基于3D视觉的动车组车窗机器人玻璃安装与涂胶系统
2012-08-29魏京利齐立哲孙笃玲
魏京利,齐立哲,孙笃玲
(1.南车青岛四方机车车辆股份有限公司,山东 青岛 266111;2.廊坊智通机器人系统有限公司,河北 廊坊 065001)
动车组侧窗玻璃的密封性能是衡量动车车辆质量的重要指标之一,玻璃安装及涂胶过程是动车组装很重要的一个环节.目前主要由人工完成,人工在此过程的作业存在效率低、劳动强度大等问题,特别是随着高铁事业的快速发展,对车辆的需求越来越大,人工作业的问题越来越突出.在这种背景下,开发自动化的侧窗玻璃安装及涂胶设备具有重要的现实意义.
很多学者及单位在汽车玻璃自动化安装与涂胶方面进行了研究并设计了相关系统,刘颖等人[1]根据设计实践及理论介绍了几种玻璃涂胶机器人工作站或生产线的总体布局方案并进行分析比较;任令章[2]采用2D视觉系统,解决了机器人无夹具定位手爪对各种型号车顶的位置定位、搬运和涂胶的要求;唐德威等人[3]对涂胶机器人智能系统的视觉部分进行了应用研究,系统引入了模式识别、基于图像的NC代码生成、胶线表面质量检测等关键技术;郗安民等人[4]设计了汽车前后挡风玻璃机器人涂胶工作站;黄继伟[5]介绍了一种用于汽车车身的涂胶工作站;于国辉[6]介绍了机器人涂胶示教过程中存在的几个常见难题,对其进行了分析并给出了处理方法.
本文介绍了一种针对高速动车组车窗自动化玻璃安装与涂胶的机器人系统,该系统主要包含机器人系统、三维视觉定位系统、玻璃吸盘及涂胶系统.采用三维视觉定位技术,使系统无需设计机械定位装置,就能够保证机器人正确抓取玻璃并能自动实现玻璃安装及涂胶过程;设计了实验系统并对相关问题进行了实验研究,验证了系统设计的有效性;采用此系统可以大大提高生产效率、降低人工劳动强度及保证生产质量.
1 动车组车窗机器人玻璃安装与涂胶系统
如图1所示,此机器人涂胶系统主要包括机器人及其控制器、机器人导轨、涂胶系统、玻璃上下料台及中转台及3D视觉系统等,其中3D视觉系统采用廊坊智通机器人系统有限公司开发的机器人三维激光扫描系统.

图1 系统仿真布局图
2 玻璃及车窗定位方案
为了实现动车组车窗玻璃自动安装及涂胶过程,需要对玻璃和车窗进行定位.下面详细介绍机器人3D视觉系统测量原理及玻璃和车窗的定位过程.
2.1 视觉系统测量原理
机器人视觉测量系统包括机器人、扫描仪及被扫描物体,此系统有几个重要的坐标系,如图2所示.
Base:机器人基坐标系,是整个系统的固定不变的参考坐标系.
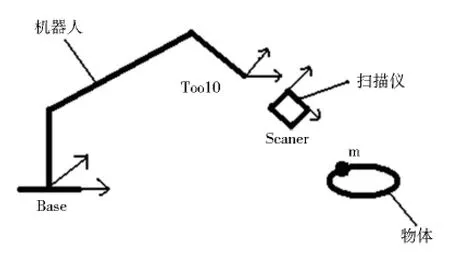
图2 视觉系统测量原理图
Tool0:法兰盘坐标系,是固定在机器人末端,随机器人运动而变化的坐标系.
Scanner:扫描仪坐标系,是三维扫描仪固有的一个坐标系.
其中Tool0与Base之间的转换矩阵通过机器人内部参数已知;Scanner与Tool0之间的转换矩阵通过标定也已知,这样空间中物体上的某一点m的空间坐标可通过下式得到:
其中:BasePm为被扫描点在世界坐标下的坐标,BaseTTool0为机器人末端位姿,Tool0TScanner为三维扫描仪坐标系与法兰盘坐标系的转换矩阵,ScannerPm为被扫描点在三维扫描仪坐标系下的坐标.
通过机器人的运动,便可以获得空间中多个点的坐标,从而重构出物体的三维模型.
2.2 机器人定位过程
玻璃及车窗机器人定位过程具体如下:
(1)通过机器人视觉扫描系统测量出工件的三维模型;
(2)采用ICP算法[7],对前扫描点云与标准点云进行匹配,获得玻璃在空间内的位姿变化量ΔT;
(3)根据计算出的玻璃在空间内的位姿变化量,调整机器人位姿,实现玻璃的定位过程:机器人一般会有相应的运动指令,如MoveLP,speedX,z1,ToolX\WObj:=wobjX),执行此指令,机器人会运动到目标位姿P(这里为机器人抓玻璃的点,一般预先示教).当玻璃位姿发生变化时,机器人执行此指令时就不能正确抓玻璃、安装玻璃及涂胶了,需要通过下式对目标位姿进行校准:

其中P为预先示教的机器人抓取玻璃的位姿点,P′为计算出来的新的机器人抓玻璃的位姿点.
通过上述过程,即使玻璃或者车窗位置发生变化,机器人也能正确抓取玻璃并安装到车窗上去及实现涂胶过程.
3 实验过程
3.1 实验系统
实验系统组成如图3所示.机器人采用ABB6620型机器人,它专为汽车工业客户度身定制,除ABB标志性的防碰撞、低维修成本之外,增添了紧凑性、敏捷性等多种特色;三维扫描仪采用廊坊智通机器人系统有限公司的三维激光扫描仪.
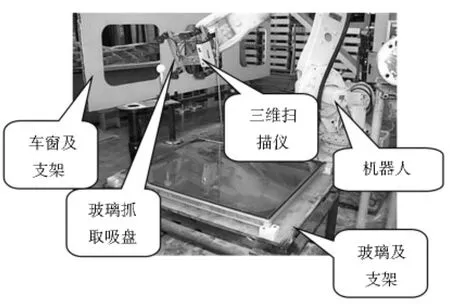
图3 实验系统组成
3.2 实验过程介绍
(1)示教一个机器人抓玻璃的初始位置,如图4所示.

图4 机器人抓玻璃初始位置
(2)人为改变玻璃支架位置,此时如果还按机器人原来程序执行,机器人抓玻璃的位置会发生变化,如图5所示.由于玻璃位置发生了变化,如果直接抓取玻璃,后面就不能正确将玻璃安装到车窗上去.
(3)玻璃扫描、定位:经过机器人三维激光扫描仪,对玻璃进行扫描后,自动找到玻璃移动后的位置,玻璃扫描过程、扫描结果及定位过程如图6、7所示.
(4)更新机器人程序,重新执行机器人程序,机器人抓取玻璃的位置又恢复到了初始示教的位置,如图8所示.

图5 机器人抓玻璃位置变化比较图

图6 玻璃扫描过程

图7 扫描结果及定位过程
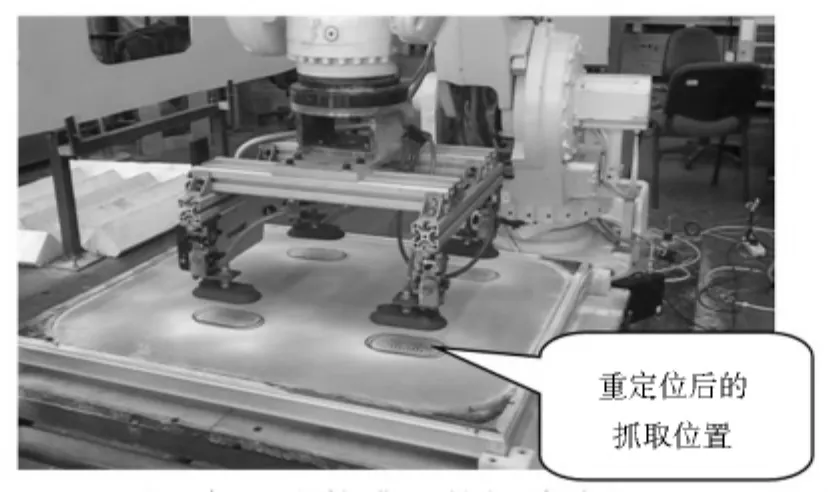
图8 机器人校准后的抓玻璃位置
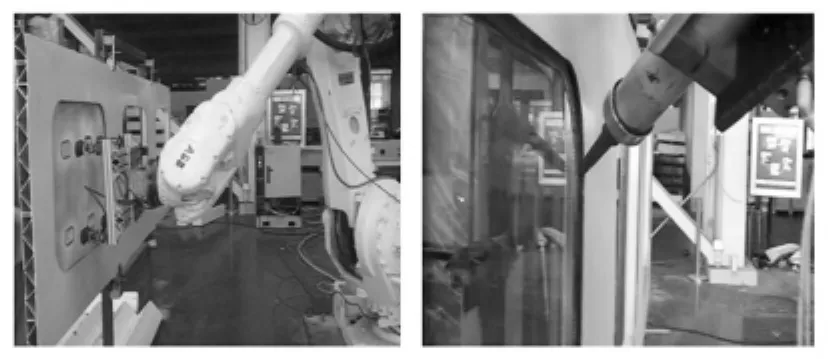
图9 机器人玻璃安装及涂胶过程
(5)程序更新后的玻璃安装及涂胶过程如图9所示.通过实验过程和结果可知,当玻璃位置发生一定变化时,通过三维视觉系统可以对其进行重新定位,为实现自动化玻璃安装及涂胶过程提供了有力的技术保障;采用3D视觉系统可以对工件的空间定位误差进行测量,相比传统2D视觉系统更具有通用性.
4 结束语
基于三维扫描视觉系统开发了具有定位功能的动车组车窗安装玻璃及涂胶机器人系统,详细介绍了系统的组成、玻璃及车窗定位方案及实验过程,为动车组车窗安装玻璃及涂胶过程提出了一套自动化应用方案.此系统的开发成功,可以大大提高生产效率、降低人工劳动强度及保证生产质量.
[1]刘颖,郗安民,邹静,等.轿车挡风玻璃涂胶机器人作业方案分析[J].机电产品开发与创新,2005,18(1):30-31.
[2]任令章.视觉系统在机器人车顶涂胶手爪上的应用[J].制造业自动化,2010,32(4):148-151.
[3]唐德威,宗德祥,邓宗全,等.涂胶机器人视觉系统的应用研究[J].机器人,2006,28(1):1-4.
[4]郗安民,刘颖,狄春良,等.汽车玻璃涂胶机器人工作站[J].机电产品开发与创新,2004,17(5):39-40.
[5]黄继伟.机器人车身涂胶系统的应用[J].汽车工艺与材料,2011(2):51-56.
[6]于国辉.机器人涂胶示教系统难题的处理[J].中国设备工程,2010(6):32-33.
[7]李必卿,蔡勇.一种改进的ICP算法在多视配准中的应用[J].机械工程师,2009(2):73-75.
