多层板涨缩性层偏改善方法及监控方式解析
2012-07-30张晃初赵启祥李加余
龚 俊 陈 涛 张晃初 赵启祥 李加余
(胜宏科技(惠州)有限公司,广东 惠州 516211)
1 前言
随着生活,生产的需要,电子产品正朝着多元化,便捷化的方向发展。而线路板作为电子产品的核心元件,其结构也正经历着更苛刻的工艺设计。多层板中,内层芯板的铜厚,残铜率,板厚等差异巨大的设计常常出现。而因为这些差异,使内层芯板经过高温高压的压合后,涨缩表现不一致,使芯板间的对准度发生偏移,导致了内开,内短的失效模式,带给企业巨大的经济损失。
针对此种情况,目前业界选择尺寸安稳性较高的基材,或是通过烘烤增加基材的稳定性,但这两种方式增加了购买成本,延长了流程,且芯板差异较大时,改善效果不明显。因此,不同芯板涨缩表现不一致导致多层线路板压合后存在品质隐患,一直是业界的制程困扰点。本文主要以走内钻铆合流程的八层板为例,探讨分层补偿原则及双组同心圆监控设计在改善较大差异芯板结构涨缩性层偏的实际应用效果。
2 影响芯板涨缩表现不一致主要影响因子
通过查阅相关文献以及平时工作总结,影响芯板涨缩表现不一致的主要原因如下。
2.1 芯板特性
板材由铜箔、环氧树脂、玻璃纤维布三者构成,它们经高温压合冷却后因膨胀系数不同而出现内应力。环氧树脂含量,介质厚度与铜箔厚度和纤维布的种类在生产条件下互相影响看,在生产中破坏了它们之间的平衡力时基材将会出现收缩变形,造成基材上的内层线路图形失真。内层芯板因为材料、残铜率、基板厚度、铜厚、夹层PP等不同导致芯板间的尺寸变异量有差异。
2.2 工艺流程
内层芯板在蚀刻过程后,由于区域铜被蚀刻掉,基材原有的应力由于未被铜皮拉扯限制,部分被释放,产生尺寸变异。跟踪内层酸性蚀刻过程中发现蚀刻后可对收缩系数增加(1μm/mm)~(2μm/mm)不等,在蚀刻过程中,不同类型芯板尺寸变异量有差异。
2.3 菲林涨缩控制
线路板厂对菲林房及曝光房的温湿度都有严格管控,一定程度上减轻了菲林的尺寸变异量,但通过跟踪发现,生产过的旧菲林在放置两星期后再生产时,即使在曝光前测量菲林无变形,但生产一定时间后出现持发性变形,造成后继生产批量性的超差,而在生产过程中并未进行监控,导致生产的芯板上的图形因为生产时间不一致随着菲林的尺寸变化而发生变异。
以上三种是造成不同芯板尺寸涨缩有差异的主要因子,尤其是芯板特性及工艺流程造成的影响度更大,且具有一定的规律性,可以通过涨缩预补偿的形式进行克服。而菲林涨缩的差异性虽然可能会导致不同芯板涨缩有差异,但菲林的涨缩与芯板本身特性无关,本文在论述不同芯板涨缩差异时不做重点考虑。
3 失效模式分析
对象选择:选择普通八层PCB板,采用统一的内层芯板补偿系数,叠构如表1。

表1
3.1 失效模式
如图1所示采用左下角补偿,在内层芯板统一系数补偿下,出现以下同心圆偏移失效模式。
分析:(1)以上四个同心圆分别设计在线路板成型线外的板角位置,同心圆环从小到大依次代表第2、3、4、5、6、7层,同心圆蚀刻后线宽设计100μm,间距100μm;
(2)从上图可以看出,第4层已经与第3层相切,第5层已经与第6层相切,品质风险较高;
(3)从同心圆偏移的形态来看,第4层与第5层之间相对没有较大偏移,第2层与第3层之间相对没有较大偏移,同样,第6层与第7层之间相对没有较大偏移,故可以说明此次偏移非由某一层在内层曝偏而导致;

图1
(4)从各角同心圆的偏移情况来看,第4层、第5层这张芯板在长边方向和短边方向均有一致性像外扩张的趋势,并非朝一个方向的滑板式偏移,故可以判定此次层偏并非因铆合不牢固或是压合升温速率及压力参数不当导致层与层间滑动层偏;
(5)另通过此板叠构分析,L4、L5层芯板为0.3 mm,而L2、L3层芯板与L6、L7层芯板均为0.1 mm,再结合L2、L3与L6、L7层芯板间相对没有偏移,而L4、L5芯板相对于L2、L3,L6、L7层芯板都有偏移,不难判断造成此次层偏的真因为:L4、L5层芯板与其他两张芯板存在差异性。另纵观L4、L5层芯板呈膨胀的偏移趋势,再考虑板厚越厚基板本身萎缩幅度越小的常理,就更加证明了此次层偏是因为L4、L5层芯板板厚相对较厚,基板在压合过程中缩小幅度较其他两张芯相对较低,出现了涨缩性层偏。
备注:L4、L5层芯板在短边与长边方向同为向外涨,但涨的幅度不同,主要是因为长边距离长,且为经向,较短边的纬向尺寸变异量更大,这与基板涨缩的常识相吻合。
至于此次层偏是否真的是芯板间涨缩不一致导致了层偏,可以通过相关的数据进行验证。
3.2 真因验证
以上是针对层间涨缩性层偏的理论推断,以下通过相关数据进行验证。
3.2.1 平磨切片
针对以上失效模式板,选取钻孔后样品,在成型区内位置进行切片选择,并进行平磨。

图2 (L2层)

图3 (L3层)

图4 (L4层)

图5 (L5层)

图6 (L6层)

图7 (L7层)
通过平磨切片可以直观看出,每层层间对准度已经发生偏移,只是偏移的程度不同,风险较高的层次为L4与L5层;另外L2、L3层与L6、L7层的偏移方向相同,异于L4、L5层。
压合钻靶采用中心补偿的方式,钻靶中心根据每层靶标实际涨缩平均分配,通孔钻带系数参考实际钻靶涨缩数据,以上偏移的状况,说明L4、L5芯板与L2、L3、L6、L7层芯板的涨缩有较大的差异。
以下通过量化的数据,说明L2、L3层芯板,L4、L5层芯板,L6、L7层芯板的涨缩差异。
3.2.2 芯板涨缩数据抓取
实验板准备:参照以上八层板结构,在每张芯板的较小层的板边设计一铜环,每边各一个,短边的一对以及长边的一对要相互平行对应,铜环的排列顺序从左到右,从上到下依次代表L2、L3,L4、L5,L6、L7层芯板,每一层内层系数均为1:1。如图8,八层板共三张芯板,从左到右,三个铜环分别位于L2,L4,L6层,长条方框挖空设计。

图8 测试不同芯板涨缩数据测试环设计图
实验方法:在压合后,用X-RAY钻靶机的量取功能,量取每张芯板相对应环长边,短边的距离,并选取一定样本,求其平均值,看每张芯板之间的涨缩差异。
实验数据收集:
实验数据分析:从以上每张芯板的涨缩数据来看,L4、L5层的涨缩较L2、L3,L6、L7层的涨缩差异较大,L2、L3层与L6、L7层芯板的涨缩差异较小;L4、L5层芯板较L2、L3,L6、L7层芯板平均值最大差异:长边,-0.18 mm,短边,0.09 mm,层偏报废的风险较大。

表2 长边数据

表3 短边数据
结论:以上的实验数据分析与失效模式中的理论分析想吻合,说明了芯板间的涨缩差异是导致此种八层板结构层偏报废的真因。
4 改善方向
在知道不同芯板间的涨缩是导致此类层偏报废的真因后,将从以下两方面进行改善。
(1)针对涨缩性层偏采取分层补偿,定义分层补偿的方法及适用原则。
(2)针对此类分层补偿设计的线路板,相应品质监控方法的完善。
5 具体实施方法
5.1 涨缩预补偿值的计算原则及方法
(1)补偿对象选择:所有涨缩性层偏,无论是外涨还是内缩,且是走内钻流程的铆合板均可采用此补偿原则(还必须满足左下角补偿的条件)。至于走冲孔热熔流程的线路板,由于相对简单,这里不做介绍。
(2)首先每张芯板都采用1:1的补偿方式(即不进行补偿),进行样品试跑测试,在压合后再通过X-RAY设备量取每张芯板的伸缩值,在根据实际尺寸值,转换为涨缩系数,最终将此补偿值运用到下一批产品的正式生产中去。计算公式为:
(3)预补偿涨缩系数=1+(伸缩值/原有的标准尺寸值)*100%,芯板间涨缩差异值不超过0.075 mm的,求平均值,用统一的预补偿系数;若超过0.075 mm的,则分别计算预补偿系数,即分层补偿;
(4)涨缩补偿要依长、短边的不同表现,分别补偿;
(5)涨缩补偿时,要对内层钻孔的钻带以及内层菲林同时作补偿;
(6)涨缩补偿时,要综合线路板的整体成型尺寸公差及芯板涨缩差异;
(7)铆钉孔,定位PIN孔:
当采用分层补偿时,为了保证在压合前每张CORE的铆钉孔和定位PIN孔能在铆合时没有涨缩差异而相配套,故对内钻的铆钉孔及PIN孔不进行补偿,但由于涨缩补偿的原点为左下角,而芯板的实际涨缩是以芯板的中心为原点的,所以为了保证压合后不同芯板最终能高精度对准,需对铆钉孔及定位PIN孔做相应的平移,以保证芯板里其他孔及图形能相对应。平移原则如下:
设板子的尺寸:长边为A,短边为B;内钻铆钉孔及治具PIN孔要做平移的CORE 正常的分层补偿方式的分层补偿倍率为:长边:a,短边:b;其余不做平移的层次倍率为:长边:c,短边:d;需要平移内钻铆钉孔及治具PIN孔CORE的平移方式如下:X方向距离:L=(b-d)*B/2;Y方向距离:H=(a-c)*A/2;若L>0,向右平移,反之,向左;若H>0,向上平移,反之,向下。
5.2 品质监控方法
在进行分层补偿后, 压合前的芯板涨缩系数有差异,故原有的一组只能监控压合后层偏的同心圆,其不到预先监控铆合效果的作用,所有必须再重新设计一组同心圆,在铆合后对层偏品质进行先期监控,来保证送进压合机的线路板不具备层偏的风险,若监控到有层偏,还可以退铆进行重工,若不进行此环节的监控,一旦铆合层偏的板被压合,挽救的机会将变得很小。
同心圆设计原理:铆合同心圆及压合同心圆:各4个,分别位于PCB板的板角,外围4个为监控压合后的同心圆,靠内4个为监控铆合后的同心圆,两组同心圆边缘之间的距离为3mm ~ 6 mm。两组同心圆的线宽大小一致,间距一致,只是铆合同心圆要在压合同心圆的基础上某些层做一定的平移(见以下铆合监控同心圆平移原则)。
同心圆平移原则:由于预补偿值是在压合前就已经补偿进去,即铆合的同心圆同样进行了预补偿,故在压合前就不能准确的监控层间偏移状况,为了能准确监控,需做相应的平移,平移方法同铆钉孔,定位PIN孔。

图9 分层补偿同心圆设计图
6 实施效果
将前面提到的分层补偿具体实施方法,应用到本文提到的八层板案例当中,同心圆表现状况如下:
6.1 铆合后压合前同心圆表现状况
小结:由于涨缩补偿是采取左下角补偿,故依补偿原则,右上角是偏移量最敏感区域,故截取采用分层补偿设计铆合后的同心圆截图。依图可以看出,铆合后,左边的同心圆层偏效果良好,而右边同心圆有偏移相切,然后依本文前面介绍的左边的应该是监控铆合后层偏的同心圆来判断,此板铆合后层偏品质无异常。

图10 铆合后同心圆偏移图
6.2 压合后同心圆表现状况
小结:同理,在压合后右边监控压合层偏的同心圆无较大偏移,故判定压合后此板无层偏异常。

图11 压合后同心圆偏移图
6.3 压合后品质状况
依本文介绍的分层补偿监控方法,上述实验板在铆合后,压合后均无层偏异常。但此监控方法是否准确,还需进行验证。
通过对钻孔后的测试板进行X-RAY孔偏监控分析,判定所有内层均无内短风险。
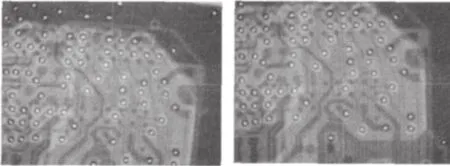
图12 孔偏监控图片
结论:通过以上,说明分层补偿的方法及品质监控设计对改善涨缩性层偏效果明显。
7 总结
采用分层补偿的方式进行涨缩性层偏改善,并通过两组同心圆对分层补偿板压合前后进行品质监控在业界属于创新,且通过验证,针对性强,品质改善效果明显。而且无论内层芯板是否相同,一旦出现涨缩性层偏,均可采用本文介绍的方法进行改善,且目前此技术已经在本公司大批量运用,技术成熟,稳定,品质良好。在多层线路板生产厂,内短报废率一直排在报废率的前几名,且居高不下,让线路板厂很棘手,而层偏作为内短的主因之一。而本文所介绍的改善层偏的方法,前期投入低,不仅降低了成本,提升了生产效率,而且极大的满足了生产品质的需求。
[1]袁斌. 浅谈多层板涨缩控制[M].PCB论坛.信息杂志社, 2009(3)
[2]邓丹,许鹏等. 多层板涨缩控制.印制电路信息。
