发动机快速工艺过程优化技术研究
2012-08-26杨秀才崔万瑞
于 航,杨秀才,崔万瑞,王 静
YU Hang, YANG Xiu-cai, CUI Wan-rui, WANG Jing
(长春设备工艺研究所, 长春 130012)
0 引言
工艺过程优化包括数控程序优化、工艺方案优化和工艺参数优化等内容。将快速工艺优化技术应用于发动机的关键零件加工中,能够克服零件加工工艺准备周期长、数控加工效率低等问题。提高设备利用率,获取最大生产率,增强企业的快速响应能力。
从制造特征的角度出发对发动机机体、缸盖零件的加工工艺知识进行分析分解,通过针对零件特征制造方位面的特征比较,应用制造特征与加工工艺元映射和匹配性算法工艺路线优化技术,进行工艺方案设计,缩短工艺设计周期。
1 工艺知识库知识获取及快速工艺设计与重构技术
基于实例的加工工艺设计系统的工作流程是输入待解决的问题的内容、初始条件及其他相关信息;检索和提取实例,根据问题的要求、初始条件,从实例库中提取一个与当前问题相似的实例;评价与修改实例,从实例中找出最相似的实例,形成目标问题的解决方案,经修改后满足设计要求;存储实例,问题解决后,将形成的工艺作为新的实例存入工艺知识库中。其中基于实例的工艺设计与重构系统工作流程如图1所示。
从制造角度看,零件方位面上的特征是由一系列制造特征组成,制造特征中包含了形状、精度、粗糙度等信息,根据制造特征进行工艺决策可以确定制造特征的加工工序。每个特征最终的表面是需要经一系列加工才能成形,它对应着一组加工链,称之为特征工艺段。特征工艺段定义为加工某一特征形体(特征几何与拓扑实体),并能满足其技术要求的工序集。在不同的加工环境下每个特征对应着不同的加工方法,当制造环境确定时,具体的加工方法也就确定下来。一个特征工艺段是由若干个工艺元,即加工工步,按一定顺序组成。特征工艺段的确定主要包括该特征加工的加工工步的选择、工艺参数的选择、量具的选择,其中加工工步是由特征尺寸、精度、表面粗糙度以及加工环境等众多因素综合决定的。
从制造角度上看,每一个制造特征MFi都对应着一个或多个工艺元P1,P2,…,这些工艺元组成了该制造特征的特征工艺段,设:fp={P1,P2,…}。制造特征MF与特征工艺段fp存在着映射关系,记为如下映射函数:
MFi→ fpi=φp(MFi)
其中φp为工艺映射函数。
在工艺设计中,应该根据制造特征之间的相互关系确定各个制造特征的先后加工顺序,平行特征之间由于不存在约束关系,其加工可以不分先后顺序,但在相邻特征必须考虑其接口处的特征工艺融合,而关联特征则必须遵循一定的顺序安排,如先面后孔等加工原则,因此在生成特征加工顺序时,关联特征确定了特征的先后加工次序。而平行特征使系统产生了多重加工路线看,可通过工艺路线优化来找出最优方案,所以可通过特征关系的分析,确定所有特征的先后加工顺序。
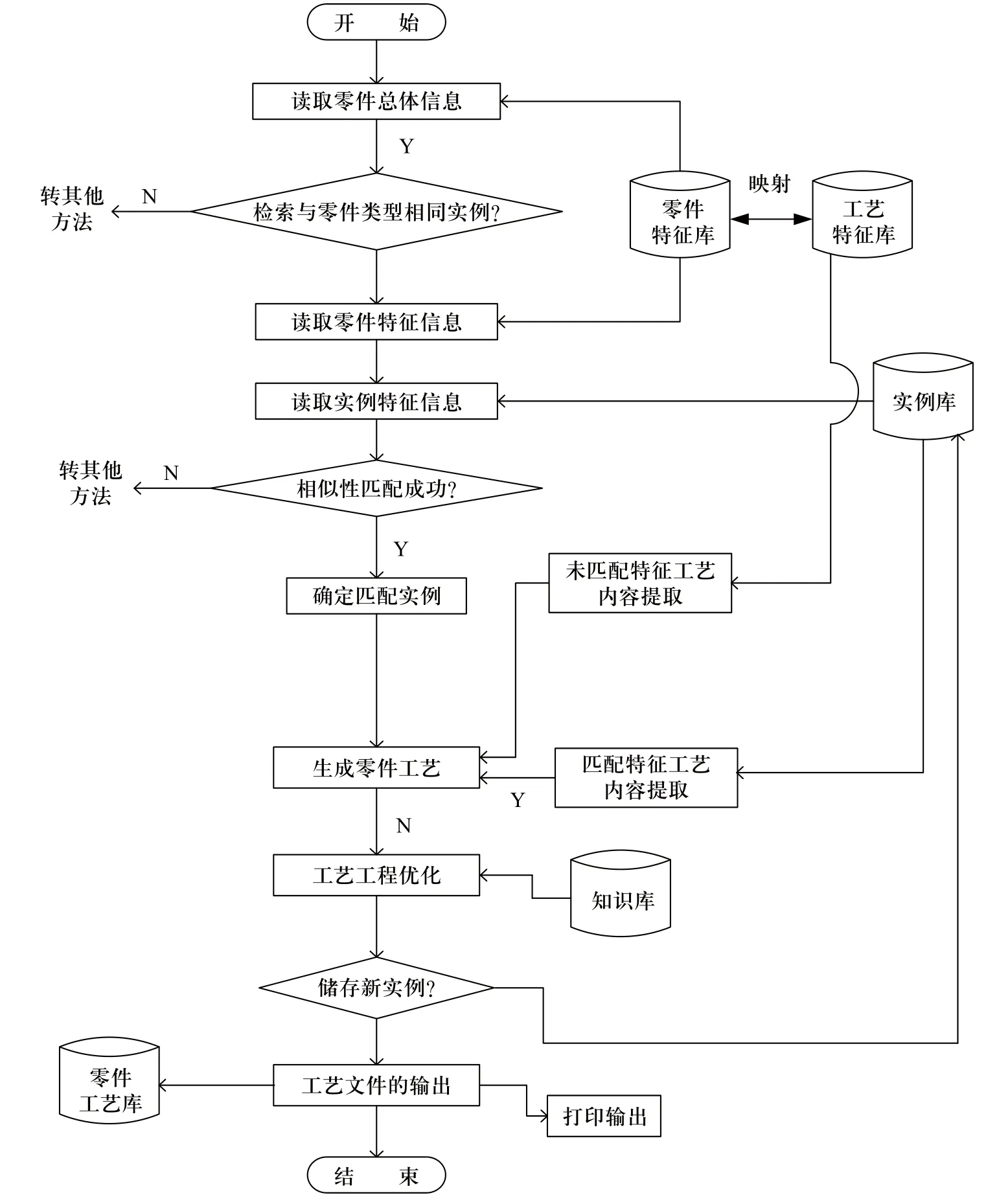
图1 基于实例的工艺设计与重构系统工作流程图
制造特征工艺段的获取,主要是通过对新零件特征的几何信息、工艺信息和实例零件的特征几何信息、工艺信息进行比较,并通过对实例增、删、改获取的。具体有三种形式。
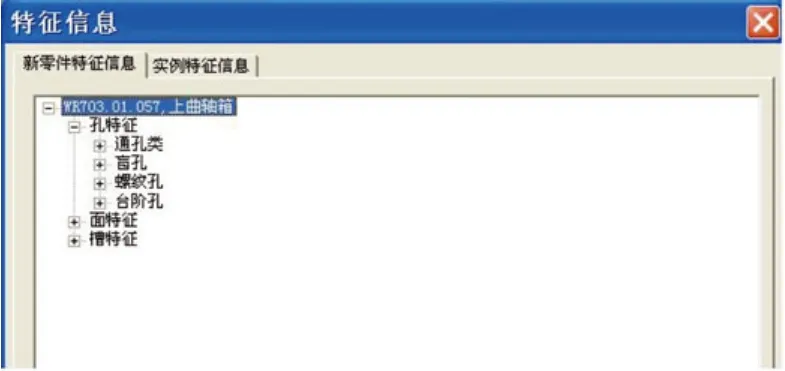
图2 提取新零件与典型零件特征信息
1)新零件有实例零件没有的特征工艺段,通过添加特征工艺段获取;
2)实例零件有新零件没有的特征工艺段,通过删除实例特征工艺段实现;
3)实例零件有新零件也有,但是特征的几何、工艺信息有变化的特征工艺段,通过更改实例特征工艺段获取。
工艺优化系统运用快速工艺设计与重构技术完成新零件与典型工艺实例进行比较。提取新零件与典型零件特征信息,如图2所示。
根据实例特征的工艺信息进行修改,完成新零件特征的工艺信息。如图3所示。
2 工艺过程优化及优化算法
在制定零件加工工艺路线时,存在多种备选方案,因此需要一种有效、直观、既能描述、分析、又能计算和判断的工艺路线优化技术,以提高数控设备的利用率,减少加工成本,提高加工精度。

图3 实例特征的工艺信息
2.1 加工一般原则
根据发动机机体、缸盖零件的特点,工艺准备优化系统的工艺设计应遵循的加工规则。
1)先面后孔:先加工方位面特征,后加工所在的孔特征。
2)先粗后精:先进行粗加工,半精加工或精加工。
3)孔加工按照先钻中心孔,钻孔、后或铣孔、镗孔、绞孔。
4)螺纹孔按照先钻中心孔,钻孔、攻丝。
5)先换刀后转位:考虑到大型箱体类零件的特殊性,基本上应遵循先将某方位面上的所有特征加工完毕,再进行转位。
2.2 相同工步组
相同工步组:一把刀具完成零件一次装夹所能完成的所有特征工步称为相同工步组。
根据发动机机体、缸盖零件的实际情况和数控机床的特点,特征加工工步序列生成后,将在同一方位面的相同刀具的若干加工工步序列视为一组,称为一个相同工步组。在加工过程中,我们将每一个面的特征对应的工步信息,按照刀具的类型几大小利用堆排序的方法,快速的进行相同工步组的合并。
2.3 基于广度优先图搜索与回溯相结合的工艺路线优化算法
完成相同工步组的合并后,要进行相应工步组内的工艺路线的决策。由于机体零件的庞大性和繁琐性及数控机床的加工特点,对其内部的合理排序尤为重要,合理有效的工艺路线可以极大地缩短加工时间。在机床的加工过程中应尽量减少整个加工过程的走刀路程,即完成整个过程的最短路径的决策。从而,我们将相同工步组内的各个孔可以看做一个强连通图的拓朴结构。如图4所示。
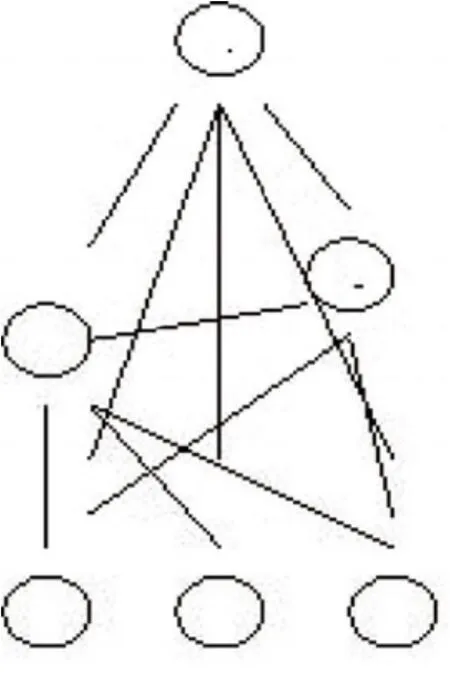
图4 拓扑结构
最短路径的决策可以利用模糊搜索、动态规划、深度优先算法、广度优先算法、遗传算法和启发式搜索等,但模糊搜索、动态规划、深度优先算法、广度优先算法、遗传算法的算法复杂度较高,另外启发式搜索的估价函数比较难于确定;深度优先算法导致局部最优解;广度优先算法导致全局最优解;因此,我们采用了广度优先图搜索技术与回溯搜索技术相结合的方法;即侧重于广度优先的回溯算法。
广度优先的回溯算法:在相同工步组内,图的最短路径搜索为了加速图的搜索速度,进行对搜索空间的限定来减少搜索空间的范围。便有条件把搜索集中到会带来更大效果的其他路径上, 这就是中止对效益不大的一些子树的搜索,以提高搜索效率。同时为了能使解的有效性,当搜索完整个图时,进行比较是否有未进行的有效路径,回溯到新的起点进行新的搜索,直到搜索完所有的有效路径,从搜索结果中选择最优解路径。
搜索算法描述:
1)init 邻接矩阵T、搜索起始点 s0、搜索中间结果栈st1=NULL、搜索最终结果栈st2=NULL、未访问空间ts={s1,s2,s3, … , sn}、已访问空间tw={S0}、其中st1的元素结构包括已访问表s1’、未访问表s2’、新的起始点S0’。
2)选取从 S0 到 ts的最优代价点 s’, 判断ts内是否有点s”到S0的代价等于S0到s’ 的代价,若存在 s”,则 s1’= tw+{s”} , s2’=ts-{s”}, S0’=s”并入栈 st1 ;否则, ts= ts- {s’},tw=tw+{s’},S0 = s’。
3)判断ts是否等于NULL,若不等于NULL,则goto step2;否则将tw入栈st2。
4)否则判断st1,是否等于NULL,若不等于NULL,将st1进行出栈,ts=s2’。tw=s1’,S0=S0’ ;goto step2。
5)在st2栈中搜索最优解Q,则Q为所求的解路径。
3 结论
结合发动机机体、缸盖零件的数控加工成熟的工艺技术,以特征作为工艺实例, 通过特征的映射技术,基于工艺实例优化算法,解决了具有复杂特征的工艺实例相似检索问题。采用分层递阶思想组织实例库, 实施三级匹配策略, 最终得出相似实例, 优化了设计手段。这项技术已经应用到企业,能较好地解决企业工艺知识的缺乏和获取困难的问题,实例库在使用中不断丰富,工艺路线不断得到优化。
[1]王先逵. 计算机辅助制造.清华大学出版社.
[2]蒯晓俊. 发动机制造快速工艺准备与工艺过程优化技术总结. 中国兵器工业集团第五五研究所.
[3]王恩德. Visual C++. NET程序设计教程.清华大学出版社.
[4]冯华. Visual C++数据库开发技巧与实例. 机械工业出版社.
