数字化网络监控系统在焊接领域中的应用
2012-09-06王伟
王伟
(唐山学院,河北唐山063020)
数字化网络监控系统在焊接领域中的应用
王伟
(唐山学院,河北唐山063020)
数字化网络监控系统可以对数台电焊机发送的焊接信息进行数据管理、品质管理、维护管理、生产管理、成本管理等五方面的管理。可对焊接电流、焊接电压、焊接时间、气体及焊丝的消耗量等进行管理。为焊接管理人员提供品质管理数据、焊机维修保养依据、以及根据报表了解成本因素等。采用焊机数字化网络监控系统,打造网络化、集约化、智能化的焊接工厂,有利于提升焊接质量和效率,降低焊接成本。通过焊接网络监控系统,控制焊接热输入量,可获得最优化的、一致性好的焊接接头组织与性能;通过焊接网络监控系统为精益化焊接生产、节能降耗提供依据。
网络监控系统;焊接接头;热输入控制;降低成本
0 前言
目前在我国焊接行业中,部分已经采用专机或机器人自动化焊接,实行了智能化管理,保证了焊接接头质量的稳定性和一致性,保证了焊接结构件的安全性和可靠性;还有绝大部分焊接结构件仍然使用手工焊接和半自动化焊接完成,其焊接质量主要依赖焊工的操作技能及其执行工艺纪律的自觉性和责任心,焊接工艺规范的监控和焊接质量及成本管理还是比较粗放型的。如何实现焊接结构件的高品质化、高效率化、低成本化,一直是焊接工艺技术攻关创新的课题[1-2]。
为了保证焊接结构件的可靠性,焊接智能自动化监控系统和智能化焊机数据管理系统应运而生。
1 数字化网络监控系统可提高焊接品质
焊接制造主要向高性能、高强度材料的方向发展,要进一步满足焊接构件轻量化的要求,同时又要提高抗冲击性能,对焊接接头机械性能的“强韧比”要求越来越高。高强钢(Q390/Q420/Q460/Q490/Q550/Q690/Q960/Q1300等)替代普通的Q235/Q345钢,防止高强钢焊接组织过热脆化和焊接裂纹成为焊接工艺的技术课题。
焊接热循环曲线如图1所示。由图1可以看出,800℃~500℃的冷却时间决定了焊缝、熔合区、热影响区的组织和性能。自动化焊接和手工半自动焊接的工艺规范参数决定了焊接接头的热循环特征,也决定了焊接热输入量。焊接热输入即单位长度焊缝所吸收的热能量(焊接线能量),见式(1)

式中I为焊接电流(单位:A);U为电弧电压(单位:V);v为焊接速度(单位:cm/min)
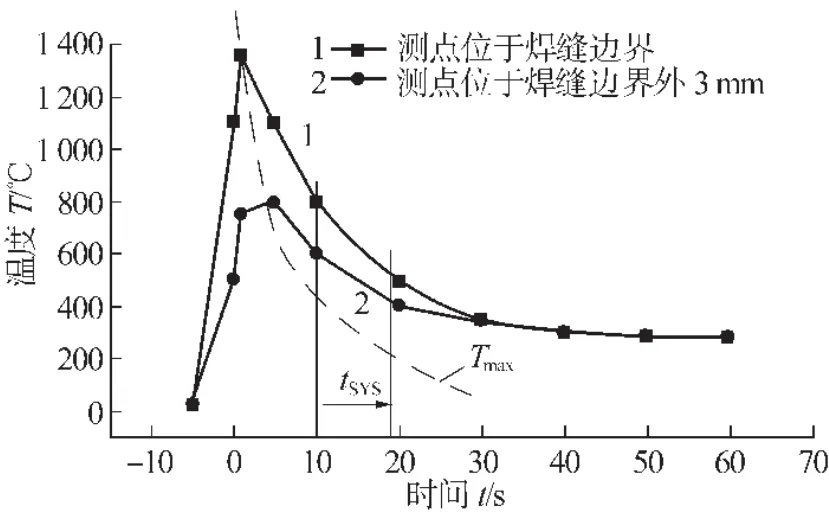
图1焊接热循环特性曲线
图2 为最佳焊接线能量确定曲线。由图2可知,焊接电流、电压过大,焊接速度过慢,会造成t8/5时间过长,焊接接头过热,结晶组织粗大脆化,抗冲击性能下降;焊接速度过快,又会造成t8/5时间过短,焊接接头产生淬硬的马氏体组织,容易产生冷裂纹。

图2最佳焊接线能量确定曲线
图3 为连续冷却组织转变SH-CCT曲线。由曲线可以预测焊接热影响区的组织性能和硬度,从而预测钢材在一定焊接条件下的淬硬倾向和产生冷裂纹的可能性,同时也可以作为调节焊接线能量、改进焊接工艺的依据。如t8/5=36 s,热影响区的组织组成约为10%铁素体+5%珠光体+85%贝氏体,HV5=240。如果焊接规范偏小,焊缝及热影响区冷却速度快,连续冷却组织转变曲线靠左侧,出现大量淬硬的马氏体组织,HV5硬度偏高,韧性偏低,冷裂纹的倾向增大,可能会导致焊缝接头性能严重下降。
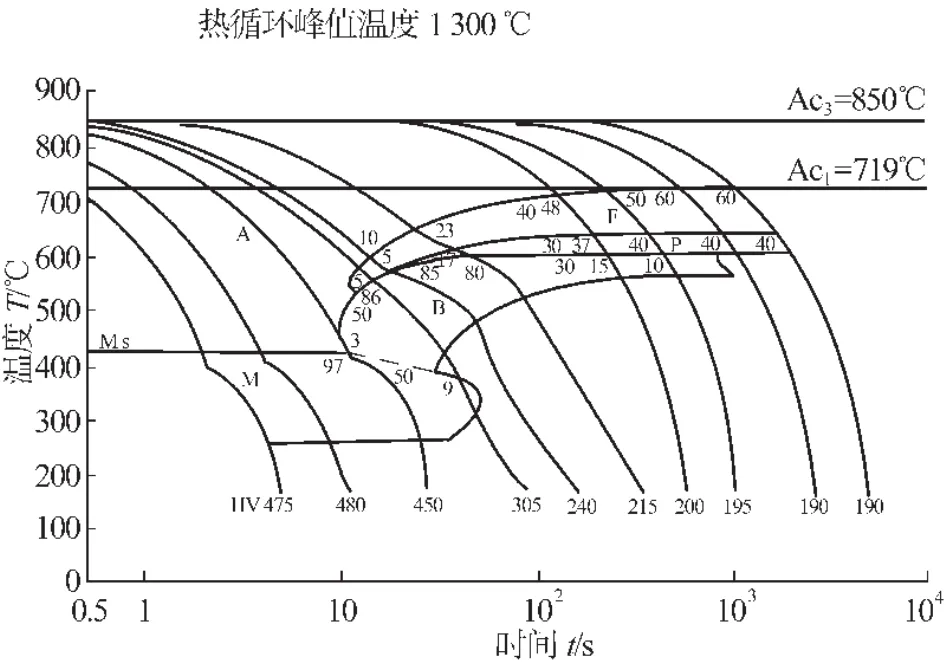
图3 Q345钢焊接SH-CCT曲线
自动化焊接可以较好地控制焊接热输入量,而手工半自动焊接的工艺规范参数难以控制,焊工操作技能差异较大,有的用大电流高电压焊接,有的用小电流低电压焊接;有的焊速快,有的焊速慢;钢材焊接连续冷却曲线(SH-CCT图)差异较大,有的靠左,有的靠右,造成焊接接头的组织成分差异较大;有的硬度较高,有的硬度较低;其机械性能存在严重不一致性。由数字化网络实时监控焊接电源的工艺规范参数,能有效地显示每台焊机的二次输出参数,保证每台焊机工艺规范参数的一致性,可以获得最优化的、一致性的焊接接头组织与性能。
图4为焊接网络监控系统焊接规范参数的显示终端。由图4可知,焊接电流良好段为小于±5%标准电流(灰色段);正常段为小于±10%标准电流(白色段);报警段为大于±10%标准电流(黑色段)。另外,监控电脑端可以自由设置良好、正常、报警三段电流的临界值。出现报警段时,提醒焊工和焊接质量检验人员,此段焊接接头组织与性能变化较大,已经超出了焊接工艺评定的合格范围,应该引起高度重视,进行重点检查,防止焊接质量低和有隐患的焊接结构件流入下道工序。
在良好段的焊接规范参数控制下,结晶组织致密,焊接接头机械性能的强度、韧性达到最优化。
3 数字化网络监控系统可降低焊接成本
焊接精益化管理的内容比较多,目前大多数工厂仍然是靠焊接管理人员的经验和查询有关资料比较粗略的估算焊接工时和焊材消耗量,在提高焊接工时利用率和降低焊接成本上还是比较粗放型的管理;每台焊接电源电能的消耗几乎没有统计和监管;电能、焊材、工时的浪费现象较为普遍,达不到数据化、可视化、精益化的管理。在焊接领域,杜绝一切浪费现象是焊接管理的重大课题。
图5为焊机网络化监控焊接成本的显示终端。从图5中可以看出,引进焊接数字化监控系统,可以在线查询到每个时间段内每台焊机的焊丝消耗量、气体消耗量、电能消耗量及焊接累计工时,并以报表及柱状图的形式体现出来。焊接管理人员可随时随地在线查询记录各焊接工位的实际焊接工时,能够准确地统计出每个焊接构件的实际焊接工时,为提升焊接效率和提升焊接生产流水线节拍时间提供了数据,为精益化安排生产流程和生产计划提供了依据。

图4 焊机网络化监控焊接规范参数的显示终端

图5 焊机网络化监控焊接成本的显示终端
有了焊机网络化监控焊接成本的显示终端,可以较为详细地记录焊丝消耗量、气体消耗量、电能消耗量等数据,准确地安排采购计划以减少库存量;查找到焊材消耗量较大,造成浪费现象的漏洞;计算出每台焊机的电能消耗量,为节能降耗提供较为准确地数据。采用了网络化、智能化、集约化、可视化的设备和方法,才能够达到焊接精益化管理的目标。
4 结论
(1)通过焊接网络化监控焊接工艺规范参数,实现焊接电源工艺规范参数的一致性,控制焊接线能量和连续冷却组织转变曲线(SH-CCT曲线)在理想范围,最终获得最优化的焊接接头组织与性能。
(2)通过焊接网络化监控焊接成本,监测每台焊机的焊丝消耗量、气体消耗量、电能消耗量及焊接累计工时,为精益化焊接生产、节能降耗提供依据。
(3)采用数字化网络监控技术,才能够实现焊接精益化管理的目标,提升焊接构件的焊接质量和效率,降低焊接成本,为企业赢得可观的质量效益和经济效益。
[1]陈伯蠡.焊接工程缺欠分析与对策[M].北京:机械工业出版社,1998.
[2]张建勋.现代焊接生产与管理[M].北京:机械工业出版社,2006.
Applications of digital network monitoring system in the welding engineering field
WANG Wei
(Tangshan College,Tangshan 063020,China)
Digital network monitoring system can carry on data management,quality management,maintenance management,production management,cost management etc.Management can be realized on the welding current,welding voltage,welding time,gas and welding wire consumption.It can also provide quality management data,welding repairs and maintenance basis,and understand the cost factors according to the report.Using the digital network monitoring system of welding machine,to build the network,intensive and intelligent welding factory,which is conducive to improve welding quality and efficiency,to reduce welding costs.Controlling the welding heatinput by welding network monitoring system,you can get optimal and better consistent welding joints organization and performance.You can provide the basis for lean welding production and energy saving by welding network monitoring system.
network monitoring system;welding joints;heat-input control;reducing costs
book=6,ebook=48
TG409
A
1001-2303(2012)06-0077-04
2012-05-07
王伟(1983—),女,河北唐山人,讲师,硕士,主要从事焊接夹具设计及相关教学工作。
