流程如图1所示。
(2)化学品:配浆池加入用量为0.5%的 (对绝干纤维,下同)阳离子淀粉,混合均匀后加入用量为0.2%的湿强剂;高浓高位箱加入用量为1.5%的矾土;低浓高位箱加入用量为0.7%阳离子松香胶;压力筛进口加入用量为0.02%阳离子聚丙烯酰胺(CPAM),压力筛出口加入用量为0.4%(液体,对绝干纤维)硅溶胶;流浆箱前加入用量为0.25%(液体,对绝干纤维)剥离剂。
2 结果与讨论
2.1 结垢物成分分析
利用能谱仪对结垢物进行分析测试,结果见图2。
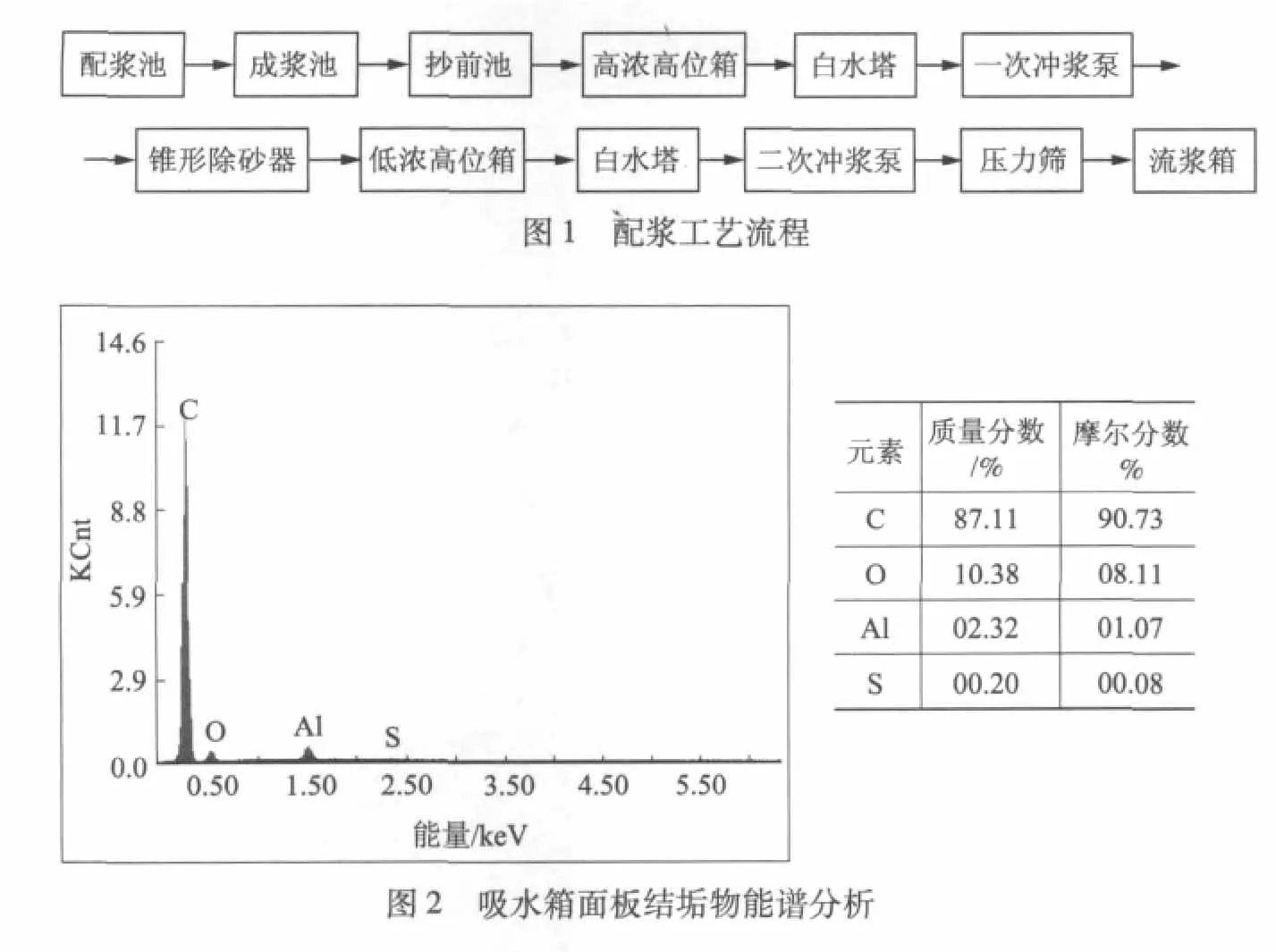
从图2元素分析来看,结垢物主要为C元素、O元素、Al元素及S元素。虽然能谱分析仅反映测试扫描点处的元素含量,其测试结果不能精确反映结垢物中各元素的准确含量,但由于待测样品是将结垢物粉碎后进行均匀混合,且测试扫描点是随机选择的,因此,扫描点的元素含量测试值能够大体反映结垢物中的各元素含量。从元素含量测试数据来看,结垢物中主要是C元素、O元素,因此,可以认定,结垢物中的主要成分为有机物。将结垢物利用乙醇进行溶解发现,结垢物能够全部溶于乙醇,可以排除结垢物为纤维、湿强剂及淀粉的可能性。结合整个生产过程中化学品的使用,可以推测结垢物主要来源于松香。由于元素含量测试结果表明,结垢物中含有一定量的Al元素,因此,研究认为,结垢物的主要成分是结合了铝离子的松香。
根据分析结果,可以认为,虽然在湿部系统中,松香与铝离子进行了有效结合,但部分松香-铝离子的复合体与纤维固着较差,从而导致在生产过程中,松香-铝离子复合体从湿纸幅中迁移出来。研究尚不能有效解释为什么结垢物主要出现在压榨下毛毯真空吸水箱面板表面,但根据现象推测,可能是由于压榨时,湿纸幅纤维与纤维间存在一定的挤压,在这种挤压力的作用下,与纤维固着较差的松香-铝离子复合体从纤维上脱离,随着压榨出的白水流失,从而使压榨下毛毯真空吸水箱面板表面出现结垢。因此,若要解决面板结垢问题,必须调整浆料体系的湿部化学状态[3]。
2.2 湿部状态参数分析
实验对该厂提供的浆料及白水进行测试分析,结果见表1。
从表1可知,整个生产过程中浆料体系的Zeta电位均处于负值,说明带正电物质的添加没有超过造纸湿部的电荷要求。但必须注意到,当浆料体系从序号3到序号4时,系统的离子需求从原来的需求阳离子变为了需求阴离子。此时,出现了一个矛盾,即浆料纤维表面需求带正电的物质以补偿负电,但浆料中的水溶液却需要带负电的物质中和阳离子。由于序号3的取浆位于高浓高位箱的出浆口,而序号4的取浆位于低浓高位箱的进浆口,所以从序号3到序号4的流程中,没有加入任何的化学品,仅加入了稀释白水。因此,这一矛盾只能是用于稀释的白水所导致的。从表1中序号6(网下白水)的测试结果来看,网下白水已经呈现对阴离子物质的需求。因此,当大量的白水加入浆料体系进行稀释后,使得浆料体系的离子需求从需求阳离子变为了需求阴离子。
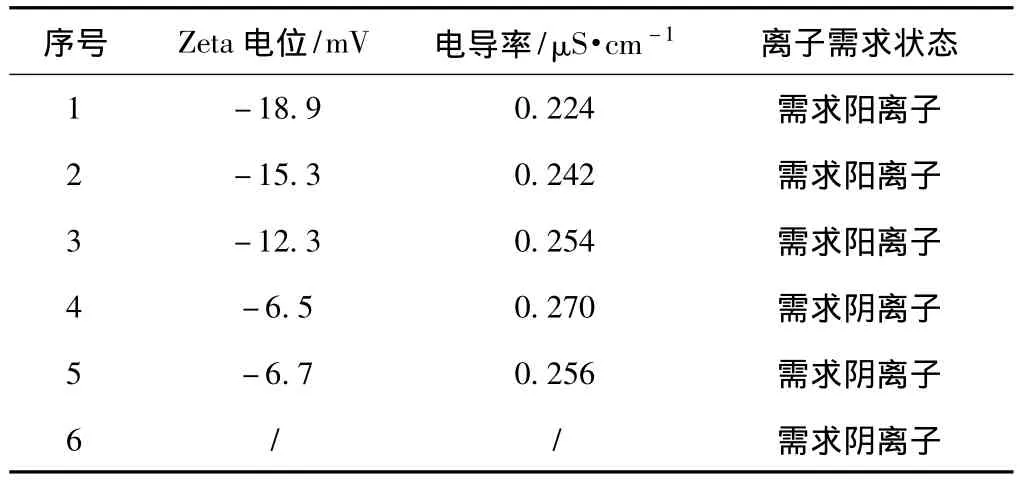
表1 浆料及白水状态检测表
由表1结果来看,在序号4(低浓高位箱)中,浆料体系的水溶液呈现对阴离子的需求,说明了水溶液中已经存在过量的阳离子物质,但浆料表面负的Zeta电位却说明了这些阳离子物质不能在纤维表面进行吸附。使用白水对浆料进行稀释后,浆料的pH值约为4.5。根据已有的研究结果[4],铝离子在pH值4.5时,主要体现为+3价,在纤维上的吸附量较小,其在纤维上的吸附量随pH值的升高而增加,最大吸附量出现在即将出现Al(OH)3时。因此,可以认为,浆料体系水溶液中存在了一定量的铝离子,从而导致了浆料体系水溶液需求阴离子。因此,当生产过程在此处加入阳离子松香胶后,部分松香胶可能与水溶液中的铝离子产生结合,但却不能良好地固着于纤维表面,从而导致了真空吸水箱面板结垢。
2.3 对策探讨及运行结果
根据测试结果分析认为,为了解决吸水箱面板结垢问题,必须解决原生产工艺中湿部化学状态之间的矛盾,即浆料纤维表面需求带正电的物质以补偿负电,但浆料中的水溶液却需要带负电的物质中和阳离子这一问题。为此,提出了两套湿部系统优化工艺供该厂进行选择。
优化工艺一:阳离子松香的加入点前置,避免白水对湿部状态的影响,从而保证松香在纤维上的良好固着[5]。具体工艺为:继续采用阳离子松香胶进行施胶,保持原工艺化学品添加量不变。将阳离子淀粉、矾土加入点全部调整至配浆池,其加入顺序为阳离子淀粉、矾土;高浓高位箱处添加阳离子松香胶;低浓高位箱处添加湿强剂;其他化学品保持不变。
优化工艺二:使用阴离子松香胶,避免湿部体系水系统的过渡阳离子化[6]。具体工艺为:采用阴离子松香胶进行施胶,保持原工艺化学品添加量不变。在配浆池按照顺序加入阳离子淀粉、湿强剂,阴离子松香胶;其他化学品添加保持不变。
该厂采用优化工艺二重新组织生产,生产运行3天未发现吸水箱面板结垢,因此,确定选择优化工艺二为生产工艺。
3 结语
造纸湿部化学是一个复杂的系统,当化学助剂加入的种类、方式、用量等不能很好地控制时,就会带来一系列问题,影响正常生产。如本文出现的真空吸水箱面板结垢,针对出现的问题进行分析,采取相应的措施,改变工艺,通过生产运行证实理论分析及采取的措施很好地解决了生产上出现的问题。
[1]刘温霞,邱化玉.造纸湿部化学[M].北京:化学工业出版社,2006.
[2]李建文.造纸湿部化学助剂的协同作用[J].造纸化学品,2006(2):67.
[3]陈蕴智,龙 柱,谢来苏.影响松香胶中性施胶效果的因素[J].中国造纸,2001,20(2):20.
[4]胡惠仁.造纸化学品[M].北京:化学工业出版社,2008.
[5]杜海涛,林 海.纸机湿部化学加入点的实践体会[J].中国造纸,2000,19(2):13.
[6]龙 柱,陈蕴智,刘全校,等.阴离子松香胶和铝留着的影响因素[J].中国造纸学报,2001,16(1):65. CPP
