板料颗粒介质软凹模成形颗粒运动规律研究
2012-09-08黄倩影骆俊廷范存杰张春祥
黄倩影 骆俊廷 范存杰 张春祥
燕山大学亚稳材料制备技术与科学国家重点实验室,秦皇岛,066004
0 引言
颗粒或粉末介质软模成形(granules or powder flexible die forming,GFDF)工艺是采用颗粒或介质粉末来替代成形模具的凸模(granules or powder flexible punch forming,GFPF)或者凹模(granules or powder flexible cavity forming,GFCF),从而使零件在较为复杂的应力应变状态下得以成形的工艺[1-3]。与传统的软模成形工艺相比,颗粒或粉末介质成形[2-4]解决了流体介质、黏性介质的密封难题,有利于环保;颗粒或粉末介质在成形过程中具有内压非均匀分布的特点,可以通过控制压力的分布使材料在最有利的受力条件下变形,提高材料的成形极限;颗粒或粉末介质可重复使用。目前,针对颗粒或粉末软凸模板材半模成形工艺的研究较多[4-6],而针对颗粒或粉末软凹模成形的研究较少。颗粒或粉末软凹模成形较软凸模成形具有如下优点:不需加工形状复杂的凹模型腔,降低了生产成本;无需每成形一次都重新加入颗粒或粉末介质,提高了劳动生产率,有利于自动化的实现。
笔者对颗粒或粉末介质软凹模成形进行了应力应变分析,推导出了变形时与颗粒或粉末接触的侧壁区域的应力和应变的计算公式,证明了颗粒或可压缩粉末软凹模成形工艺有利于改变侧壁区的应力和应变状态,避免成形制品破裂缺陷,提高板材的成形极限[7]。在上述研究的基础上,本文将颗粒运动的有限元模拟与物理模拟相结合,以探讨颗粒介质软凹模成形过程中颗粒运动的基本规律。
1 颗粒或粉末介质软凹模成形工艺
颗粒或粉末介质软凹模成形工艺可分为部分软凹模成形和全软凹模成形两种。图1所示为筒形件颗粒或粉末介质部分软凹模拉深成形原理图,其原理类似于板材的充液成形工艺[8-9]。该工艺可以提高板料的成形极限,有利于复杂形状零件的加工成形,能降低模具加工的成本,提高劳动生产效率,有利于自动化的实现。由于颗粒或粉末的存在,筒壁区和筒底区为传力区,应力应变状态与普通刚性模具拉深的应力应变状态具有本质的不同,不能再简单地将其认定为传力区。
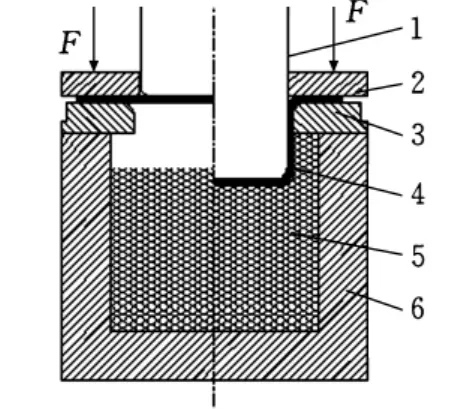
图1 筒形件颗粒或粉末介质部分软凹模成形拉深原理图
颗粒或粉末全软凹模成形原理如图2所示。该工艺利用顶板下面的顶出装置实现压边,通过控制顶出力来完成板料的拉深成形。相对来说模具简单、整个板料的下表面在成形过程中均与颗粒或粉末接触。与颗粒或粉末部分软凹模成形相比,成形件法兰部分的摩擦抗力要小一些,因为颗粒或粉末全软凹模成形时板料与颗粒是全接触状态,而且当拉深成形时,板料与颗粒之间部分处于滚动摩擦状态,滚动过程中由于有力矩的存在,在拉深过程中板料所受的摩擦抗力就会小一些,易于成形。相同原理,凹模圆角处的摩擦抗力也比颗粒或粉末部分软凹模成形要小。
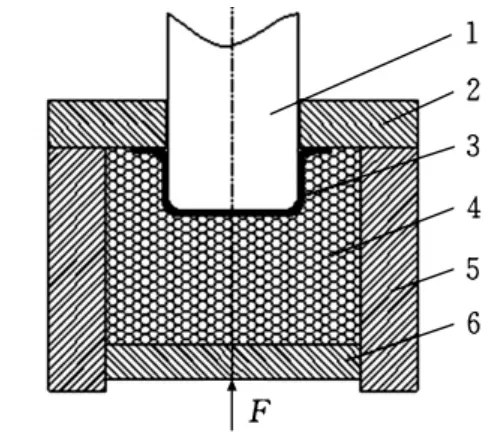
图2 筒形件颗粒或粉末介质全软凹模成形拉深原理图
2 颗粒或粉末介质软凹模拉深成形介质运动规律的数值模拟
2.1 模型的基本假设
颗粒或粉末软凹模筒形件拉深成形虽然属于近似轴对称问题,但是由于颗粒之间的不连续性,目前还很难将其简化为轴对称问题进行数值模拟。由于颗粒或粉末软凹模弯曲成形与颗粒或粉末软凹模筒形件拉深成形颗粒的运动规律相似,因此,可通过颗粒或粉末软凹模弯曲成形过程中颗粒运动的模拟结果来推测颗粒或粉末软凹模筒形件拉深成形过程中颗粒的运动规律。由于成形试验过程中所采用的颗粒介质直径为0.5~1mm,颗粒直径差别很小,均匀性较高,因此,在对颗粒软凹模弯曲成形进行有限元建模时作如下基本假设:①颗粒大小均匀,且在模腔中分布均匀,每一层规则排列;②颗粒只沿径向和轴向运动,沿板的宽度方向没有运动;③在前两条假设的基础上,将宽板弯曲成形简化为平面应变问题,用圆柱形滚柱替代颗粒进行建模计算。
利用Marc软件对颗粒部分软凹模弯曲成形过程进行有限元建模。当颗粒的数量较多时,颗粒介质的数量对于其运动趋势的影响较小,限于软件对个体数量的限制,同时为了减小计算工作量,将凸凹模的尺寸均限定在一个较小的范围内,成形软凹模颗粒介质直径为0.1mm,软凹模由28个均匀分布的小球组成,采用自动生成网格的划分功能,将每一颗粒划分为84个单元,有限元模型如图3所示。图4所示为模拟得到的颗粒运动结果,模拟过程中忽略了介质所受重力的作用。
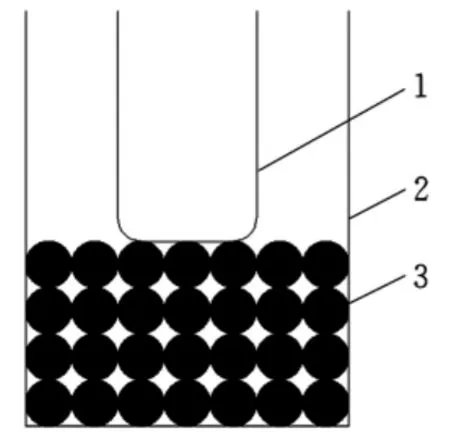
图3 有限元模型图
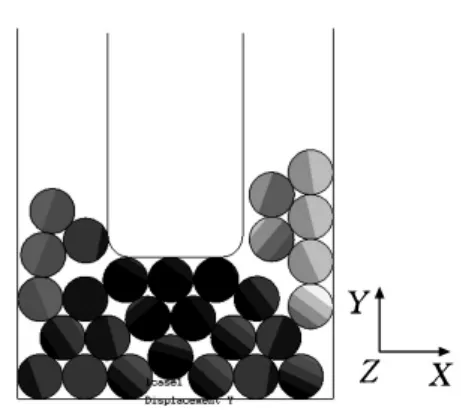
图4 颗粒介质运动结果
2.2 颗粒介质运动规律的模拟结果分析
通过分析颗粒介质(小钢球)在受压冲头下的X向(径向)和Y向(轴向)位移,根据颗粒运动的结果,大致把颗粒划分为中心区、侧壁区、换位区、底区、死区5个区。板料颗粒介质软凹模成形过程中颗粒运动分区示意如图5所示。
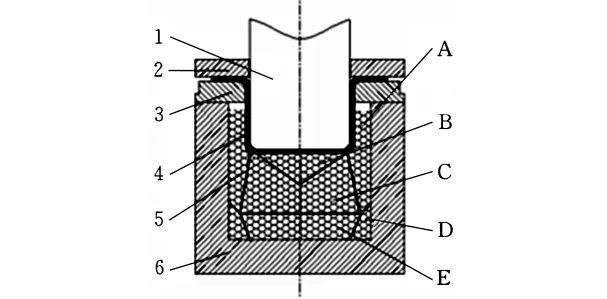
图5 颗粒介质运动二维分区示意图
图6所示为侧壁区颗粒介质位移曲线,从图中可以看出,侧壁区的刚性颗粒介质基本上只发生Y方向的正向位移,X方向几乎没有位移改变,说明在成形过程中侧壁区的颗粒介质总是沿着Y方向在运动。原因在于,侧壁区的颗粒在冲头向下运动的时候,会受到挤压而向两边运动,但侧壁区的颗粒紧挨着侧壁,没有横向位移空间而迫使颗粒向上运动,从而增大Y方向的位移。

图6 侧壁区颗粒介质位移曲线图
图7所示为中心区颗粒介质位移曲线,从图中可以看出:中心区颗粒介质随着加载步的增加,先是沿着X的负方向运动,然后又沿着X的正方向运动,可以说X方向的合位移几乎保持不变,即没有X方向的位移。对于中心区颗粒介质,随着加载步的增加,Y方向的位移逐渐减小,即颗粒介质逐渐被向下压缩,表明中心区的颗粒介质近乎随着冲头一起向下运动。
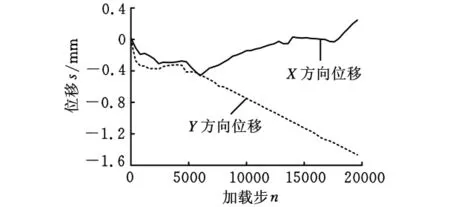
图7 中心区颗粒介质位移曲线图
图8所示为死区颗粒介质的位移曲线,从图中可以看出:死区角部颗粒介质只发生了很小量的X方向和Y方向的位移,且X方向位移为正值,Y方向位移是先增大,后随着加载步的增大而慢慢减小,直至最后趋于停止。原因在于,图8选取的是模具左边角底部的颗粒介质,该部位的颗粒介质与模具侧壁接触,X方向和Y方向都产生正向位移,但Y方向的位移很小,可忽略不计。
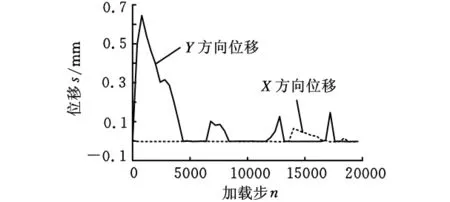
图8 死区颗粒介质的位移曲线
图9所示为换位区颗粒介质位移曲线,从图中可以看出:换位区颗粒介质在X、Y方向都产生了很大的位移,并且随着加载步的增加,X、Y方向的位移都增大,原因在于,换位区的颗粒介质在冲头的压力作用下,处于不稳定状态,会向两边运动,使得这个区域的颗粒介质有向侧壁区运动的趋势,当冲头的压力达到一定程度时,这个区域的颗粒介质就会向着侧壁区运动,形成换位。
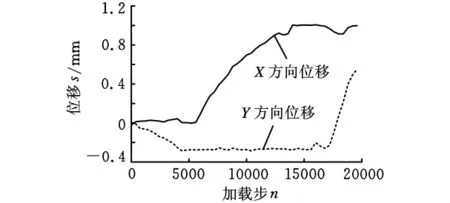
图9 换位区颗粒介质位移曲线图
图10所示为底区颗粒介质位移曲线,从图中可以看出:与模腔底面接触的颗粒介质Y方向的位移很小,几乎保持不变,而X方向上的位移却随着加载步的增大而增大,此部分的颗粒介质不会参与换位,原因在于,底部区域没有足够大的力使得这个部分的颗粒介质产生向上运动的趋势,但在冲头压力的作用下,会产生X方向的位移。换句话说,与模腔底面接触的颗粒介质只沿着模腔底部来回运动。

图10 底区颗粒介质位移曲线图
2.3 颗粒介质运动规律的物理模拟
为验证固体颗粒介质成形过程中颗粒的运动情况,对筒形件拉深成形过程中颗粒介质的运动情况进行物理模拟。由于中心区及与模腔底面接触区的颗粒介质在物理模拟过程中不便于观察,所以下面分别对死区、侧壁区、换位区进行颗粒介质运动的物理模拟。物理模拟在透明的烧杯容器中进行,压头为筒形件拉深试验过程中的钢质压头,以一定速度将压头压入固体颗粒介质中,同时观察各区域颗粒介质的运动规律。
图11所示为死区颗粒介质的运动轨迹模拟图片。在死区的部位选取一颗粒,并在颗粒上做跟踪标记,如图11a中箭头所示,随着冲头Y方向位移的增大,颗粒介质沿着烧杯壁不断上升,但通过跟踪的颗粒介质可以看出,在死区的部位,做标记的颗粒位置在整个物理模拟过程中,几乎保持不变,说明在固体颗粒介质成形中,处于死区的颗粒介质基本没有位移,但可能存在适当的上下跳动,这与有限元模拟得出的结论完全一致。
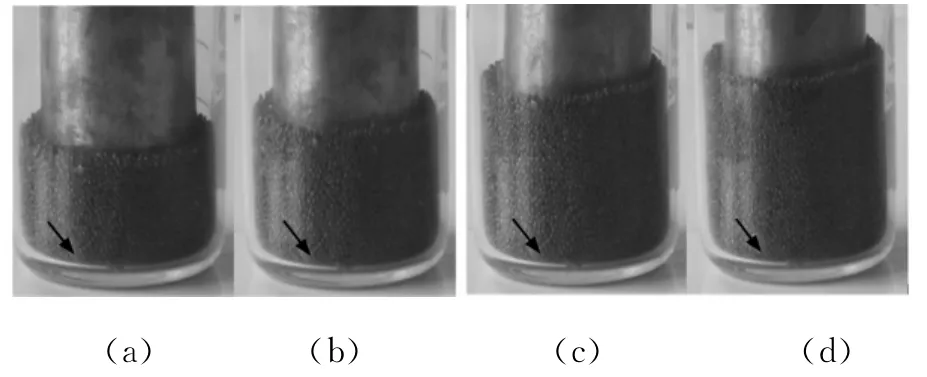
图11 死区颗粒介质运动轨迹模拟
图12所示为侧壁区颗粒介质的运动轨迹模拟,与死区颗粒介质的运动轨迹模拟原理相同,在侧壁区的颗粒介质(小钢球)中选取一个作一下标记,如图12a所示,随着冲头Y方向位移的增加,涂有颜色标记的颗粒介质开始向上运动,如图12b、图12c、图12d所示,当冲头的下压量达到一定程度时,涂有颜色标记的颗粒介质又开始慢慢地进入到颗粒介质内部,难以看到。原因在于,随着冲头下压量的增大,下端的颗粒会沿着侧壁向上运动,当Y方向位移增大到一定程度时,颗粒受到的挤压力变小,下端的颗粒会沿着侧壁向上填充,迫使上面的颗粒向中心运动,被标记的颗粒慢慢进入到侧壁区的中间部位,如图12e、图12f所示。这一点从图7模拟结果也可以看出,X方向位移在最后阶段略有增加,约为0.2mm,即1~2个颗粒介质的直径。模拟结果表明:侧壁区的刚性颗粒基本上只发生Y方向的正向位移,只有当Y方向位移达到一定程度时,X方向才会发生较小的位移。
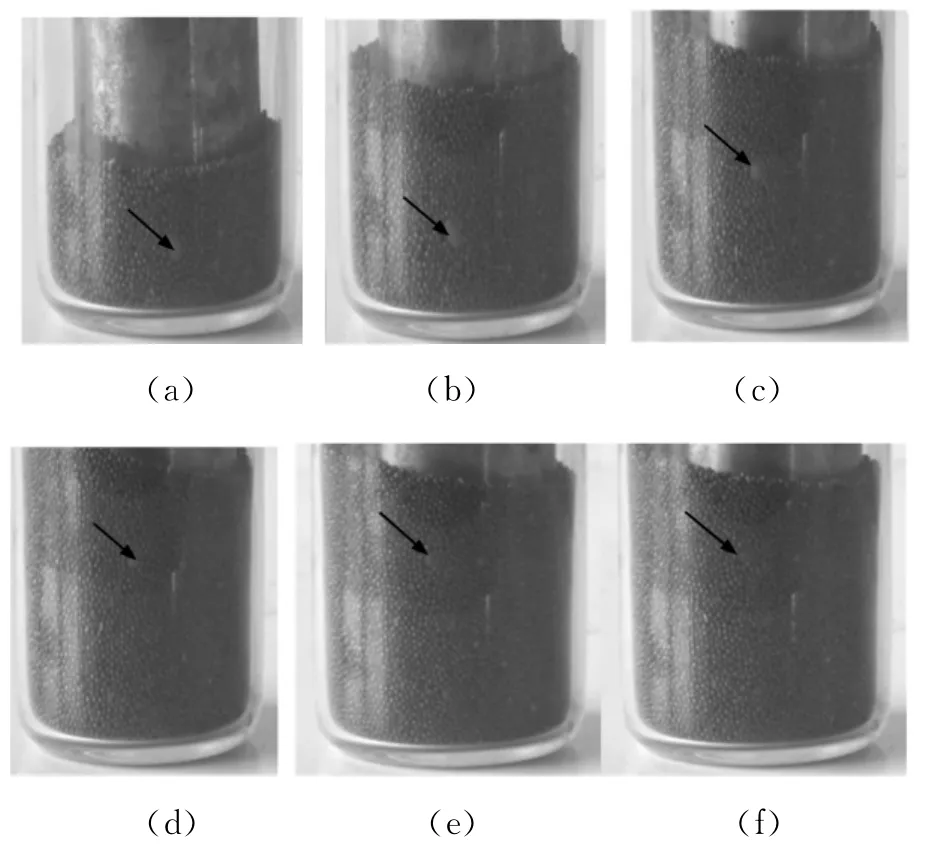
图12 侧壁区颗粒介质运动轨迹模拟
换位区颗粒介质的运动轨迹模拟如图13所示,图14所示为换位区所选取颗粒位置的局部放大图。图13a为初始状态,将一被涂有颜色标记的颗粒埋入换位区,当冲头开始下移时,颗粒开始向侧壁区运动,图13b为涂有颜色标记的颗粒运动到侧壁区的结果。初始状态时,表面看不到涂有颜色标记颗粒的存在,随着冲头的向下运动,涂有颜色标记的颗粒越来越清晰,如图13c、图13d所示。上述过程表明,最终出现的涂有颜色标记的颗粒是从颗粒内部置换出来的,证明存在着颗粒由换位区到侧壁区的换位运动。当颗粒到达侧壁区后,随着冲头的下移,颗粒又会慢慢地向上移动,如图13e、图13f所示。随后的运动规律与侧壁区相同,这与有限元模拟的结果也是一致的。
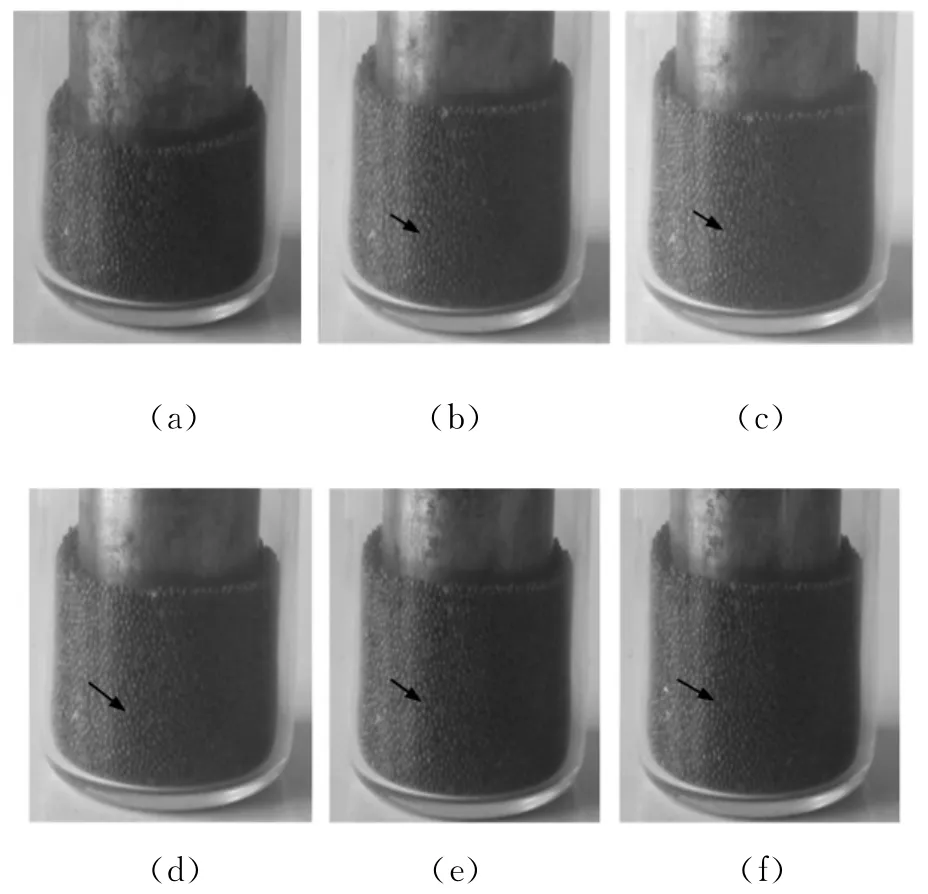
图13 换位区颗粒介质运动轨迹模拟(中心区换到侧壁区)
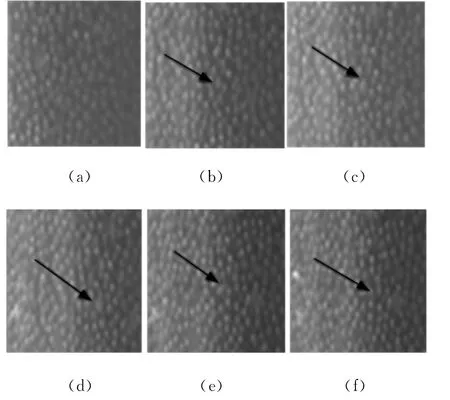
图14 颗粒介质换区过程局部放大图
3 结论
(1)对颗粒或粉末介质软凹模成形工艺进行了分析分类,总结了颗粒或粉末介质软凹模成形工艺的基本特点。建立了颗粒或粉末介质软凹模成形过程中介质运动的分区模型。
(2)以颗粒介质软凹模板料弯曲成形为例,建立了颗粒介质软凹模弯曲成形过程中颗粒运动的有限元模型,通过对颗粒运动进行数值模拟,得到了各区域颗粒介质X和Y方向的运动规律曲线。
(3)以筒形件颗粒介质软凹模拉深成形为例,对颗粒介质软凹模成形过程中颗粒介质的运动规律进行物理模拟,得到了各区域颗粒介质运动的基本规律,并与模拟结果相对比,证明了分区结果的正确性。
[1]Wakai F,Sakaguchi S,Kanayama K.Ceramic Materials and Components for Engines[C]//Proceedings of the Second International Symposium.Luebeck-Travemuende:VDKG,1986:1205-1207.
[2]张凯锋,骆俊廷,陈国清,等.纳米陶瓷超塑加工成形的研究进展[J].塑性工程学报,2003,10(1):1-3.
[3]赵长财,王银思,李晓丹,等.固体颗粒介质成形新工艺及变形研究[J].塑性工程学报,2007,14(3):54-59.
[4]王国峰,张凯锋,陈锋,等.纳米3Y-TZP陶瓷薄板超塑性成形研究[J].锻压技术,2002(3):31-33.
[5]邹强,彭成允,田平,等.固体颗粒介质成形技术[J].四川兵工学报,2010(4):64-68.
[6]赵长财,董国疆,肖宏,等.管材固体颗粒介质成形新工艺[J].机械工程学报,2009,45(8):255-260.
[7]骆俊廷,黄倩影.筒形件颗粒或粉末介质软凹模拉深工艺的力学分析[J].中国机械工程,2011,22(14):1745-1747.
[8]李涛,郎利辉,周贤宾.先进板材液压成形技术及其进展[J].塑性工程学报,2006,13(3):30-34.
[9]Lang L H,Joachim D,Karl B N.Investigation Into Hydrodynamic Deep Drawing Assisted by Radial Pressure PartⅡ.Numerical Analysis of the Drawing Mechanism and the Process Parameters[J].Journal of Materials Processing Technology,2005,166:150-161.