精密镗削调刀器的设计与应用
2012-08-29赵忠刚
赵忠刚,张 彬
(山东塔高矿业机械装备制造有限公司,山东 宁阳 271411)
镗工可谓机械加工行业中技术最复杂的工种之一,有许多地方尊称镗工为“万能镗”。一名合格的镗工,需要有较好的理论基础和业务素质。镗工在进行精密加工时,对于无微调镗刀的情况下,在使用普通镗刀时,敲刀是一关键工序,并且不易掌握。有时在进行镗孔时敲刀后,通过试镗、测量,发现工件孔口处的尺寸为合格尺寸,但当把内孔完全镗削后,再进行测量时,会发现工件孔内部有扩大或减小的现象,扩大的情况叫“扎刀”,减小的情况叫“让刀”。
对于“让刀”的情况,可以再重新进行加工,通过返工修复。但对于“扎刀”的情况,有时会造成工件的返修与报废,其危害较大。特别是对于操作镗床三年工龄以内的员工,此问题的发生更为突出。
为此,我们经过多年的推敲与探索,结合内孔镗削的实际特点,设计了精密镗削调刀器,解决了上述问题的发生,在实际应用中,效果良好。
1 镗削敲刀及缺陷
通常情况下,镗工在镗削内孔时,通过敲刀的方式,对刀具实现加工工件孔时的径向进给,一般用手锤类工具轻敲刀块后端,使刀块在镗刀杆的刀杆放刀槽中滑移,以实现刀具进给的目的。注意:敲刀前需适当松一下紧刀螺钉,敲刀后再将紧刀螺钉拧紧即可。
其缺点是,此敲刀方式通常是在试镗、测量孔径不合格后进行的,并且是在镗刀杆安装在机床主轴锥孔里的情况下进行,这就导致在敲刀时,镗刀杆的锥柄部分与机床主轴的锥孔产生频繁的震动冲击。时间长了,将会导致镗刀杆锥柄与机床主轴锥孔,产生椭圆现象,使它们的定位装卡精度降低,这将导致镗削过程中镗刀杆在机床主轴锥孔内产生松动摇摆现象,并且随镗削过程中的震动,镗刀杆与主轴接触状况会发生“弹性”类型的变化,最终导致被加工孔的内孔椭圆、工件内孔的表面粗糙度降低或产生震动波纹、出现“扎刀”或“让刀”现象。更严重者,将会使镗刀杆在高速旋转状态下从机床主轴锥孔中脱出,造成工件或刀具的损坏。
同时,由于镗刀杆锥柄和机床主轴锥孔的椭圆问题,亦造成镗工在敲刀后,刀具进给尺寸产生规律失衡的进给现象。
正常情况下,有经验的镗工师傅结合镗刀的松紧程度、刀块的大小及其表面粗糙情况、镗刀杆的粗细及长度等特征,对敲刀的进给量,通过感觉是有一定的规律可控的,但也很难一次就敲刀成功,往往需要几次才能完成。在以往的紧固刀块方式中,对于几经紧固使用的刀块,由于紧刀螺钉已将其经常被紧固的部位挤压出凹痕,在敲刀后再紧固刀块时,刀块容易产生滑移,导致敲刀量达不到预想的数值,需重新敲刀或对刀块修磨后再进行安装、校对。
2 精密镗削调刀器的设计分析
通过对以往镗削方式敲刀进给的缺陷分析,如果采用不敲击刀块的进给方式,镗刀杆锥柄与主轴锥孔就不会发生震动冲击,它们的装配精度,就能得到可靠的保证。
为此,可采用在不敲刀情况下的螺旋顶刀进给的创新方式。如图1 中的序号1 调刀器卡套、序号2刻度螺套和序号3 调刀螺钉组成的调刀器,利用其对刀块进行进给,可实现在不敲刀情况下,对刀块进行螺旋顶刀进给。
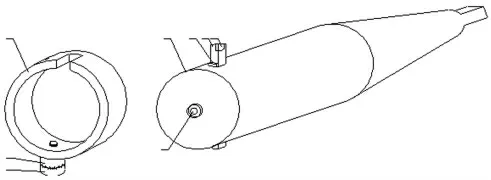
图1 调刀器与镗刀杆具示意图
为保证刀块进给量与调刀螺钉旋拧的数值一致,必须杜绝在调刀过程中调刀系统各零件的弹性变形,即调刀系统各件的刚性,必须满足调刀螺钉在顶刀过程中不发生变形的需要。在整个调刀系统中,当调刀螺钉在顶刀过程中发生弹性变形的,只有调刀器的卡套。
为此,调刀器卡套的厚度必须足够,通常为15 mm,最好是采用45 号钢制做,并经过淬火处理。为保证其刚性足够和方便安装使用,其内孔最好略大于镗刀杆安刀处的直径即可,一般略大0.3 mm。
为使调刀螺钉旋拧数值明确,可在调刀器卡套上焊接一带刻度的螺套。选择调刀螺钉的螺距为1 mm,可将调刀螺钉和螺套的外圆刻上200个均布的细线。当旋拧调刀螺钉时,每转动一个线格,调刀螺钉便轴向移动0.005 mm,同时可使刀块在镗刀杆上径向移动0.005 mm,被镗削内孔直径可增大0.01 mm。
3 刀块紧固方法的创新
如果在紧刀螺钉与刀块之间,加一个垫板,可以避免发生紧刀螺钉直接对刀块挤压,而使刀块被顶部位产生固定的压痕,并可解决刀块调整后再紧固时的偏移现象,从而确保刀块进给量的稳定性。
4 应用技巧与注意事项
使用精密镗削调刀器时,首先将镗刀杆装入镗床主轴锥孔中,并对工件孔进行微量试切削,然后测量一下此时工件孔的直径,看与图纸要求尺寸差多少,再将图1 中的调刀器卡套部分套在镗刀杆上,先松一下紧刀螺钉,旋拧调刀螺钉使其顶在刀块后端,记下此时的刻度后,再旋拧调刀螺钉,将刀块由镗刀杆中向外推移,达到需要的刻度值,再将紧刀螺钉适当拧紧即可。
通常情况下,当试切削后工件孔余量大于0.1 mm 时,最好不要一次将刀块调整到位,一般是先按工件孔的下限调整,试切削后,再作微量的调整。
为使垫板在调整刀块时不产生滑移,可以在其与紧刀螺钉接触的部位,加工一个定位凹面,紧刀螺钉通过此凹面定位垫板,使其在镗刀杆刀槽孔中,不产生径向移动。
为使调刀准确,精加工的刀块表面必须平滑,并且各面相互平行。旋拧调刀螺钉时,紧刀螺钉必须对刀块有适当的压紧力,防止刀块自由松动。实际上,由于刀刃的刀尖不会在镗刀杆刀槽孔中心线上,当刀块在镗刀杆刀槽孔中进给时,镗刀杆中心至刀尖的半径伸长量,是略小于镗刀块的进给量的,即调刀螺钉的进给值,是大于镗刀杆中心至刀尖的半径伸长量的,但可忽略不计。调刀螺钉的螺纹部分,必须经常涂油,当磨损严重时,必须及时更换。
5 应用的优点
通过应用该型精密镗削调刀器,对镗削内孔的刀块微调,较好地控制了精密镗削的加工精度,降低了精密镗削对镗工业务素质的要求,使高难的复杂镗削敲刀工步,变为简单易控的通常工步。同时,避免了普通敲刀方式下的各类弊端。
该精密镗削调刀器,亦可应用在对刀仪上,对镗刀块进行调整,防止通常敲刀时镗刀杆锥柄与对刀仪锥孔产生的高频震动,从而保护其精度,延长使用寿命。
6 结束语
该调刀器的设计构思巧妙,结构简单,便于操作,很值得在镗削加工行业和类似行业进行推广,特别是新员工较多的新企业,更值得推广应用。
[1]高泽远,王 金.机械设计基础课程设计[M].沈阳:东北工学院出版社,1987.
[2]邓建新,赵 军. 数控刀具材料选用手册[K]. 北京:机械工业出版社,2005.
[3]朱龙根. 机械系统设计(第二版)[M]. 机械工业出版社,2002.