大型抛物面天线轮廓度评价方法
2012-08-26臧嗣鑫李郝林
臧嗣鑫,李郝林
ZANG Si-xin, LI Hao-lin
(上海理工大学 机械工程学院,上海 200093)
0 引言
随着现代通讯业的迅速发展,大型抛物面天线已被广泛应用于通讯中,特别是军事和航天事业中。工程中,天线反射面在制造和安装时往往不能与原设计抛物面完全吻合,并且在各种外部因素如自重等作用下也会发生变形,导致天线表面精度大大降低。然而,天线电性能指标在很大程度上依赖于反射面表面精度,所以随着天线工作环境越来越复杂,工作频段愈来愈高,准确分析其反射面的表面精度就显得非常重要。但是在众多的科技文献中,大部分都是关注于天线设计与其计算理论,但较少有人关注于抛物面天线检测和轮廓度评价的研究[1,2]。
在实际中,抛物面天线的CAD模型是已知的,本文的重要工作就是在已知CAD模型的前提下,利用测得的数据准确评价抛物面天线的轮廓度。在对抛物面天线反射面进行测量时,由于零件本身形状较大等因素的影响,使得测量坐标系与设计坐标系之间会产生一定的偏差,这种偏差将会对自由曲面的轮廓度的评价产生不利的影响,因此需要设计一种测量和数据处理方法来适应实际生产中对自由曲面的高精度测量要求。面轮廓度误差评定通常按照最小区域原则进行,但由于最小二乘法具有计算简单、易于实现的优点,而且精度也能满足要求,所以本文提出一种基于最小二乘法[3]和遗传算法的大型抛物面天线轮廓度误差评定方法。
1 算法涉及的基本概念及预处理
1.1 理论轮廓与实际轮廓
在面轮廓度评定中有两类理论轮廓的表达式,即以标准曲面方程表达或给出理论轮廓的有限个节点坐标值。本文研究的理论轮廓是以标准曲面方程给出的。被测轮廓是用三坐标测得的测头中心轨迹的坐标值Ei(xi, yi, zi),i=1,2,…,N表示,测头与被测轮廓接触点的坐标值为Qi(xi, yi, zi),i=1,2,…,N,令测头半径为R,那如何由测得的Qi(xi, yi, zi)评价轮廓度是本文的重要问题,具体的解决办法将在2.4小节得到体现[4]。
1.2 测点与测量方法的选取
对曲面面轮廓度误差评价最关键的就是获取点位信息的正确性、准确性。同时在采用三坐标测量机(CCM)触发式测头进行测量时,一般按照接触测量的原则,这样易于进行测头半径补偿,而且能有效的防治测量中干涉现象的产生。在测量中,将工件稳固的放在工作台上,目视使其对称轴平行于机器的Z轴(一般可达3°左右),沿着Z轴的方向依次在垂直于Z轴的平面与抛物面的截线上测数据,截面面积越大,测量时测的数据点数要求越多。
1.3 被测轮廓节点与理论轮廓之间的距离
从轮廓度定义知,用理论轮廓到被测轮廓点的距离来评价面轮廓度误差。在试验中,已知实际被测点(即测得的数据)和理论轮廓的标准方程,通过计算,就可以得到被测点到理论轮廓的法向距离。
2 轮廓度误差评价的具体方法
大型抛物面天线反射面轮廓度误差的评价的核心是移动、旋转测量点群使其与理论轮廓有很好的吻合。本文采用最小二乘法构造目标函数来评价旋转后被测曲面与理论曲面的吻合程度,找到最佳的移动和旋转参数,进一步求得轮廓度误差值。
2.1 数学模型建立及预处理
在抛物面天线安装或检测中,测量系统给出的离散点三维坐标一般是在测量坐标系下。由于测量点的三位坐标系是在测量坐标系下,因此列方程必须进行坐标变换,将被测曲面的点云移动到与理论曲面极大吻合的地方,需要解决两个问题,一是平移矩阵,二是旋转矩阵[5]。
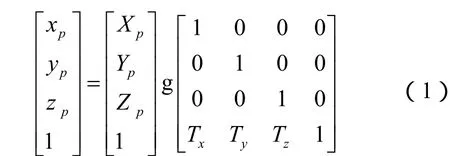
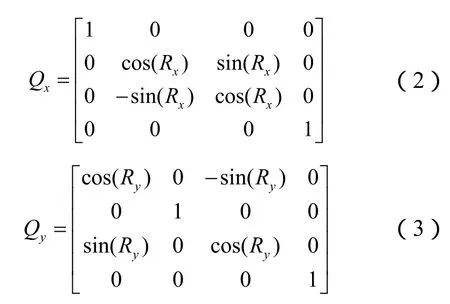
则经过旋转后的坐标为:
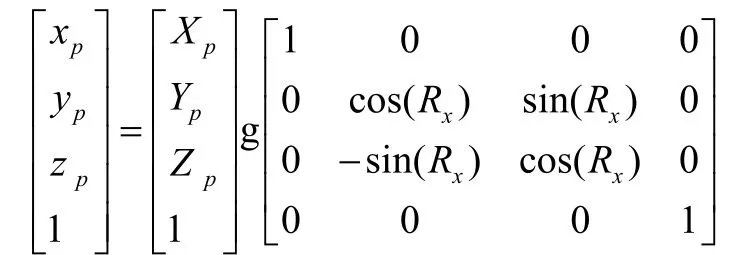
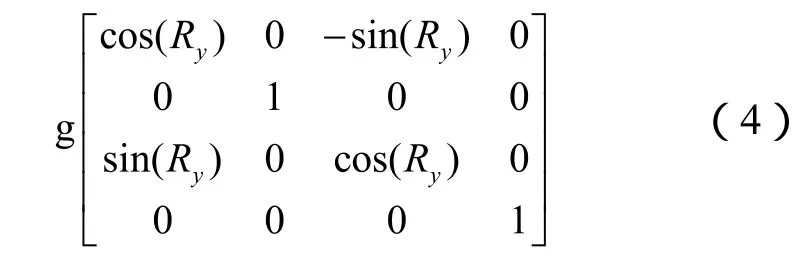
因为在Z方向的旋转不影响被测点云与理论轮廓的吻合程度,需要不计算Z方向的旋转矩阵。所以本文的目的就是通过合适的手段来优化Tx, Ty, Tz, Rx, Ry五个参数,选择合适目标函数,达到最大的吻合程度。
2.2 轮廓度误差评定方法
采用最小二乘法对离散点进行平移和旋转达到一种最适合的吻合程度,因为本文中需要优化的参数有5个,遗传算法能有效的解决多变量优化问题,但是需要一个合适的目标函数。
通常使用的目标函数有4个:以轴向偏差最小量为目标函数、以径向偏差最小量为目标函数、以法向偏差最小量为目标函数和以焦距最小量为目标函数。本文中在测量时使用的就是触发式测头进行测量,测的是法向的数据,所以选择以法向偏差测量最小量为目标函数,这样利于数据处理和半径补偿[6]。
本文以理论轮廓的标准曲面方程建立坐标系,对测得点的坐标值向标准曲面方程坐标系进行适当的偏转,利用数学知识求得偏转后的点到理论曲面的方向距离εi,再以法向偏差最小为目标函数,利用遗传算法优化5个未知参数,达到最佳的吻合程度。本文中利用RMS均方根值δn最小为目标函数[2]:
利用遗传算法,迭代结束后得到的RMS均方根值δn就作为评价抛物面曲面轮廓度的值。
2.3 利用遗传算法处理时的简化
利用遗传算法优化Tx, Ty, Tz, Rx, Ry5个参数,由于参数较多,常常会导致不能收敛或者收敛速度很慢,所以需要选择合适方法来减少优化参数的数量。
在测量时,选取Z轴较高的位置,选取两个间隔较大的交线(Z为某一数值时的XY平面与抛物面的交线),在测量这个交线的数据时,需要均匀的测量足够多的点,保证测量出来的坐标值能精确的反应这个交截面的型心。通过计算出来的两个型心的连线计算出与标准坐标系的夹角作为,这样就可以简少优化的参数。
2.4 测头半径补偿
从2.2小节中的内容可以知道,本文以RMS均方根值δn最小为目标函数,且就以RMS均方根值δn作为评价抛物面曲面轮廓度的具体数值。分析图1可以知道,测头的圆心与被测点的连线就是被测点的表面法矢,他们之间的距离就是一个测头半径。实际试验采集到的数据是测头中心的坐标,经过2.3节获得的偏转参数偏转之后,就能消除被测轮廓的Z轴与实际轮廓的Z轴不平行,只需要通过遗传算法优化得到X、Y、Z方向的平移参数,就可以使测头中心轨迹轮廓、被测点轮廓和实际轮廓保持两两间距相等的关系[7]。
在计算目标函数时,本文采用的是计算法向距离。由于已经消除X、Y方向偏转参数的影响,在计算目标函数时,假设偏转和偏移的点在抛物面曲面内部的为正,外部的为负值,然后在这个数值的基础上减去一个测头半径值,以这个数值来计算均方根值进而优化平移参数和评价抛物面轮廓度。这样就可以有效的消除测头半径的影响,达到测头半径补偿的效果。
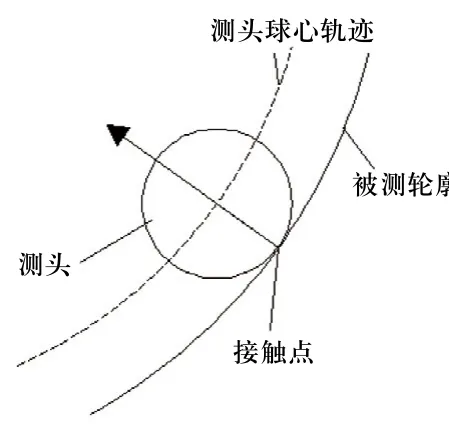
图1 测头半径补偿
3 抛物面曲面轮廓评价仿真及结果
为了验证算法的正确性,仿真时以x2+y2=z为标准抛物面方程,任取曲面上的20个点,先进行平移和旋转,再在这些点的X,Y,Z某一个坐标值上随机加一个微小变动值,从而得到另外一组数据,通过本文提出的方法来验证计算的结果是否能达到很好的精度。虽然本例中使用的是很小的一个抛物面,但是只要能在小抛物面上达到良好的效果,可以验证方法的正确性,就能说明此算法能很好的用到大型抛物面曲面轮廓度的评价上。
试验中选取20个点的坐标作为分析对象,测头的半径补偿暂不作考虑,测得的数据如表1所示。
通过matlab编写运算程序,计算得到的轮廓度误差结果是0.03,精度已经基本符合要求,能很好的实现评价轮廓度误差的目的。
4 结论
本文采用遗传算法和最小二乘法相结合的方法对大型天线抛物面反射面的轮廓度误差进行评价,以测点到标准曲面的均方根值作为具体评价标准,可以消除测量基准与标准抛物面曲面基准不一致导致的误差,得到很好的评价结果。由于优化的参数较多,计算时间较长而且精度也有可能受到影响,本文中采用一定的处理预先求到两个参数,减少优化的变量数目,大大的节约计算时间,也能提高计算结果的精度。最后仿真的结果验证了算法的准确性,提高了可行性。
[1]李剑, 鞠华, 王恒奎, 王文, 陈子辰. 自由曲面测量研究综述[J]. 测量与设备, 2001, 1: 8-11.
[2]王从思, 段宝岩, 仇原鹰, 杜敬利. 一种抛物面天线形状误差的合理评价方法[J]. 上海理工大学学报, 2006,28(1): 14-18.
[3]武殿梁, 黄海量, 丁玉成, 赵万华. 基于遗传算法和最小二乘法的曲面匹配[J]. 航空学报, 2002, 23(3): 285-288.
[4]王东善, 李明, 卓军. 一种自由曲面轮廓度误差评定方法[J]. 机械设计与制造, 2004: 64-66.
[5]李剑, 王文, 陈子辰. 自由曲面测量若干关键问题研究[J].机械科学与技术, 2001, 20(5): 764-767.
[6]陈继华, 李广云. 离散点抛物面拟合的算法研究[J]. 天线技术, 2005, 35(4): 32-35.
[7]王红敏. 三坐标测量机测头半径补偿技术及应用[J]. 工艺与检测, 2010, 6: 109-115.
