混沌微粒群算法在离散型生产调度中的应用
2012-08-06陈宇航刘阶萍秦智晗
陈宇航,刘阶萍,秦智晗
(北京交通大学机械与电子控制工程学院,北京100044)
生产调度问题属于NP-hard问题,是一种很难解决的理论难题。为了有效地解决生产调度问题,研究人员往往需要对复杂的问题进行理论分析,建立数学模型以求解不同的生产调度问题。但通过这类方法很难找到最优解,效果不理想。近年来,人们运用仿生型智能优化算法求解生产调度问题,如遗传算法、模拟退火算法、蚁群算法、微粒群算法等。
在生产调度领域,因为微粒群算法的概念简明、依赖的经验参数较少、收敛速度快、实现方便,所以短期内得到了一定的发展与应用,尤其是在离散型生产调度优化方法研究方面的应用越来越多[1~2]。但是微粒群算法容易陷入局部最优解、后期收敛速度慢,本文基于此对微粒群算法提出改进,在离散型生产调度优化中采用实际项目算例进行验证[3~4],在算法运行后期加快了群体的收敛速度,避免了容易陷入局部最优的缺陷,使目标问题的解更加接近最优解,提高了解的质量。
1 数学模型
离散型调度问题,也被称为非流水车间调度问题[5],该问题研究n个任务在m台机器上作业,已知各工序的作业时间和各工件的加工次序,而假设所有工件的工艺顺序不完全相同。离散型调度的问题一般有:火箭、飞机、船舶、武器装备、机械、玩具生产等行业[6]。对于此类问题,通常假定[7~8]:
(1)一个任务在同一时刻只能在一台机器上加工;(2)每台机器在同一时刻只能加工一个任务;(3)任务的加工时间在初始时确定,且在整个加工过程中保持不变;(4)任务的加工准备时间和运输与顺序无关,且包含在加工时中;(5)每台机器上加工各任务的顺序不完全一样;(6)每个任务在所有机器上的加工顺序是不完全一样。
此类问题一般需要满足以下2个约束条件:
(1)机器约束:每台机器在同一时刻只能加工一个任务;(2)工艺约束:每道工序必须在它前置的工序加工完毕后再进入下一道加工。
离散型调度问题流程如图1。将这一类问题的数学模型归纳如下[7]:
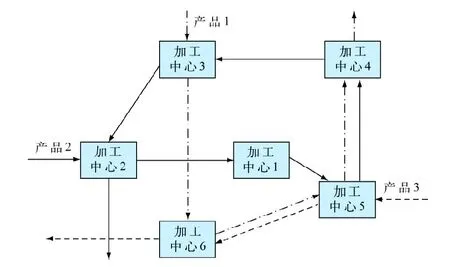
图1 离散型调度问题流程图
S.T.
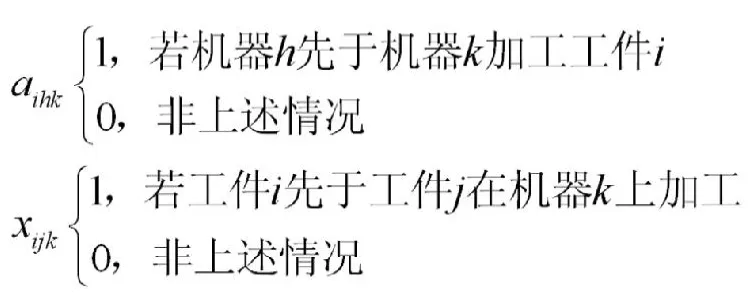
cik-pik+M(1-aihk)≥cih,
i=1,2,…, n;h, k=1,2,…, m
cjk-cik+M(1-xijk)≥pik,
i,j=1,2,…, n;k=1,2,…, m
cik≥0, i=1,2,…, n;k=1,2,…, m
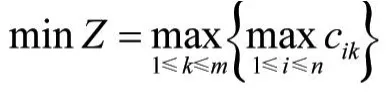
生产调度的目标即为产生一个优化的工件调度序列,使得最大流程时间尽可能的小。
2 基于混沌的微粒群算法
微粒群算法,又称粒子群优化(Particle Swarm Optimization,PSO),是一种演化计算技术,来源于对一个简化社会模型的模拟[9]。该算法在图像处理、模式识别和多目标优化等领域得到广泛应用。
微粒群算法后期容易陷入局部最优解且收敛速度慢,本文提出了基于混沌的微粒群算法(Chaotic Particle Swarm Optimization,CPSO)来求解复杂的调度离散问题[10]。利用混沌的遍历性特点进行优化搜索且能避免陷入局部极小,因此,混沌优化搜索方法已成为一种新颖的优化技术[11~12],将该技术嵌入到微粒群算法,增强其功能。
混沌微粒群算法的优化过程如下[13]:
(1)将所有微粒(种群规模为N)进行初始化,在一定的范围内随机设置微粒的初始位置x和速度v,微粒群的进化代数genn。
(2)设定混沌搜索部分的参数。加速常数c1和c2;惯性权重wmin和wmax;混沌变量序列长度m;粒子飞行速度限制设置,该维的速度被限制为该维最大度vmax,即vid∈[-vmin,vmax] 。
(3)在一定的范围内随机产生微粒的初始位置和速度,令迭代次数k=1。
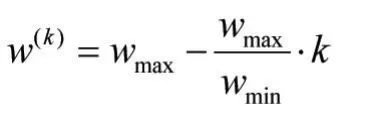
(4)根据下式计算惯性权重。
(5)对每个微粒,将它的适应值和它经历过的最好位置Pbest作比较,如果较好,则将其作为当前的最好位置Pbest;对每个微粒,将它的适应值和全局所经历最好位置Gbest作比较,如果较好,则将其作为全局的最优解。
为了使得到的结果不要超出所允许的范围,设定如果vk<vmin,则vk=vmin;如果vk>vmax,则vk=vmax;如果xk<xmin,则xk=xmin;如果xk>xmax,则xk=xmax。其中vmax和vmin为vk的取值范围;而xmax和xmin为xk的取值范围。
(6)在区间(0,1)内任取值rand(0,1),根据公式(1-6)计算Pk,比较rand(0,1)与Pk的大小,如果rand(0,1)≤Pk,则根据以下步骤进行混沌搜索,否则转到步骤(7)。
采用混沌搜索的概率计算公式:
其中k为迭代的次数。在算法初始,P值较小,整个程序以微粒群算法为主,以很小的概率调用混沌搜索,可以更好地保证搜索的速度。随着迭代次数的增加,k值增大,即P值越来越趋近于1,算法以更大的概率采取混沌搜索。这主要是因为在算法搜索的初期,微粒群算法搜索速度快,且具有很好的收敛性,采用微粒群算法就可以获得较好的搜索效果,但是随着搜索的进行,到进化后期,微粒群搜索收敛性越来越慢,因而采用混沌搜索来弥补这一弱点。因此,在整个搜索寻优的过程中既充分发挥了微粒子群算法简单易实现、搜索速度快的优点,又在进化后期有效地改进了微粒群算法,使得最后不会收敛到局部最优值。
下面介绍混沌搜索的具体过程:

c.对xld进行混沌搜索:


e.重复b、c、d步骤,直到一定步数内f*保持不变或达到给定的最大搜索步数,结束寻优计算,此时的即为算法得到的最优变量,f*为得到的最优解。
(7)计算适应度,确定全局最优值。
(8)按照速度和位置更新方程(1-1)更新微粒的速度和位置。
(9)如果还没有达到结束条件(通常为足够好的适应值或达到一个预设最大代数),令k=k+1则转步骤(4)。如果达到条件,则输出全局最优值,程序结束。
混沌微粒群算法流程如图2。
3 算例分析
3.1 项目背景
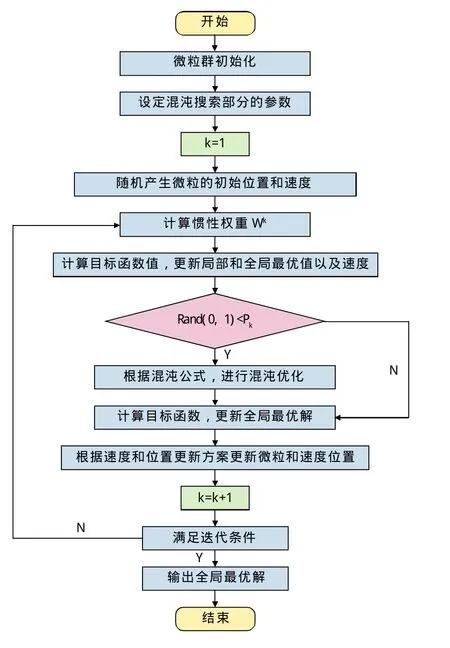
图2 混沌微粒群算法流程图
某航空发动机公司的精密件加工任务主要由某机械厂车间承担。试验车间布置和工件流动场景如图3。精密件加工属于典型的离散制造。
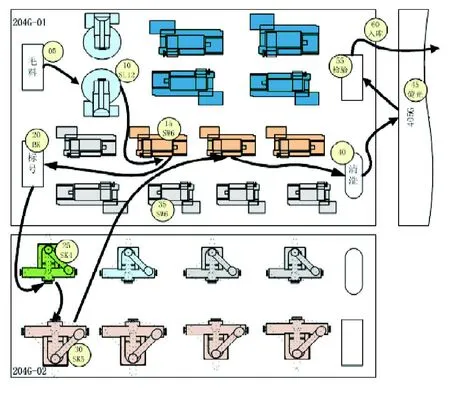
图3 试验的车间布置和工件流动场景图
然而,在加工现场每类设备只有一台,其他设备留作意外情况发生时(比如机器故障、生产任务增加等)使用,以保障整个生产任务的正常进行并完成。
在该车间,精密件整个加工制造流程主要包括生产任务接收、生产准备、工艺执行、产品检验和产品交付5个环节。
3.2 编码方式
工厂的生产任务是根据生产计划下发的订单分解后下达到各个车间。本次的研究基于某个项目的具体事例进行分析。其订单包括5种类型的工件,根据以往的生产经验,调研并采集数据,将得到每道工序的平均加工时间以及每道工序对应的时间如表1。
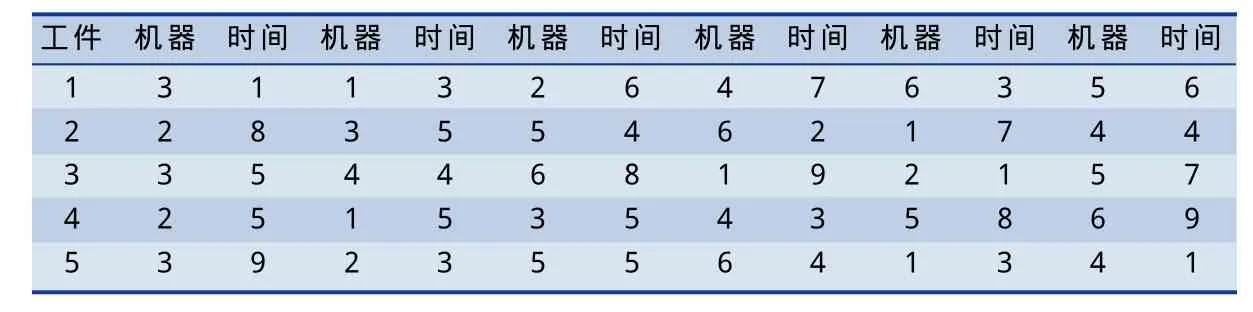
表1 项目某订单作业时间表
对于n个任务m台机器流程型生产调度,每个任务都要按照一定顺序在m台机器进行作业,因此,n个任务就有n×m道工序。采用基于工序的染色体编码方式[7],用自然数1,2,…, n表示每个任务,相同任务的不同工序均用同一个任务号表示,每个染色体包括n×m个代表工序的基因,从而形成所有任务的工序排列,其中每个任务m次出现在染色体中,每个基因只有上下依赖关系的工序。染色体的任意排列总能产生可行调度。解码过程是先把染色体转化为一个有序的工序表,然后根据工序表和生产任务的工艺约束,以最早允许作业时间对各任务逐个进行加工,从而得到调度方案。在编程过程中,设置w=3(程序运行次数),genn=50(最大代数),PS=50(种群规模),e=0.4(PSO算法惯性因子),针对这5种类型的工件,分别采用PSO、CPSO得到不同的生产调度结果。
3.3 CPSO算法结果
基于PSO与CPSO的适应度收敛曲线如图4。由图可以看出,在前期,采用CPSO得到的收敛速度与PSO的几乎相同。但是,在搜索后期采用CPSO收敛速度更快。而且CPSO得到的目标值比PSO得到的结果好,这表明了CPSO弥补了PSO在后期容易陷入局部最优解及收敛速度慢的特点。基于CPSO的精密件加工作业甘特图如图5。结果如下:
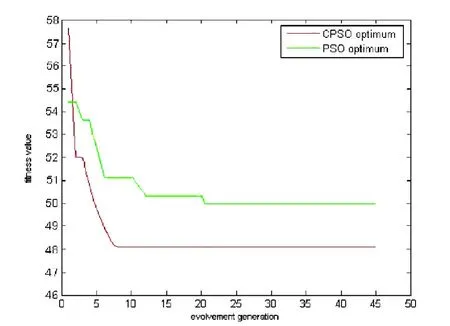
图4 基于PSO与CPSO的适应度收敛曲线
minm=48
BestPosition=
机器1:J1→J4→J3→J5→J2;
机器2:J4→J1→J5→J2→J3;
机器3:J1→J3→J5→J4→J2;
机器4:J3→J1→J4→J5→J2;
机器5:J5→J4→J2→J1→J3;
机器6:J3→J1→J5→J2→J4
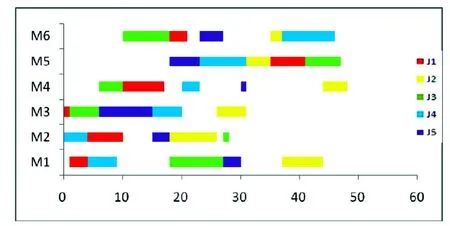
图5 基于CPSO的精密件加工作业甘特图
经过计算得到基于CPSO的精密件加工的机器利用率分别为:M1:56.25%;M2:45.83%;M3:52.08%;M4:39.58%;M5:60.42%:M6:4.17%。用PSO与CPSO得出来的机器利用率对比如图6,采用CPSO方法得到的机器利用率明显增高。
4 结束语
对于离散型生产调度组合优化问题,微粒群算法的改进对于目标解的寻找有着较大的帮助。基于混沌微粒群算法搜索速度较快,有助于调度工作效率的提高。在未来的研究中,可以充分利用基于混沌微粒群算法的优势,将其应用于静态和动态的生产调度领域,还可以用于流程型生产调度、混合流程型生产调度等领域。
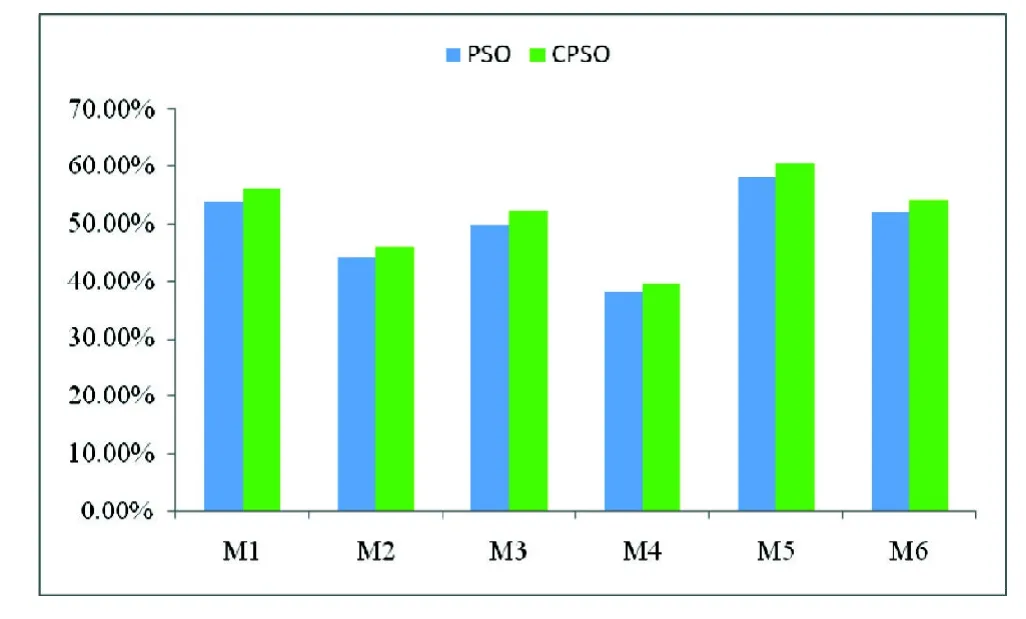
图6 基于PSO与CPSO的机器利用率对比
[1] 王凌,刘波. 微粒群优化与调度算法[M] . 北京:清华大学出版社,2008.
[2] Lawler,Lenstra,Rinnooy Kan,Sequecing and Scheduling: Algorithms and Conplexity[J] .Operations Research and Management Science,Vol.4.
[3] 高立群,任苹,李楠. 基于混沌粒子群算法的高速旅客列车优化调度[J] . 东北大学学报,2007(2).
[4] 吴月秋,纪昌明,王丽萍,李志胜. 基于混沌粒子群算法的水电站水库优化调度[J] . 人民黄河,2008,30(11).
[5] 唐宇. 基于微粒群算法的车间调度问题研究[D] . 杭州:浙江工业大学,2007.
[6] 苏成利,徐志成,王树青. PSO算法在非线性系统模型参数估计中的应用[J] . 信息与控制,2005,34(1):123-125.
[7] 顾擎明,宋文忠. 混合遗传算法在Job-shop调度问题中的应用[J] . 信息与控制,1998,27(5):369.
[8] ChengR.GenM.A Tutorial Survey of Job Shop Scheduling Problems Using Genetic Algorithms Representation[J] . Computers& Industrial Engineering. 1996, 30(4): 983-989.
[9] 崔志华,曾建潮.微粒群优化算法[M] . 北京:科学出版社,2011.
[10] 曹蕴. 基于混沌搜索与粒子群算法的配电网规划的研究[D] . 北京:华北电力大学,2008
[11] 石欣. 基于混沌粒子群算法的同步发电机最优调速控制系统[D] . 天津:天津大学,2007.
[12] Lovbjerg,Rasmussen. Hybrid:Partical Swarm Optimizer With Breeding and subpopulation[C] .In:Proc of the third Genetic and Evolution Compution Conference,2001
