聚苯乙烯泡沫资源化关键技术研究
2012-09-01李志杰张文杰罗京科
李志杰,张文杰,罗京科
(上海英科实业有限公司,上海 201417)
聚苯乙烯泡沫资源化关键技术研究
李志杰,张文杰,罗京科
(上海英科实业有限公司,上海 201417)
介绍了废旧聚苯乙烯(PS)泡沫塑料的回收概况、来源与分类、回收工艺和方法、回收技术瓶颈,重点讨论了熔融造粒法回收和改性废旧聚苯乙烯(PS)泡沫塑料的工艺与进展,不同造粒回收工艺适合的原料种类,资源化利用的方向等,并对不同回收工艺的聚苯乙烯粒子性能作出了比较。
聚苯乙烯;泡沫;资源化;再生
1 废旧聚苯乙烯泡沫塑料回收概况
聚苯乙烯(PS)泡沫塑料(以下简称PS泡沫塑料)具有优异持久的保温隔热性、独特的缓冲抗震性、抗老化性和防水性,因此在建筑、包装、电子电器产品、船舶、车辆和飞机制造、装饰装潢材料、房屋建筑等各个领域得到了广泛的应用,极大地方便了人们的生活。但其中50%以上是电子电器减震包装、鱼箱和农产品等保鲜包装,这些制品一次性使用后即被遗弃成无用的垃圾,因PS泡沫塑料具有耐菌性、耐候性、耐腐蚀性,在有氧状态下300年才能完全降解。大量的废弃PS泡沫塑料散落在自然环境中,成为影响人类地球生存环境的“白色污染”,对生态环境造成了极大的破坏。
20世纪80年代以来,美国8个州、日本、韩国、中国台湾省等国家和地区曾立法禁止或限制使用PS泡沫塑料餐具。1999年,中国原国家经贸委发布6号令,禁止生产和使用一次性PS泡沫塑料餐具。然而各种禁止和限制措施并未有效改善白色泡沫污染问题。各国通过不断地探索和实践,通过技术进步和革新,逐步解决了PS废弃泡沫塑料的回收难题,使得大规模回收废弃PS泡沫塑料成为可能。
目前全球每年约产生废弃PS泡沫塑料580万t,其中中国每年产生约180万t,除少数发达国家外,其他国家的废弃PS泡沫材料并未得到有效回收。据不完全统计,目前北欧国家和日本PS泡沫塑料回收再生利用率为72%,韩国为64%,而其余国家和地区的PS泡沫塑料回收再生利用率仅为10%~30%。在我国,由于回收机制不够完善,导致PS废弃泡沫塑料70%被掩埋或者焚烧,仅有30%被回收利用,造成了严重的资源浪费和环境污染。因此必须加大资源的回收与再利用,走循环回收利用的绿色发展道路。
2 废弃PS泡沫塑料的来源与分类
PS泡沫塑料的使用寿命较短,其中约50%的PS泡沫制品使用寿命仅有2年,97%的PS泡沫制品使用寿命不超过10年,导致废弃PS泡沫塑料逐年增加。从产品种类上来说,废弃的PS来源主要有一次性泡沫包装材料、泡沫减震材料、一次性饭盒、一次性容器,家用物品、儿童玩具、管道、保温板、建材以及工厂加工过程中的机头料、边角料等。回收过程中可以按照废弃PS泡沫塑料的制品来源、形态、料性、杂质含量、水分含量、原材料的纯度等进行分类。
2.1 按制品来源分类
单一塑料制品、同类塑料制品和混合塑料制品。其中,按制品来源PS可分为:单一塑料制品,如PS泡沫鱼盒子、大型企业的边角料等;同类塑料制品,如各种家用电器包装材料、各种减震材料等;混合塑料制品,如回收站回收的各种废弃PS泡沫塑料。其中单一塑料制品和同类塑料制品的回收利用价值较高,可以回收制作高品质PS颗粒。
2.2 按废弃PS泡沫塑料的形态分类
未压缩PS泡沫塑料、PS冷压泡沫塑料、PS热压泡沫塑料、PS热熔饼块。其中未压缩PS泡沫塑料直接回收运输成本较高,生产效率较低。
2.3 按PS泡沫塑料的料性分类
按料性可分为:纯PS泡沫塑料、含阻燃剂PS泡沫塑料、含PE的PS泡沫塑料、含EVA的PS泡沫塑料等。
2.4 按等级分类
根据废弃PS泡沫塑料的来源、料性、形态、杂质水分含量等信息对回收材料进行综合评估,划分为一级、二级、三级等不同等级。将废弃PS泡沫塑料分级回收,在提高回收企业经济效益的同时,可以最大限度地保持回收材料的各项性能指标,做到物尽其用。
3 废旧PS泡沫塑料的回收方法与瓶颈
目前,废弃PS泡沫塑料的回收利用主要有以下几种方法。
3.1 焚烧法回收热能
焚烧法回收热能是将废弃PS泡沫塑料置于特殊的焚烧炉中燃烧,回收热量,以替代部分燃料。PS的热值高达4 600 kJ/kg,超过了燃油4 400 kJ/kg的平均热值,可部分替代炼铁、发电、燃烧锅炉的燃料。燃烧法虽然可以获得热能,但需要使用专门的燃烧高炉,否则PS燃烧不充分会产生苯乙烯、二恶英等有害物质,对环境造成二次污染。焚烧法虽然回收了部分热能,但回收装置成本较高,而且材料的使用价值也没有得到充分的利用。
3.2 化学热裂解回收苯乙烯单体
PS在高温下很容易分解成芳香族化合物。采用高温热裂解法可以使废弃PS泡沫材料裂解为C1-C4烃等气相产物和苯乙烯、芳香烃等液相产物。在580℃下,PS可裂解得到65%的苯乙烯单体和10%的低聚物。据报道,Kaminsky等间接地利用加热流化床高温裂解PS,主要生成了单体、脂肪族碳氢化合物和芳香族碳氢化合物。化学热裂解法是优质回收的途径之一,缺点是回收过程中能源消耗较大,工业化生产过程中还存在回收率偏低与回收设备上容易碳化积料的问题。
3.3 溶剂法回收
溶剂法回收废弃PS泡沫塑料不需要经过高温过程,回收制品性能接近悬浮法制得的PS,而且由于产品是直接得到的圆球形颗粒,可以浸渍发泡制作泡沫塑料。其工艺流程见图1。
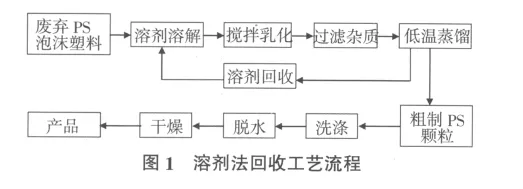
溶剂法回收废弃PS泡沫塑料可以最大程度地保持材料的物理化学性能,制得的再生料性能优良,使用范围广,可用于替代新料制造高档PS塑料制品。但目前溶解PS的溶剂如苯及苯的衍生物大多具有较强毒性,而酯类溶剂虽然无毒,但气味大,价格高,不适合大规模生产。据报道,日本索尼中央研究所开发出了安全性高,与PS分子结构类似的柑桔系天然溶剂柠檬烯为溶剂的PS泡沫塑料再生处理系统(Rena-system)。新开发的Rena系统是把废弃PS泡沫塑料用天然溶剂柠檬烯溶解,脱泡减容约1/25,然后在再生处理设备内进行过滤,分离溶剂,造粒,制成再生PS。溶剂回收率高达98%~99%。但柠檬烯的价格高,也不适宜大规模推广使用。
3.4 熔融挤出法回收造粒
由于熔融挤出法回收PS泡沫塑料存在设备投资少、工艺简单、在工艺合理的情况下回收粒子性能得到较好的保持以及产品用途多样化的特点,目前应用较多。随着回收技术的进步,新的回收挤出机组和新的回收工艺不断出现,使得熔融挤出法回收的PS产品质量得到不断提高,应用不断增加。国内部分回收规模较大的企业近年来不断加大研发投入,对回收设备和工艺进行改进与创新,在回收水平上达到了国际先进水平。但同时也应该看到,国内回收市场管理还不规范,目前普遍存在企业规模较小、生产工艺落后、回收制品档次不高及回收过程中的再污染严重的问题。
3.5 其他回收方法
随着科学技术的发展,废弃PS泡沫塑料的回收PS泡沫方法不断增多。除上述4种回收方法外,废弃PS泡沫塑料还可经过改性后制作油漆、涂料、胶黏剂、沥青增强剂,制备印染厂污水处理的絮凝剂,经过溴化后生产阻燃剂溴化PS,粉碎后与水泥混凝土混合制作保温材料等。由于这些方法应用相对较少,在此不一一展开。
4 熔融造粒法回收废弃PS泡沫塑料的再生工艺与进展
熔融造粒是回收PS泡沫塑料的主要方法,大部分的废弃PS泡沫塑料采用此法回收。熔融造粒法回收PS材料,在工艺合适的情况下能够较好地保持材料的力学性能,据美国DOW化学公司的研究表明,PS在多次热加工使用后,平均相对分子质量降低,局部有少量分子链发生断裂,经过5次以上的循环使用后,仍然保持80%的冲击强度和90%的断裂伸长率。
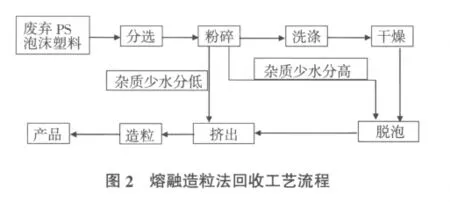
熔融造粒法回收PS泡沫塑料的主要工艺流程为:废弃PS泡沫塑料压缩、分选、粉碎、洗涤、干燥、脱泡、挤出、造粒(图2)。回收生产的粒料可以再次加工成型为各种制品。
4.1 废弃PS泡沫塑料的运输
废弃PS泡沫塑料由于体积庞大,运输成本高昂,曾一度让塑料回收企业对废弃PS泡沫塑料回收望而却步。国内最大的PS回收企业之一——英科公司自主研发的GreenMax系列泡沫塑料冷压机和热压机组,较好地解决了废弃PS泡沫塑料体积庞大、难以运输的问题,废弃PS泡沫塑料经过冷压或热压后,体积缩小为原来的1/40,极大地降低了回收过程中的运输成本。压缩设备的推广及使用,大大降低了废弃PS泡沫塑料的运输成本,使得大范围回收成为可能。
4.2 分选
分选是废弃塑料回收中必不可少的重要环节,分选的好坏决定了再生塑料性能的优劣。分选过程中要去除大块的杂质,降低不同塑料混合造粒对再生材料性能的影响,将不同等级的废弃塑料分别回收,以最大程度地保持回收塑料的物理化学性能。分拣过程中主要是将不同种类的废弃泡沫塑料分开。在此过程中应对材料的种类进行辨别,区分废弃PS泡沫塑料和EVA-PS,PE等废弃泡沫塑料,含阻燃剂与不含阻燃剂的废弃泡沫,杂质较多的和杂质较少的废弃泡沫塑料,不同的泡沫塑料分开处理(表1)。例如,较干净的家电包装材料应与油脂较多的一次性饭盒回收材料分开处理。

表1 几种废弃泡沫塑料的区分方法
目前,应用较多的废弃塑料分选方法是人工分选和溶液密度法分选。而新的分选技术,如静电分选、磁场分选、旋风分选、离心分选、旋流器水选等也有了新的进展和突破。
4.3 粉碎、洗涤
经过分选后的大块泡沫塑料,首先用粉碎机将废弃的泡沫材料打成1 cm左右的碎片,然后用风机经输送管路送至清洗水槽,水槽中的旋转滑板在旋转过程中搅动碎片并推动碎片不断前进。清洗水槽一般情况下由2~3个串联到一起,经过数个清洗槽洗涤后,泡沫塑料表面的残留污垢大部分被洗净。对于部分干净的家电用品包装材料,粉碎后可以不经过洗涤直接挤出。
4.4 干燥、脱泡
经过洗涤的泡沫碎片进入旋风脱水机进行脱水,此时脱水后的泡沫碎片可以直接进入挤出机进行熔融造粒,但由于碎片的密度还是较小,且水分含量较大,直接加入挤出机进行造粒的产量较低,产品气孔较多。在此可以选择对泡沫碎片进行脱泡增密处理。脱水后的泡沫碎片加入团粒机,通过高速旋转的桨叶搅动泡沫碎片,泡沫碎片之间相互摩擦产生热量和团粒机自身加热器产生的热量,使泡沫碎片中的水分和部分残留的发泡剂挥发出来,经团粒处理后泡沫碎片的密度明显增高,从团粒前小于0.3 g/cm3上升至0.6~0.8 g/cm3。团粒后泡沫碎片大多呈圆形粒状,此时再加入挤出机进行造粒可使产量大大提高。但脱泡的过程中由于PS泡沫塑料在高温下与空气接触时间较长,表面部分材料氧化分解,造成回收粒子的颜色变黄,性能下降。
4.5 挤出造粒
挤出造粒的主要工艺为:泡沫碎片加入挤出机后依次通过喂料段、压缩段、计量段到达法兰,经过滤网过滤后到达口模(在此过程中泡沫碎片在挤出机加温和螺杆剪切的作用下,经历了从固态→半熔态→熔融状态的转变,材料中残存的发泡剂和气体在真空排气装置产生的负压下完全排出。材料中的各种杂质和不熔物经过滤网的过滤处理被过滤掉),出口模后经过冷却水冷却拉条到切粒机切成均匀的粒子,或在口模处由旋转的刀片切成粒子(水环切粒系统)。粒子经旋风脱水系统除去粒子表面的水分即可装袋。
挤出造粒过程是废弃PS泡沫塑料回收过程中的关键步骤之一。传统的挤出造粒工艺为使用双级单螺杆挤出造粒,同时也出现了强制喂料低剪切、低降解单螺杆挤出造粒,一体化挤出造粒,以及双螺杆改性挤出造粒等新的回收设备和回收工艺。
4.5.1 双级单螺杆挤出造粒
PS泡沫塑料中由于堆积密度低,原材料中含有大量的气体和少量残留的发泡剂,因此挤出加工过程中必须进行脱挥和排气。大多数PS泡沫塑料回收加工过程中采用2台单螺杆挤出机串联的设备进行回收。其中第一台单螺杆挤出机组采用自然排气的方法进行排气,其主要作用是通过加热和自然排气脱泡初步排除水分,并通过初级滤网滤除粒径较大的杂质。之后熔融物料进入第二台单螺杆挤出机中进行真空排气和高目数滤网滤除小粒径的杂质后拉条冷却切粒。此造粒工艺由于设备价格低廉,通用性强,在国内得到广泛使用,但此造粒方法直接对PS泡沫塑料进行造粒时,由于原料的堆积密度低,下料差,导致产量过低。需要对PS泡沫塑料进行熔融、破碎处理或经过团粒脱泡处理,才能提高造粒产量。此外,此造粒方法由于用两台挤出机串联,设备能耗大,熔融粒子与空气接触较多,氧化降解和剪切分解对材料的力学性能造成的损失也较大。
4.5.2 低剪切、低降解单螺杆挤出造粒
塑料熔融造粒过程中,废弃PS泡沫塑料要经过升温、螺杆剪切的过程,在此过程中,在螺杆剪切和氧气氧化的作用下,PS泡沫塑料存在一定程度的降解,从而导致回收材料力学性能下降。
为减少PS泡沫塑料在回收过程中的降解,国外研制出了采用强制喂料技术,将废弃PS泡沫塑料输送至单螺杆挤出机的喂料段,并采用高效排气、高长径比、低剪切螺杆配合、低温加工的PS废弃泡沫专用回收设备。在原材料杂质水分较少的情况下,采用该设备可加工出透明度较高的再生PS粒子。但该设备对粒子的水分要求较高,水分大于4%的泡沫粒子,该设备无法将水分完全排出,导致造出的粒子发泡。因此高水分泡沫需要先进行干燥和脱泡,使水分含量低于4%才能喂入挤出机进行挤出造粒。
4.5.3 一体化挤出造粒
传统的工艺加工低密度、高水分含量的PS泡沫塑料时必须进行干燥和脱泡,才能保证回收粒子的质量。一体化挤出造粒机组可以将干燥脱泡和挤出同时进行,其主要结构是在挤出机组的喂料段安装了类似于团粒机的脱泡装置,低密度和高水分的泡沫塑料进入脱泡装置后,在加温和桨叶的搅拌下除去大部分水分和气泡,然后通过强制喂料装置进入挤出机的喂料段。一体化挤出机简化了回收工艺,可以回收加工高水分含量的PS泡沫材料,比低剪切、低降解单螺杆挤出造粒机组应用范围更广泛。但同时也存在脱泡过程中PS在高温条件下与空气接触的过程中部分氧化的问题,因此加工出的塑料颗粒由于氧化降解都带有一定颜色,无法加工出完全透明的PS塑料粒子。
过滤网是挤出造粒过程中的主要耗材,为加大过滤滤网的利用效率,部分低降解造粒机组和一体化造粒机组已使用新开发的反冲洗滤网过滤系统,该过滤系统在使用过程中利用熔体的反向冲刷压力来清洗滤网上的杂质,可以使滤网的使用时间延长2.5倍,在减轻工人劳动强度的同时,极大地提高了滤网的使用效率。
4.5.4 双螺杆改性造粒
目前简单的回收造粒所生产的材料在物理性能上还是有一些局限,限制了其应用范围。而将新兴的改性技术应用到PS泡沫塑料回收过程中,可以提高回收材料的性能,拓展其应用范围,使回收材料的使用价值得到极大提高。双螺杆改性挤出造粒主要是采用废弃PS泡沫塑料为主要原料,在挤出造粒的过程中加入各种助剂,以达到赋予回收材料新的性能的目的。但改性造粒只适用于部分经过熔融或热压缩后破碎的密度较高的废弃PS泡沫塑料或对回收造粒后的PS粒子进行二次改性加工。
4.6 不同熔融造粒工艺的工艺技术条件和产品性能对比
采用同一个货柜的PS泡沫材料作为原料,经过粉碎、混合均匀后,分别采用不同的挤出加工工艺进行回收造粒,对所生产的粒子的性能进行测试,测试结果如表2。其中该废弃PS泡沫塑料为经过压缩后的家电包装材料,水分为2.4%,其他杂质小于5%。
从表2中可以看出,通过低剪切、低降解单螺杆挤出造粒工艺加工的粒子,加工过程中分子链断裂较少,产品透明度和力学性能保持得最好。
4.7 熔融回收粒子的循环利用与优质再生
4.7.1 传统回收工艺回收的粒子与应用
经过传统回收工艺,采用串联的双级单螺杆挤出造粒设备生产的PS再生粒子,一般可分为浅色半透明粒子、不透明粒子和杂质较多的混合粒子。其中纯度较高的浅色半透明粒子和不透明粒子主要用于制作XPS挤塑板、PS发泡相框画框、PS发泡建筑装饰材料等对原材料外观和性能要求不高的产品,含杂质较多或混有其他塑料的回收粒子由于力学性能较差,只能用于制作低档的模压制品。
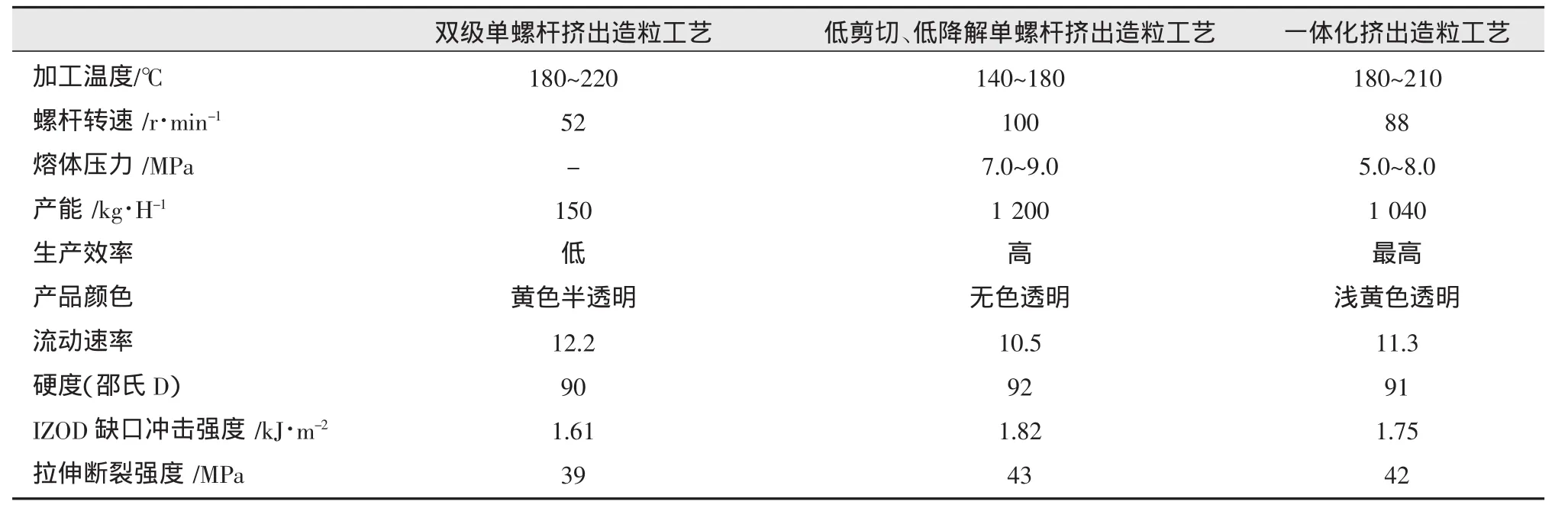
表2 不同工艺回收的产品性能对比
随着市场竞争的加剧,越来越多的企业不满足于简单的低水平回收造粒。通过在泡沫材料回收过程中加入各种助剂来赋予材料新的性能,从而提高PS回收材料的附加值,实现优质再生。
4.7.2 低降解工艺回收的粒子与应用
聚苯乙烯的分解温度在290~330℃之间,在105℃以上的温度下进行干燥消泡处理和熔融挤出的过程中,容易被空气中的氧气氧化分解变色。对部分杂质较少的PS泡沫塑料可以使用强制喂料低剪切、低降解单螺杆挤出造粒设备,在较低的加工温度下(140~180℃)进行回收造粒。该设备在加工过程中采取强制喂料,PS泡沫塑料在进入挤出机螺杆前,即进行了压缩,排出了部分气体,在熔融过程中采用多个真空排气段进行强制排气,减少了熔体与空气接触的时间,同时该设备的螺杆剪切力较弱,极大地减少了PS的氧化分解与剪切降解。加工出的PS再生粒子具有力学性能损失少、产品透明度高的特点。可以用于部分替代GPPS新料制作CD盒等非食物性透明包装制品,从而最大限度的保留了回收材料的使用价值。
4.7.3 回收粒子的增韧改性与用途
PS泡沫塑料经过熔融法回收后得到的PS粒子刚性较强,但冲击强度低,极大地限制了其使用范围。因此可以对回收PS粒子进行增韧改性以拓展其应用范围。其主要工艺流程为:在PS泡沫塑料回收过程中或回收造粒后,加入丁苯橡胶、SBS,SEBS,SIS或经过接枝处理过的聚烯烃等材料,通过双螺杆改性机组进行共混改性,以增加PS回收粒子的冲击强度。经过增韧改性的粒子可以部分替代市场上的HIPS,应用于生产电脑外壳、电视机外壳、电脑键盘等相对高端的产品。
4.7.4 回收粒子的阻燃改性与应用
PS回收粒子有很大一部分应用于XPS保温板等建筑装饰材料的生产。XPS板如果不进行防火处理,用于墙外安装时存在较大火灾隐患。可以通过对PS回收粒子进行阻燃改性,提高原料的氧指数和阻燃等级,达到防火的目的。其工艺流程为在回收PS粒子中加入乙基-双(多溴邻苯二甲酰亚胺)类化合物、溴化环氧齐聚物(BEO)等阻燃剂和三氧化二锑、锑酸盐、硼酸盐等阻燃增效剂和具有防熔融滴落作用的聚四氟乙烯等材料进行共混改性,以提高PS材料的阻燃性能。经过阻燃改性的粒子可以应用于防火要求较高的各种建筑材料,从而提升了PS回收材料的使用价值。
4.7.5 其他共混改性与应用
PS回收粒子还可以根据产品的具体要求,加入各种助剂进行共混改性,以赋予材料新的特性,从而拓展其使用范围。如加入苯酮、二甲苯酮类、苯并三唑类、受阻胺类光稳定剂,以增强PS回收粒子的耐光老化能力;加入亚磷酸酯类、含硫酯类抗氧剂,以增强PS回收粒子的抗氧化能力等。同时各种助剂也可以复合使用以赋予产品多项新的性能。
5 废弃PS泡沫塑料回收展望
2010年,随着PS回收技术的进步、回收力度的加大,一次性PS发泡餐具从“落后、应淘汰的目录”征求意见稿中撤去,PS回收利用初见成绩。2010年6月,专业从事废弃PS泡沫塑料回收和循环利用的英科集团被授予“中国塑料再生循环利用研发生产基地”,标志着PS回收行业向高技术、集约化回收迈出了新的步伐。随着地球资源的日渐枯竭和民众环保意识的增强,资源的回收、循环、再利用已是大势所趋。
[1] 李志杰,李晓强,张际亮.低密度聚苯乙烯仿木线材挤出发泡研究[J].中国塑料,2011(6):82-86.
[2]陈盛明.利用废弃聚苯乙烯塑料制备专用材料的研究进展[J].重庆:重庆工商大学学报(自然科学版),2007(1):39-40.
[3] 付晓婷,何周坤,丁明明,等.废旧塑料的回收和增值利用[J].塑料工业,2007(9):4-6.
[4] 刘丹,王静,刘俊龙.废旧塑料回收再利用研究进展[J].橡塑技术与装备,2006(7):15-22.
[5] 魏正方,曾黎明,胡兵.回收聚苯乙烯泡沫再生利用的研究现状及发展趋势[J].国外建材科技,2006(4):3-6.
[6] 侯树亭.中国EPS泡沫塑料回收利用状况及技术进展[J].塑胶工业,2006(5):25-27.
[7] 唐赛珍.遵循“循环经济”理念,探析聚苯乙烯泡沫餐具重返市场的前景[Z].广东:塑胶工业,2005:34-48.
Research on key techniques of waste polystyrene foam recycling
LI Zhijie,ZHANG Wenjie,LUO Jingke
(Shanghai Intco Industries Co.,Ltd,Shanghai 201417,China)
The recycling profiles,source and classification,recycling methods,the technology bottleneck of abandoned polystyrene (PS)foam plastics were introduced in this paper.And it mainly discussed the process and progress of recycling and modification of abandoned PS foam by molten granulation,and sorts of raw material suitable for different granulation processes,as well as the direction for utilization.The performances of polystyrene particles recovered from different granulation process were also compared.
polystyrene;foam;recycle;recover
X783;TQ32
A
1674-0912(2012)06-0030-05
2012-04-20)
李志杰(1964-),男,湖南湘潭人,大学本科,高分子材料专业,高级工程师,主要研究塑料回收再生和塑料改性加工。