L O G O!在干燥器控制系统中的应用
2012-09-08戚彩虹郝永泽
戚彩虹,郝永泽
(唐山三友集团有限公司,河北 唐山 0 6 3 3 0 5)
L O G O!在干燥器控制系统中的应用
戚彩虹,郝永泽
(唐山三友集团有限公司,河北 唐山 0 6 3 3 0 5)
介绍无热再生吸附式干燥器的工作流程和以西门子L O G O!为主控单元的控制系统。利用L O G O!模块的输出信号控制干燥器的4个电磁阀的切换。
L O G O!;干燥器;自动控制;再生
压缩空气干燥器,是为化工、轻工、石油、纺织等行业的气动控制、气动仪表、气动元件以及工业用气提供干燥压缩空气气源的重要工艺设备,其工作的可靠性直接影响着生产控制系统的平稳运行。我公司使用的无热再生干燥器由于运行时间较长,部分元件老化,致使控制系统失效,亟待改造。干燥器工作流程具有周期循环的特性,通过实际论证探讨,我们开发了基于西门子L O G O!的干燥器自动控制系统。
1 工艺流程
无热式再生干燥器,具有双塔四阀结构,两塔进气阀为气关阀,再生阀为气开阀,工作流程结构如图1所示。无需外部热源,利用自热再生的方法对压缩空气进行吸附干燥;采用双塔结构,一塔在一定压力下吸附压缩空气中的水分,另一塔用稍高于大气压的一小部分干燥空气使吸附塔中的干燥剂再生,经过一定时间,两塔切换,这样就保证了干燥压缩空气的连续供应。
1.1 干燥器工作周期
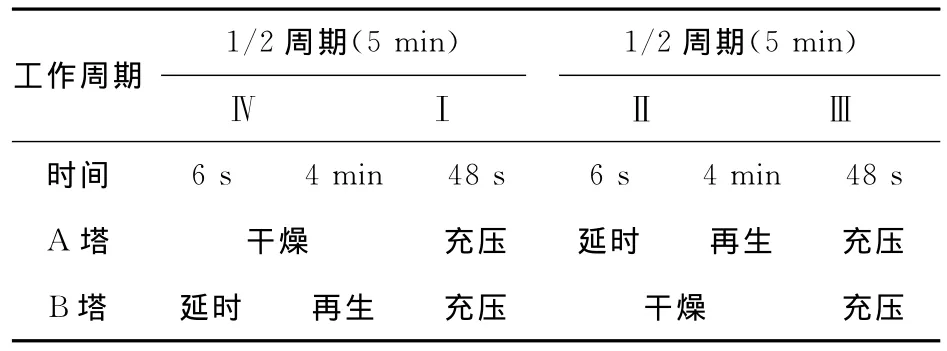
表1 无热再生干燥器工作周期
1.2 上半周期:A塔吸附,B塔再生
开机后,A塔做吸附运行,B塔则做再生运行。在预先设定的时序控制下,B塔进气阀I B关闭,再生阀R B打开。压缩空气通过进气阀I A进入吸附塔A,在向上的流动时,混合组分中的水蒸汽被有吸附活性的吸附剂所吸附,失去水分的干燥压缩空气在本身压力作用下,推开设置在顶端的止回阀C A,其中有一部分空气通过排气出口进入用气管网,另一部分空气作为再生气在到达出口前从气流中分出,经R V的流量控制,减压到接近大气压,然后自上而下流入吸附塔B。
A塔流出的干燥空气吸附B塔内上半个周期吸附下来的水分在低水分压下得以解吸,解吸出来的水蒸汽以再生气为载体,通过B塔底部的再生阀R B和消声器MF排空,B塔内的吸附剂由于脱水而获得再生。B塔再生过程持续4m i n后,再生阀R B关闭,吸附塔B开始升压直到两塔压力平衡。升压需要4 8s,以保证两塔压力平衡,否则可能引起出口处压力波动,完成后进气阀I B打开。干燥器进入下半个工作周期。
1.3 下半周期:B塔吸附,A塔再生
B塔进气阀I B打开6s后,A塔进气阀I A关闭;再6s后,A塔再生阀R A打开。现在吸附塔B进入吸附阶段,吸附塔A进入再生状态,A塔再生4 m i n后,再生阀R A关闭,进入4 8s升压过程,升压平衡后A塔进气阀I A打开,这样就完成了一次切换动作。吸附塔B工作半个周期后重新回到再生状态,完成一个循环周期。一个周期里,每个吸附塔都经过了三个阶段:吸附—再生—充压。进气阀和再生阀的动作程序由程序控制器(L O G O)进行控制。
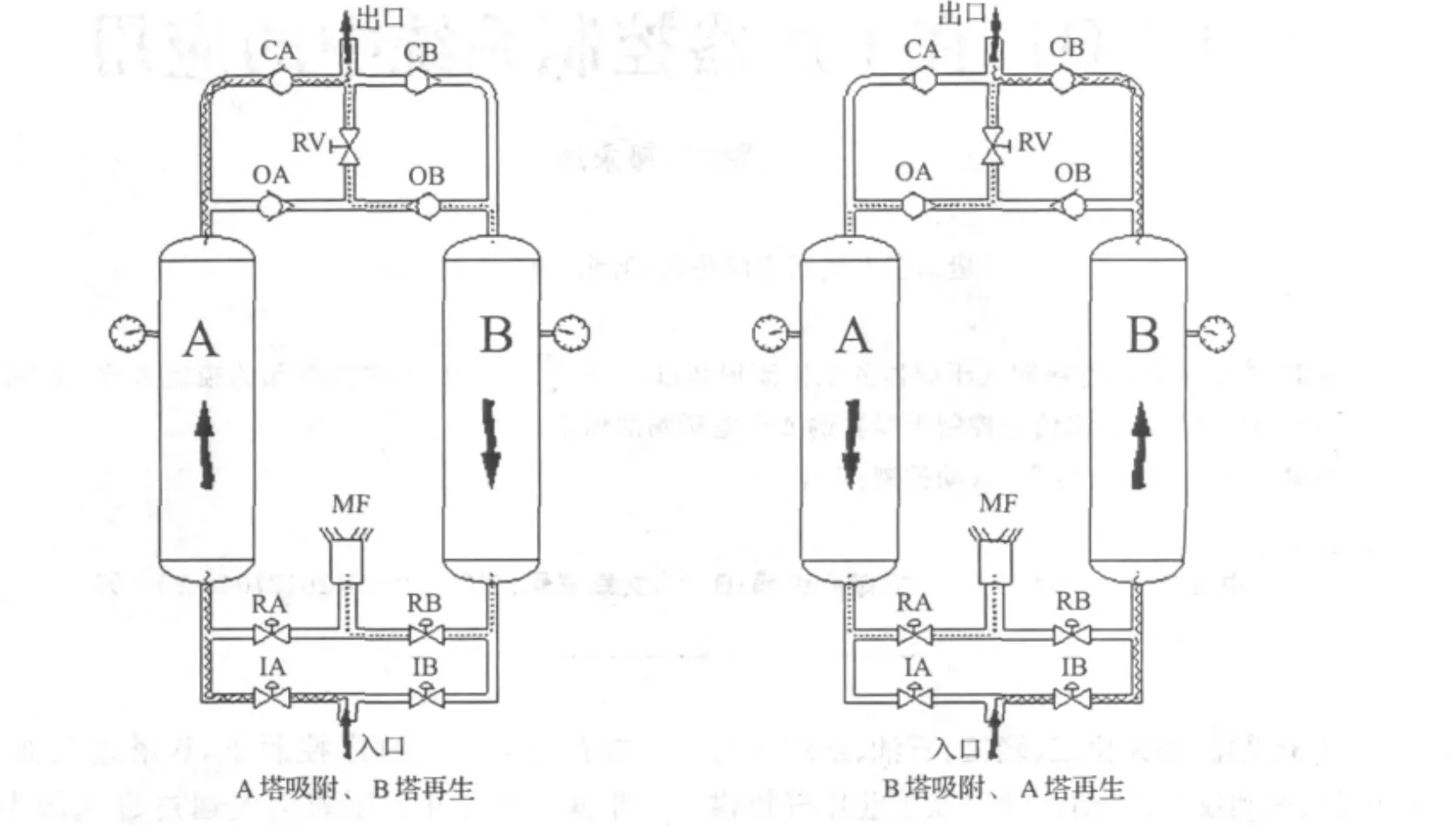
图1 无热再生干燥器的工艺流程
2 系统构成
干燥器自动控制系统由2 4 V D C开关电源、L O G O主模块以及电磁阀等元件组成。系统结构如图2所示。
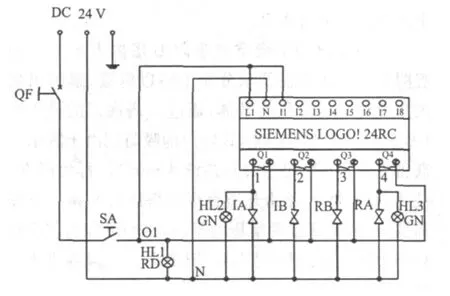
图标释义:1.Q F——断路器2.S A——开关3.HL 1——电源指示灯;HL 2——A塔吸附灯HL 3——A塔再生灯4.I A——A塔进气阀;I B——B塔进气阀RA——A塔再生阀;R B——B塔再生阀
2.1 开关电源
西门子2 4 V D C开关电源,通过A C/D C转换器将2 2 0V交流电转换为2 4 V D C直流电,为L O GO!主模块及电磁阀提供驱动能源,具有高效、稳定、可靠的特点。
2.2 L O GO!模块
本系统具有1个输入点和4个输出点,根据工作环境和输入输出点的要求,我们选用L O G O!2 4 R C模块为主控单元,控制电磁阀通断的切换。L O G O!是西门子公司生产的一种微型P L C产品,是具有输入输出功能的可编程逻辑控制模块,采用大规模集成电路,使用软件编程控制,减少了电气元件,可靠性高,具有体积小、抗振、价格低廉、便于安装等优点。
2.3 电磁阀
电磁阀是自动化仪表的执行机构,它用电磁铁推动阀门的开启与关闭,属于两位式控制,多用于接通、切断或转换气路、液路等。此系统中,电磁阀用于控制气动调节阀的打开与关闭。
3 控制方案
L O GO!2 4 R C微型控制器有两种编程方法,一是利用编程软件L O GO!S O F T V 6.0进行计算机编程,二是通过显示面板直接在本机上编程。软件编程具有较强的优越性,可以实现程序的总体浏览、程序的输入输出注释、程序的上载和下载、程序的调试和修改等;可以无外设进行程序的全部或分解仿真运行,以检验程序是否符合设计要求。本项目中我们采用L O G O!S O F T V 6.0进行程序设计,程序仿真运行准确后,通过数据线直接下载到控制模块。
3.1 控制点分配
项目中的数字量I/O分配如表2所示。
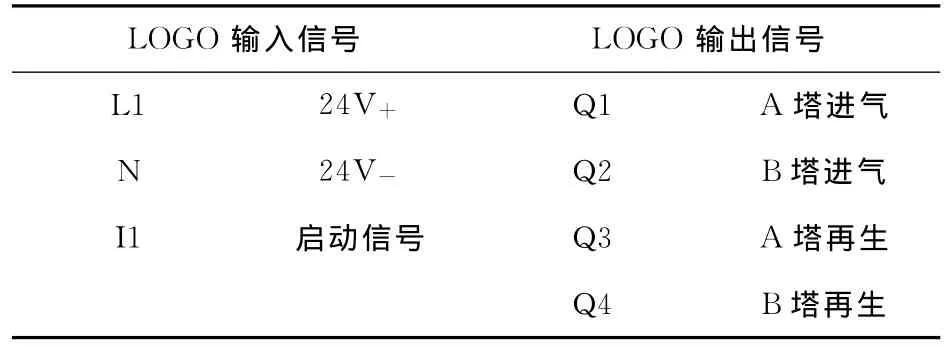
表2 控制系统I/O分配表
3.2 程序设计
根据输入输出端子的定义和控制系统的流程,我们使用L O GO!S O F T V 6.0在微机上对干燥器自动控制系统进行设计,以满足生产的工艺需求。程序设计如图3所示。
通过图3可以清晰了解L O GO!系统对工艺的控制流程。I 1为自动控制启动信号,输出点Q 1、Q 2、Q 3、Q 4分别为A塔进气、B塔进气、A塔再生、B塔再生控制信号。
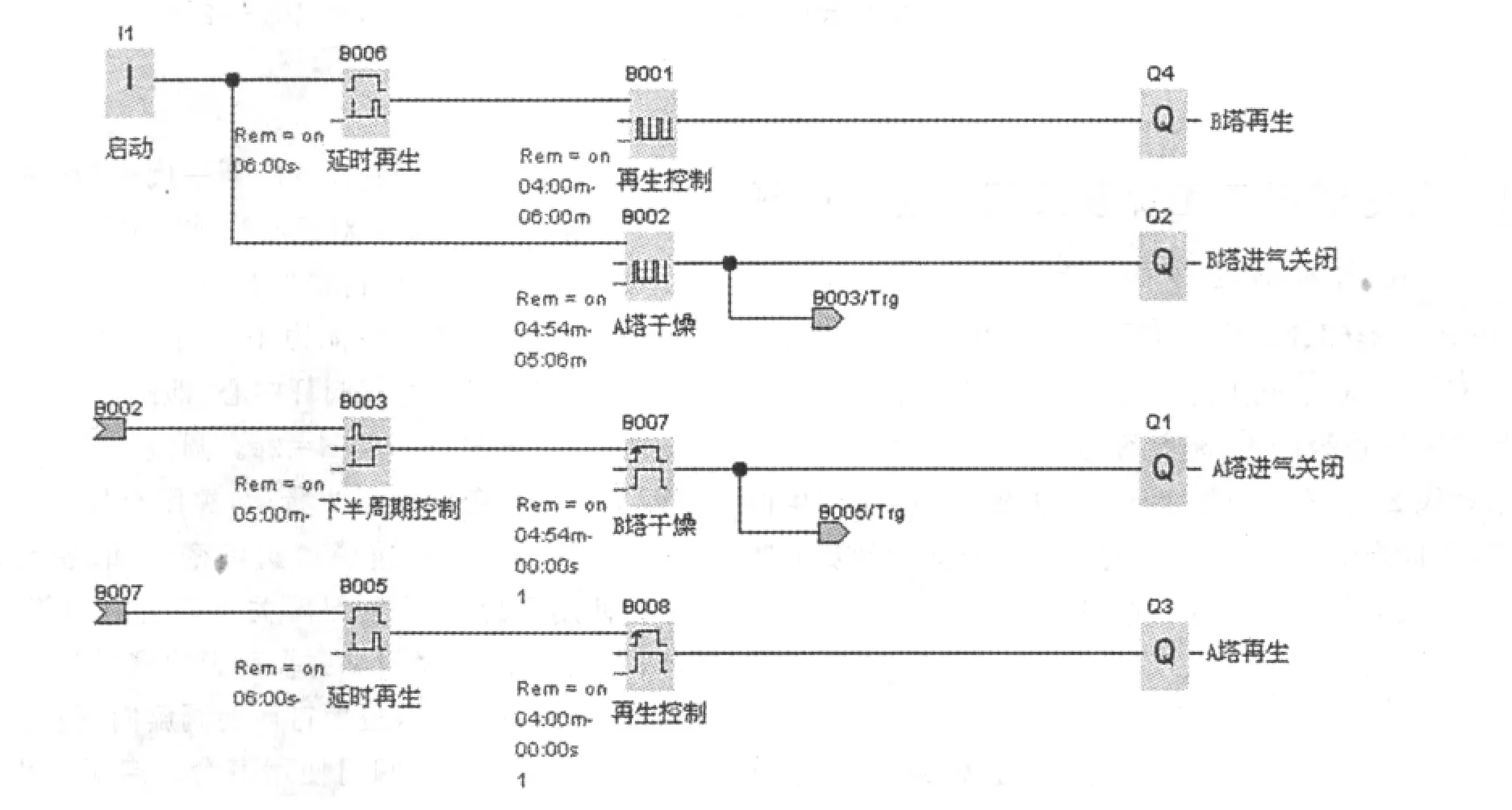
图3 干燥器自动控制系统程序图
当启动信号I 1有效时,开启上半周期系统控制,A塔干燥,B塔再生。启动信号同时触发延时接通触发器B 0 0 6及异步脉冲触发器B 0 0 2,B 0 0 6延时6s后,触发异步脉冲触发器B 0 0 1控制B塔再生4m i n;B 0 0 2按时间运行,控制A塔干燥(B塔进气阀关闭)4m i n 6s。此后两塔同时冲压4 8s,上半周期运行结束。
A塔干燥开始信号,使能B 0 0 3模块延时5m i n开启下半周期运行。下半周期B塔干燥4m i n 6s;B塔干燥开始信号,使能A塔再生延时6s开启,再生持续4m i n。此后A、B两塔同时冲压4 8s,下半周期运行结束。系统运行如此循环。当启动按钮断开时,输入信号I 1无效,系统停止运行。
4 结 语
此控制系统由一台L O GO!控制无热再生干燥器的四阀通断,系统简单。实践证明L O GO!可编程控制器在小型系统控制上具有简单快捷、控制可靠的特性。自投用以来,控制系统未发生故障,值得推广应用。
[1] 王拥军.L O G O!可编程逻辑继电器在P TA装置上的应用[J].聚酯工业,2 0 0 7(6)
T M 5 7 1
B
1 0 0 5-8 3 7 0(2 0 1 2)0 4-3 9-0 3
2 0 1 2-0 4-0 9