路面铣刨刀具的结构与工艺分析
2012-09-03毕凤阳郝晨生齐晓杰刘文剑
毕凤阳,郝晨生,齐晓杰,宫 莹,刘文剑
(1.哈尔滨工业大学 机电工程学院,150001哈尔滨,bfy952421@163.com;2.黑龙江工程学院机电工程学院,150050哈尔滨)
随着我国大规模公路建设及城市道路养护作业的迅速发展,国内对路面铣刨机的使用和需求量正急剧上升.目前主要引进一些国外先进的大型路面铣刨机,如德国维特根公司生产的2000DC、W1900、W2000等,瑞典戴纳派公司生产的PL2000S和意大利玛连尼公司生产的SF200L等.同时国内也开始批量制造,主要生产企业和产品型号如陕建股份公司生产的CM2000、西安宏大股份公司生产的CM1900、徐州工程机械公司生产的RH210和沈阳北方交通公司生产的KFX2200[1].根据不完全统计,近年来国内对这些大型路面铣刨机的年需求已超过300台.随着进口设备的大量增加,以及国产路面铣刨机的批量生产,这种设备的社会保有量已超过千台,它的关键消耗性配件——铣刨刀具的需求量也随之急剧上升.由于铣刨刀具的进口价格十分昂贵,国内一些厂家正在试制一些相关产品,作为工程急需以及进口产品的替代品,以降低路面维修成本和提高设备的利用率.然而,由于缺乏对这种刀具生产技术的系统研究,国产刀具质量还不稳定,在实际使用中主要存在的问题是硬质合金刀头经常非正常脱落,造成刀具的早期失效,严重阻碍了铣刨机刀具国产化的进程.
为了提高国产路面铣刨机刀具的质量,本文对几种国外铣刨机刀具和部分国产刀具进行了实物解剖,对比分析了刀具结构设计、选材与制造工艺,在此基础上提出了几种可行的技术改进措施.
1 实验
从6个不同厂家生产的路面铣刨刀具实物中随机抽取试样,分别编号为1#~6#,其中1#、2#、3#、4#为进口刀具,5#、6#为国产刀具,除 2#样品为已使用过的刀具外,其他样品均为未使用的新刀具.所有样品均采用线切割沿中心线做纵向剖开,切割过程中保持充分冷却防止组织变化.样品剖开后,先用不同标号的金相砂纸逐号对表面进行机械磨平,再用金刚石研磨膏(0.5 μm)对样品表面进行金相抛光,在低倍金相显微镜下观察无任何划痕后,用水和乙醇充分清洗,冷风吹干后,表面用质量分数为2%硝酸酒精进行腐刻,最后用水彻底冲洗表面,并用无水乙醇脱水后,吹干备用.分别在扫描电子显微镜下观察样品剖面,包括硬质合金刀头、钢制刀体以及钎焊缝等区域的各种微观组织,并用扫描电镜中附带的能谱仪检测钎焊缝合金的化学成份,最后用洛氏硬度计测量样品钢制刀体各部分的实际硬度值.
2 结果与讨论
2.1 刀头部分结构形式对比
6种实物刀具刀头样品的纵向剖面照片见图1,很明显,尽管4种进口产品的刀头结构并不相同,但除4#样品外,它们的焊缝设计均十分相似,即以硬质合金刀头的底部焊接为主,辅之以很浅的(约2 mm)侧面连接,3种样品的焊缝质量均很好,未见有肉眼可见缺陷.从3种硬质合金刀头外型来看,2#刀头相对较短且粗,适用于切削负载较大的情况,3#样品硬质合金刀头细而长,这种刀头比较锋利,适用于切削负载较小,切削速度较大的场合;1#样品的刀头设计居于两者之间.从已使用过的2#样品剖面来看,由于钢的硬度远低于硬质合金刀头,故在实际路面铣刨时,原有刀头两侧的钢制刀体侧壁很快被磨损消耗,刀具工作时抵抗磨损主要由硬质合金刀头承担,石英等路面材料中的硬质组成物在钢制刀体和硬质合金刀头的结合界面处划出明显的沟槽.这时硬质合金刀头与钢制刀体的连接主要由底部的焊缝承担,这要求焊缝的连接强度较高,焊缝的宽度也控制在0.10~0.15 mm合适的钎焊缝隙尺寸范围.即这种焊接接头设计,对钎焊技术要求较高,否则,刀头易于早期整体脱落,而非正常磨损失效.4#样品的焊接结构是一种独特的设计,由于路面铣削刀具的受力状态十分复杂,刀头同时承受包括冲击、挤压和弯曲等多种复杂的载荷形式,刀具内部形成复杂的应力状态.由于路面砂石的强烈磨擦和刮削,刀头的外缘部分最易于磨损,为了改进1#、2#、3#样品的钢制刀体先行磨损,使硬质合金刀头完全暴露的缺点,4#样品的刀头设计成平底V型槽,这种设计的主要优点是:1)增大底部实际钎焊面积,提高连接强度;2)刀头的外缘直接用硬质合金替代不耐磨的钢制刀体,因而可大大提高刀具的抗磨损性能.这种焊接结构的主要缺点是硬质合金刀头要特别加工,并且对尺寸精度要求较高,同时刀具钢制刀体顶部的平底V型槽加工精度也必须较高,否则有可能出现底部虚焊而造成连接不良的情况.

图1 6种路面铣刨刀具头实物解剖结构
与国外刀具相比,两种国产刀具的焊接结构完全不同.其中5#样品为采用长圆柱硬质合金刀头,钎焊在钢制刀体的深圆柱孔中,硬质合金刀头的连接主要靠厚度为2 mm左右的钢制刀体侧壁.在路面铣刨过程中,工作条件极为恶劣,路面砂石会强力刮削刀体侧壁,当钢制刀体侧壁被磨损消耗到较薄时,就缺乏足够的强度连接来支撑硬质合金刀头,将直接导致硬质合金刀头从刀体中脱落失效.因此,这种结构刀具的使用寿命将主要取决于钢制刀体本身的硬度和耐磨性.6#样品是一种改进型的刀头焊接结构,钢制刀体上加工一种U型凹槽与硬质合金刀头连接,与进口产品4#样品近似,采用硬质合金外缘抵抗路面铣刨过程中剧烈的边缘磨损.6#样品的主要缺陷是钢制刀体的U型凹槽加工尺寸过大,而钎焊时填装钎料过少,使钎料聚集在U型槽底部,而两侧根本无钎料,形成0.5 mm以上的空隙带,相当于未焊透.硬质合金刀头与钢制刀体的连接主要靠U型槽顶部1 mm左右宽的钎焊缝,连接强度大大降低,在路面铣刨过程中大的冲击载荷下硬质合金刀头易于整体脱落.改进这种刀具结构,提高刀具寿命的主要方法之一是提高钢制刀体U型焊槽的加工精度,使之深度和直径都控制在许可的范围(一般0.1~0.2 mm).通过钎料的铺展和流动,充分充填其预制间隙,才能获得牢固的焊接接头[2-3].
对比分析国内外刀具结构可以发现,国产刀具使用寿命较低的主要原因之一,是刀具的刀头与刀体焊接结构形式设计不合理,通过改进刀头形状并提高刀体焊缝连接处加工精度,就有可能大幅度改善国产刀具的产品质量,延长刀具的使用寿命.
2.2 硬质合金刀头差异
国内产品和进口产品比较,刀具硬质合金刀头的质量有显著的差别.
图2(a)为2#样品硬质合金刀头的金相照片,致密度高,晶粒均匀度较好,有细小的发纹.2#样品硬质合金的电子探针化学成分分析结果(轻元素 C等不能分析):wW=91.82%,wCo=8.18%,成分与国标牌号YG8相近.
图2(b)为5#样品硬质合金刀头的金相照片,晶粒均匀度较差,颗粒间十分疏松且有较多空隙.5#样品硬质合金的电子探针化学成分分析(轻元素C等不能分析):wW=95.11%,wCo=4.89%,相当于国标牌号YG3.对比两种刀头材料,Co元素在硬质合金中主要起粘接硬质相的作用,较多的Co含量有利于提高刀头韧性,因此选用YG8具有相应的合理性[4-5].国内材质明显在粒度、致密度等方面不如国外产品,这也解释了为什么国产刀具刀头更容易折断.

图2 2#和5#样品硬质合金刀头的金相照片
2.3 钎焊料
对部分试样钎焊焊缝的电子探针化学成分分析结果见表1.参照GB/T6418—2008铜基钎料国家标准成分对比,国外4#刀具所用钎料没有国标牌号与其成分相近,国内5#刀具钎料应为H62黄铜,国产6#刀具钎料成分未查到成分符合的国标牌号,应为借鉴国外钎料成分自制的钎料,含有较多的Ni和Mn,在一定程度上能够提高钎料抗剪切强度,但需要更高的加热温度(应在900℃以上)[6-7].图 3(a)所示为 4#样品钎焊缝的扫描电镜背散射电子像,单相组织均匀;图3(b)所示为6#样品钎焊缝的扫描电镜背散射电子像,呈多相组织且不均匀,有孔洞.对比两种刀具钎焊焊缝,国内产品明显在致密度上不如国外产品,反映我国生产企业在钎焊材料使用及焊接过程质量控制方面与国外产品还有一定差距[8-9].

表1 三种钎焊料的电子探针化学成分分析结果%
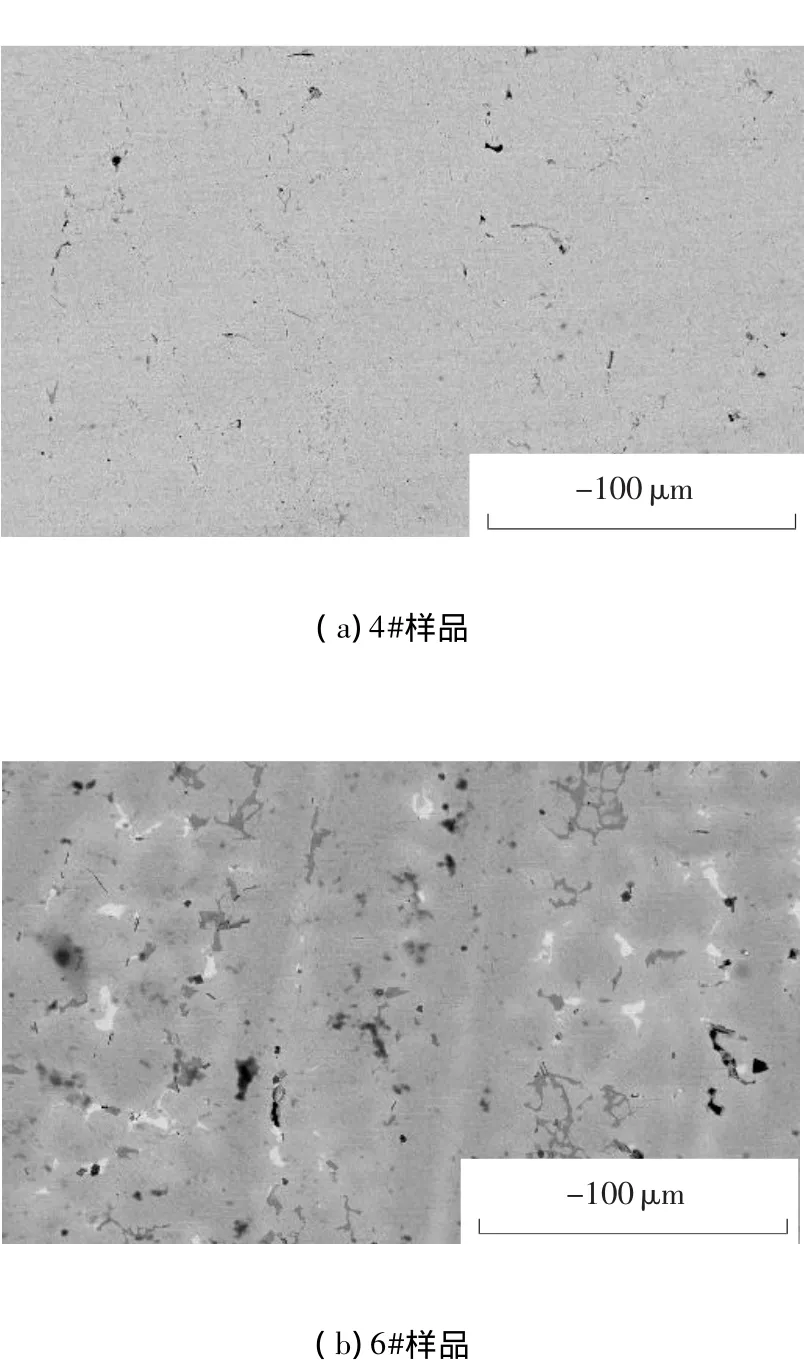
图3 4#和6#样品钎焊缝的扫描电镜背散射电子像
2.4 钢制刀体的显微组织
对部分刀具刀体材料进行能谱分析结果如表2所示.2#刀具刀体材料用的是德国DIN标准对应的钢材4OCrMnMo7,成分与国标牌号5CrMnMo相近,国内6#刀具所用材料是国标钢材4OCr.4OCr是一种低淬透性的合金调质钢,碳含量仅为0.40%(质量分数),主要合金元素总质量分数也在2.0%以下,工艺性能良好,综合力学性能较好,一般适于制作轴类、连杆、螺栓等机械零件.但其本不很高的淬火硬度值在高温回火后急剧下降,仅为210 HBS左右,不可能具有路面铣削刀具所要求的耐磨性.其根本原因在于该材料的成分组成上,平均含碳量较低且不含强碳化物和中碳化物形成的合金元素,因此并不是一种理想的路面铣削刀具刀体制作材料.相比之下,国外刀具选用40CrMnMo7作为刀体材料更具合理性,该材料是一种热作模具钢,平均碳质量分数为0.5%~0.6%,合金元素总质量分数最高可达3%左右.其中Mn质量分数为1.20% ~1.60%,Cr质量分数为0.60% ~0.90%,Mo质量分数为0.15% ~0.35%,较高的含Cr量保证其较好的淬透性,一定的含碳量和含锰量保证其较高硬度,中碳化物形成元素Mo的存在保证了一定数量合金碳化物的形成,因此在相应的热处理工艺的支持下,可满足刀体高硬度和耐磨性的要求,以及可承受较高的挤压力、弯曲力和冲击力等载荷[10].各刀头金相结果如图4所示,刀体各部分硬度见表3,从刀体组织来看国外产品(1#~4#)热处理组织均匀,均为回火马氏体,热处理后洛氏硬度在37~51 HRC,保证了刀体有较高的强韧性,有利于抵抗磨损防止刀具过早失效.而国内产品(5#和6#)热处理后组织以铁素体加珠光体为主,洛氏硬度30 HRC左右,且越靠近钎焊焊缝硬度越低,应该是受钎焊加热影响产生了部分退火所致,较低的整体硬度且越靠近刀头硬度越低,这都使国产刀具整体的强韧性较差[11].

表2 3种钢制刀体成分(激光能谱仪分析结果)%

表3 6种刀具钢制刀体的洛氏硬度 HRC
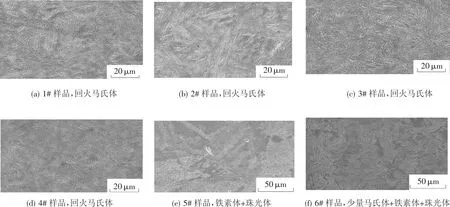
图4 1#~6#样品刀体显微组织扫描电镜背散射电子像
3 结论
1)刀体的焊接结构设计十分重要,平底V型槽式可以增大焊缝面积,形状比较合理,同时合金钢刀体与硬质合金刀头的配合间隙对保证牢固的焊接也很关键.
2)硬质合金刀头应选用韧性好、抗冲击较好的品种,含Co量不宜低于8%(质量分数),热压烧结制品较好.
3)刀体材料应选择易于处理获得回火马氏体组织且具有较高抗回火温度的合金钢种;
4)建议采用高频感应加热钎焊,有利于提高加热和冷却速度,减小退火软化区,使刀体保持足够的强韧性.
5)钎料应选用含有一定量Ni、Cr的熔点适中、流动性较好和室温塑性良好的钎料,以保证刀头刀体的连接强度.
[1]郭祥,任晓军.铣刨机在路面铣刨工程中的应用[J].养护机械&施工技术,2008(11):56-59.
[2]李卓然,刘兵,樊建新,冯吉才.YG8硬质合金和低碳钢的高频感应钎焊[J].焊接学报,2010,31(10):97-101.
[3]郝晨生,齐海群,齐晓杰.国产化沥青砼路面铣刨刀具的钎焊[J].焊接学报,2004,25(2):123-128.
[4]LI Guangyu.Review for the cemented carbide structure theory[J].Cem Carbide,1998,15(2):73 -82.
[5]LI Guangyu.Review for the cemented carbide structure theory[J].Cem Carbide,1998,15(3):133 -144.
[6]ROBERTS P M.Improved brazing methods for tungsten tools bits[J].Welding Journal,1997,50(7):267 -274.
[7]LEE W B,KWON B D,JUNG S B.Effect of bonding time on joint properties of vacuum brazed WC-Co hard metal/carbon steel using stacked Cu and Ni alloy as insert metal[J].Mater Sci Technol,2004,20(2):1474 -1478.
[8]XU Peiquan,ZHAO Xiujuan.Study on filler metal(Ni-Fe-C)during GTAW of WC-30Co to 45 carbon steel[J].Journal of Materials Science,2004,40(24):6559-6564.
[9]ZHANG J X,CHANDEL R S,SEOW H P.Effects of chromium on the interface and bond strength of metal-ceramic joints[J].Mater Chem Phys,2002,75(6):256 -259.
[10]张晓玲,王海龙.5CrMnMo钢与YG8硬质合金的真空钎焊[J].热加工工艺,2008,31(5):80 -82.
[11]ZHANG Jie,LIN LY,XU J C,et al.Microstructure and properties of brazing joint between YG8 cemented carbide and A3 steel[J].Solid State Phenomena,Diffusion and Defect Data Pt.B,2007,127(9):265 -270.
