基于刀具空间包围体算法的数控切削仿真
2012-07-25王子牛
李 杨,王子牛,王 彦,梁 佳
(1.贵州大学 计算机科学与信息学院,贵州 贵阳550025;2.贵州大学 信息网络中心,贵州 贵阳550025)
0 引 言
多轴数控切削仿真的过程可以分解为刀具运动轨迹的计算,刀具运动轨迹与工件模型的切削判断计算,以及工件模型的更新显示计算3个部分。在刀具运动轨迹计算方面,国内外所做的研究有刀具扫掠体构造法[1-3]、刀具扫掠体的快速分解法[4]、刀具扫掠体精确计算法[5]、基于双参数球族的包络面法[6]等;在切削判断计算方面,常用的方法是将工件模型的射线组与刀具运动所形成的扫掠体进行求交计算[7],也有采用由刀具扫掠体所构造的扫掠面与工件模型上的不规则表面进行曲面之间的求交计算[8-9],同时还有基于空间分解的思想将工件模型离散为三角网格进行求交计算的方法[10];然而采用基于扫掠体的方法对刀具运动的轨迹进行计算存在以下两点不足:①刀具扫掠体临界面模型的建立依赖于刀具的外形,所以复杂刀具模型的临界面计算比较耗时[11-12];②刀具扫掠体与工件模型射线组之间的求交计算过于繁琐,并且对求交计算的范围缺乏有效、准确的判断,尤其是在对复杂曲面的求交计算上会耗费大量的运算时间[13],直接影响了仿真的效率。
针对上述问题,本文提出了一种用于判断刀具在空间运动过程中是否与工件模型发生切削的有效计算方法,该方法不仅可以避免刀具扫掠体的复杂计算过程,而且还能降低刀具与工件模型之间的无效切削计算次数;此外,该算法思想可适用于所有可以通过母线方程来确定刀具旋转体[14]的不规则刀具,并且在实时仿真和干涉检测领域还存在着重要的理论意义和实用价值。
1 刀具空间运动情况分析
基于本文所提出的算法模型,可将五轴数控仿真中的刀具运动分为特殊运动和一般运动两种情况,其中特殊运动主要是指刀具在空间中的垂直运动,即垂直于XOY平面的运动、垂直于XOZ平面的运动以及垂直于YOZ平面的运动;一般运动主要是指刀具在空间中平移加旋转的组合运动。
通过对刀具运动情况的分析,现将刀具在特殊运动状态下各种垂直运动的情况进行图形描述,如图1中的图1(a)~图1 (c)所示。

图1 刀具在特殊运动状态下的各种垂直瞬时情况
相对于刀具在特殊状态下的垂直运动来说,刀具在一般状态下的自由运动,即平移和旋转的组合运动具有任意性,其运动的瞬时状态如图2所示。
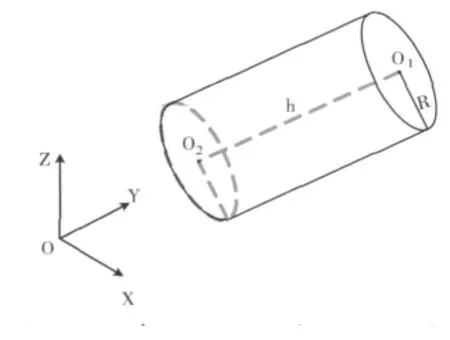
图2 刀具在一般运动状态下的瞬时情况
2 刀具空间包围体的计算
经过对刀具空间运动情况的分析,可对刀具在两种运动状态下的空间包围体进行计算。
2.1 特殊运动状态下的空间包围体计算
由于刀具在特殊情况下的运动是以轴线垂直于坐标系每个子平面 (即垂直于XOY面、垂直于XOZ面、垂直于YOZ面的运动)而进行位移的,所以该种情况下刀具空间包围体的计算较为简便;以垂直于XOY平面的特殊运动为例,其相应的空间包围体结构如图3所示。
为了便于对所计算的刀具空间包围体进行表达,不妨设O1点为刀具的刀柄点,O2(x2,y2,z2)点为刀具的刀尖点,(i,j,k)为刀具的刀轴矢量[15];同时采用Sak1(xS1,yS1,zS1)、Sak2(xS2,yS2,zS2)、Sak3(xS3,yS3,zS3)、Sak4(xS4,yS4,zS4)这4个坐标点来表示刀具空间包围体上侧面 (O1点所处的位置)的范围,采用Tip1(xT1,yT1,zT1)、Tip2(xT2,yT2,zT2)、Tip3(xT3,yT3,zT3)、Tip4(xT4,yT4,zT4)这4个坐标点来表示刀具空间包围体下侧面 (O2点所处的位置)的范围,由此可推出刀具在该种运动状态下的空间包围体的计算公式,其中上侧面的范围计算如式 (1)所示,下侧面的范围计算如式 (2)所示

图3 垂直于XOY平面的刀具空间包围体结构

同理,可以推导出垂直于YOZ和XOZ平面特殊运动的刀具空间包围体的计算公式,此处不再详解。
2.2 一般运动状态下的空间包围体计算
刀具在一般运动情况下的空间包围体计算方法要比刀具特殊运动情况下的包围体计算方法复杂,如图2所示的刀具一般运动情况的瞬时状态为例,对刀具所占空间包围体的计算方法进行如下设计:
(1)分别过刀尖点O2和刀柄点O1作垂直于XOY面的垂线,垂足分别为O″和O′,并连接两垂足,即此时的O″O′为刀具轴线在平面XOY上的投影。在XOY平面内,过垂足点O″作平行于X轴的平行线O″N,同时过垂足点O′作垂直于直线O″O′的垂线O′N,该垂线与直线O″N相交于N点;此外,过点O′作垂直于直线O″N的垂线O′M,垂足为M点。此时存在的空间几何关系有:①平面O″O′N与平面O1O2O″O′相互垂直;②RtΔO″O′M、RtΔO′NM和RtΔO″NO′之间相互相似。根据所作的几何辅助线,其相应的空间辅助解析如图4所示。

图4 刀具空间包围体的几何辅助解析
(2)由已知的刀尖点坐标O2(x2,y2,z2)、刀具长度h以及刀轴矢量(i,j,k)可对刀具的刀柄点坐标O1进行求解,即O1(x2+h·i,y2+h·j,z2+h·k)。分别根据O1和O2的坐标可直接求出O′和O″的坐标,即O′(x2+h·i,y2+h·j,z′),O″(x2,y2,z″),由于O′和O″在同一平面上,所以Z方向的值相同,即z′=z″;根据已知参数,可以对O′M和O″M的长度值进行求解,其计算表达式如下所示

在平面O″O′N上,由O′M和O″M的值可以求出直线O′O″和直线O″N之间的夹角,该夹角的计算公式如下所示

(3)由于RtΔO″NO′与RtΔO′NM相似,所以根据直角三角形相似的原理可以推出θ=θ′,于是可得MN=tanθ′·O′M,由式 (3)和式 (4)可将MN的求解转换为:MN=tanθ·h·j,进而求出N点坐标为N(x2+h·i+tanθ·h·j,y2,z′)。计算N点坐标的目的在于需要求出垂直于平面O1O2O″O′的向量(tanθ·h·j,-h·j,0),根据上述几何空间的构造与证明,可以得出垂直于平面O1O2O″O′的向量也垂直于刀具空间包围体的左右侧表面,即面A1A2B2B1和面D1D2C2C1。
(4)在圆O1上 (即刀具的刀柄面),过圆心O1点作平行于直线O′N的平行线O1Q,并与刀具侧表面A1A2B2B1的A1B1边交于Q点,由于O1Q与O′N平行,并且O′N垂直于面A1A2B2B1,所以O1Q也垂直于面A1A2B2B1。在确定刀具包围体的左右侧表面后,现需要对刀具空间包围体的前后侧表面进行确定,由于O1O2和O1Q相互垂直,并且两条直线所确定的平面垂直于刀具包围体的左右侧表面,所以现在只需求出垂直于平面O1O2Q的向量,便可以得出垂直于刀具包围体前后侧表面 (即面B2B1C1C2和面A2A1D1D2)的向量。

得到垂直于刀具空间包围体的前后、左右侧表面向量后,先将其进行单位化,然后再对刀具空间包围体的8个顶点进行计算;刀具在一般运动情况下的空间包围体的结构解析如图5所示。
通过对刀具在一般运动情况下的空间包围体结构的研究与分析,可对任意时刻的刀具空间包围体的范围进行计算,为了便于算法公式的表达,将垂直于刀具空间包围体的左右侧表面的向量采用参数形式进行表示,即(qx,qy,qz),则可推导出刀具空间包围体下侧面的4个顶点坐标的计算公式如式 (6)所示,上侧面的4个顶点坐标的计算公式如式 (7)所示



图5 刀具在一般运动情况下的空间包围体结构解析
3 刀具与工件模型的切削计算
在判断刀具与工件模型是否发生切削时,需要确定两个条件:①刀具在任意时刻的旋转体范围;②刀具与工件模型发生切削的准确范围。
首先对刀具在任意时刻的旋转体范围进行分析与计算,刀具的旋转体范围可以根据刀具的轴线方程、母线方程、刀具长度以及刀具半径共同确定,那么相对于平底刀而言,可根据刀具的侧表面、上表面以及下表面3个部分来共同构造刀具的旋转体范围,如图6所示。

图6 刀具旋转体的组成结构分析
假设p(x,y,z)为工件模型内的任意单元数据点,计算该点是否在刀具旋转体范围内的方法如式 (8)所示,其中dtop和dbottom分别表示该点到刀具上、下表面的距离

在确定刀具旋转体范围后,现在需要对刀具与工件模型发生切削的准确范围进行计算,根据所求出刀具空间包围体的范围,通过下标数组转化算法对刀具与工件模型发生切削的范围进行定位,数组下标转换算法如式 (9)所示

式中:Xmin、Ymin、Zmin——所需要准确定位的刀具与工件模型发生切削的最小范围值,Xmax、Ymax、Zmax——所需要准确定位的刀具与工件模型发生切削的最大范围值;Txmin、Tymin、Tzmin——刀具空间包围体的最小范围值,Txmax、Tymax、Tzmax——刀具空间包围体的最大范围值;Sxmin、Symin、Szmin——定义工件模型的最小范围值;Δx、Δy、Δz——X、Y、Z轴方向上各自的离散精度。
4 测试与应用
在数控几何仿真中,决定仿真效率的参数指标可归纳为两点:①刀具与工件模型的切削计算时间;②工件模型的更新显示时间和显示精度。由于本算法模型是针对刀具与工件模型的切削计算时间进行研究与改进的,所以提出有效切削率和切削计算耗时两个测评指标来对本文所研究的算法进行测试。若采用N_theory和N_practice来分别表示刀具在每一个刀位点与工件模型发生切削计算的理论次数与实际次数,那么有效切削率的计算公式可表示为:(N_theory/N_practice)·100%;而切削计算耗时是指刀具在运动过程中用于判断是否与工件模型发生切削所消耗的运算时间。
在相同测试条件下,将本文的算法模型与文献 [7]中所提出的刀具扫掠体计算方法进行分析比较,其中,相同的测试条件主要有以下3点:①加工过程中的刀具运动轨迹;②工件模型的尺寸 (设定为:120mm×100mm×30mm);③工件模型的离散精度 (设定为:1mm)。
切削计算耗时的测试比较如图7所示,文献 [7]中的算法在对刀具扫掠体进行切削计算时,所消耗的平均时间为8.103ms,而采用本文的算法进行切削计算所消耗的平均时间为2.338ms;在切削计算耗时方面,计算速度提高近3.5倍。

图7 刀具的切削计算耗时比较
此外,本文研究的算法与文献 [7]中所提的算法在有效切削率上的比较如图8所示,本文算法的平均有效切削率为30.01%,而文献 [7]中的算法在平均有效切削率上仅为22.47%,在有效切削率上平均高出了近7.5%。

图8 刀具的有效切削率比较
本算法模型已成功应用到基于OpenGL的VC6.0环境下所开发的五轴数控仿真系统中,其应用实例如图9所示。

图9 刀具空间包围体算法的实例应用
5 结束语
在多轴数控实体仿真中,如何减少刀具与工件模型之间的无效切削计算,以及怎样降低切削计算所产生的耗时已成为提高数控实体仿真效率的一个主要因素,基于该思想,本文研究了适用于多轴数控实体仿真的切削计算方法,所提出的刀具空间包围体算法同样可以适用于其它不规则的刀具模型。该算法不仅在有效切削率和切削计算耗时上优于其它未采用准确定位法来进行切削计算的方法,而且在实时仿真和干涉检测领域,本方法还存在着重要的理论意义和实用价值。
[1]Karim Adbel-Malek,YANG Jingzhou.Swept volumes:foundation perspectives and application [J].International Journal of Shape Modeling,2006,12 (1):87-127.
[2]TAO Ye,XIONG Caihua.Geometric parameter optimization in multi-axis machining [J].Computer-Aided Design,2008,40 (8):879-890.
[3]PARK Jungwhan,LEE Junggeun,JUN Chasoo.Near netshape five-axis face milling of marine propellers [J].International Journal of Precision Engineering and Manufacturing,2009,10 (4):5-12.
[4]ZHANG Shimin,GUO Ruifeng,PENG Jianjun.Calculation of envelope in five-axis NC machining simulation [J].Machine Tool & Automatic Manufacturing Technique,2010,52 (6):10-14(in Chinese).[张世民,郭锐峰,彭建均.五轴数控加工仿真中刀具扫掠体的计算 [J].组合机床与自动化加工技术,2010,52 (6):10-14.]
[5]John C J Chiou,LEE Y S.Optimal tool orientation for fiveaxis tool-end machining by swept envelope approach [J].Journal ofManufacturing Science and Engineering-Transactions of ASME,2005,127 (4):810-818.
[6]ZHU Limin,ZHENG Gang,ZHANG Xiaoming,et al.Modeling the surface swept by a milling cutter by using the envelope theory of two-parameter family of spheres [J].Journal of Mechanical Engineering,2010,46 (5):145-150 (in Chinese).[朱利民,郑刚,张小明,等.刀具空间运动扫掠体包络面建模的双参数球族包络方法 [J].机械工程学报,2010,46 (5):145-150.]
[7]WANG Jingjing.Research and implement of five-axis NC milling machining graphical simulation [D].Nanjing:Nanjing University of Aeronautics and Astronautics,2008 (in Chinese).[王晶晶.五轴数控铣削加工图形仿真技术的研究与实现 [D].南京:南京航空航天大学,2008.]
[8]YANG Ting,WU Baohai,LI Shan,et al.An algorithm for calculation the intersection curves of two free-form surfaces[J].Mechanical Science and Technology for Aerospace Engineering,2009,28 (3):371-374 (in Chinese). [杨挺,吴宝海,李山,等.利用密切平面的自由曲面求交算法 [J].机械科学与技术,2009,28 (3):371-374.]
[9]ZHANG Jiexin,WU Jian.Intersection algorithm for discrete and complex surface of spare parts in engineering machine [J].Journal of Chang an University (Natural Science Edition),2007,27 (5):116-119 (in Chinese). [张接信,吴坚.工程机械零件离散复杂曲面求交算法 [J].长安大学学报 (自然科学版),2007,27 (5):116-119.]
[10]ZHANG Shaoli,WANG Yigang,CHEN Xiaodiao.Intersection method for triangular mesh model based on space division[J].Journal of Computer Applications,2009,29 (10):2671-2673(in Chinese).[张少丽,王毅刚,陈小雕.基于空间分解的三角网格模型求交方法 [J].计算机应用,2009,29 (10):2671-2673.]
[11]YAU Hong T,LEE S Tsou,TONG Yu C.Adaptive NC simulation for multi-axis solid machining [J].Computer-Aided Design & Application,2005,2 (1):95-104.
[12]GONG Hu,WANG Ning.Analytical calculation of envelops surface for generic milling tool directly from CL-data based on moving frame [J].Computer-Aided Design,2009,41 (11):848-855.
[13]DING Han,BI Qingzhen,ZHU Limin,et al.Tool path generation and simulation of dynamic cutting process for fiveaxis NC machining [J].Chinese Science Bulletin,2010,55 (30):3408-3418.
[14]ZHU Limin,ZHENG Gang,DING Han.Formulation the swept envelope of rotary cutter undergoing general spatial motion for multi-axis NC machining [J].International Journal of Machine Tools & Manufacture,2009,49 (2):199-202.
[15]DUAN Chunhui.Development of universal post-processing system for five-axis NC machine tools[D].Chengdu:South-West Jiaotong University,2007 (in Chinese). [段春辉.五轴联动数控机床通用后置处理系统研制 [D].成都:西南交通大学,2007.]
