偏心内圆类轴承零件磨削加工用夹具的设计
2012-07-20朱伟建李兴林阎昌春何健唐海成
朱伟建,李兴林,阎昌春,何健,唐海成
(1.杭州人本电机轴承有限公司,杭州 310022;2.杭州轴承试验研究中心有限公司,杭州 310022)
传统加工方法中,偏心内圆(孔)的加工方法有钻孔、扩孔、绞孔、镗孔、车孔、铣孔和磨孔,其中,磨削加工的精度最高,表面粗糙度值最小。用一般的磨削加工方法适合加工圆孔中心轴线与工件回转中心重合的工件,但在加工偏心内圆时受加工过程工件回转条件的限制,难以保证圆(孔)的位置精度。目前加工高精度偏心内圆(孔)多采用数控铣床、数控车床或加工中心,但难以加工出精度非常高的偏心内圆(孔)[1-2]。下文以三叉式等速万向节(球笼)钟形罩(球笼套)的加工为例,介绍了一套可在内圆磨床上磨削偏心内圆的可调夹具的结构和工作原理。
1 夹具结构
夹具结构如图1所示。夹具以三爪卡盘的3个卡爪加1个定位销作为定位夹紧装置,用1个定心用的圆柱加4个连接螺钉作为连接定向元件与机床回转工作台连接,在这两大组成部分之间设计1套端齿盘作为精密分度装置,通过2个齿盘轴之间的离合螺钉相连。
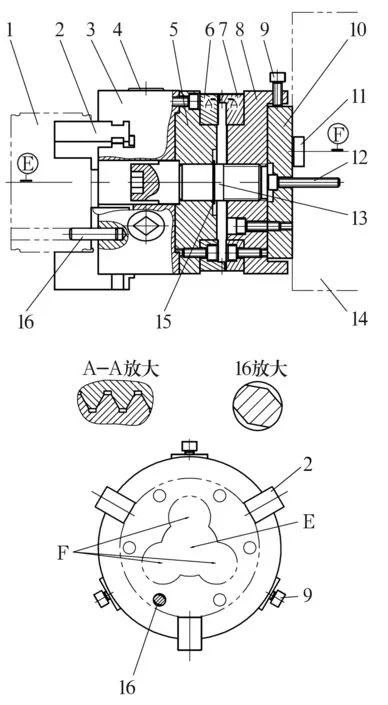
1—球笼套(工件);2—卡爪; 3—卡盘体;4—方孔 ;5—上齿盘轴;6—上齿盘 ;7—下齿盘 ;8—下齿盘轴;9—调心螺钉;10—连接盘;11 —连接柱;12—连接螺钉;13—离合螺钉;14—床回转工作台;15—止动环;16—定位销;E—工件回转中心;F—工作台回转中心(偏心圆孔中心)
1.1 定心、夹紧机构
设计的精密三爪卡盘结构如图2所示。卡盘由卡盘体、活动卡爪和卡爪驱动机构3部分组成,驱动机构由3个小锥齿轮和1个大锥齿轮(背面为平面螺纹)构成。
图2中,三爪卡盘上3个卡爪导向部分的下面有螺纹与大锥齿轮背面的平面螺纹相啮合,当用扳手通过方孔转动小锥齿轮时,大锥齿轮转动,背面的平面螺纹同时带动3个均布在卡盘体上的卡爪向中心径向移动(靠近或退出),用以夹紧不同直径的工件,并自动定心。该装置夹紧可靠,无需手动定心,使用方便。设计的卡爪装成反爪(图2d),定心并限制工件轴向自由度,实现由外向内夹紧。

1—方孔;2—小锥齿轮;3—大锥齿轮;4—平面螺纹;5—卡爪
1.2 分度机构
常见的分度装置是以1个定位销一次对准分度盘上的销孔或者槽口实现分度定位,按照这种原理工作的分度装置的分度精度受到分度盘上销孔或槽口等分误差的影响,较难达到更高精度[3]。图1中,一套端齿盘(图3)中的上齿盘与下齿盘的端面齿可全部参与啮合(对定)。根据圆封闭原理,各齿的不等分误差(有正有负)相互抵消,即只要保证足够多的端面齿参与啮合(对定),则不等分误差趋于0[4]。一般端面齿分度机构的分度误差不大于30″,高精度端面齿分度机构的分度误差不大于5″,最高精度可达0.1″~3″[3]。

图3 端齿盘
1.3 离合机构
图1中,卡盘体和上齿盘通过上齿盘轴组合成一体,下齿盘与连接盘通过下齿盘轴组合成一体。这2个整体经过分开、转动、合并3个动作过程实现分度,动作过程由离合螺钉控制。离合螺钉通过止动环轴向固定于上齿盘轴上[5]。
1.4 连接机构
图1中,连接柱是连接盘上的一个突起。连接盘通过4个均布于连接柱周围的连接螺钉与机床回转工作台连接。3个周向均布的调心螺钉用于调节下齿盘轴与连接盘的相对位置。
2 夹具组装及工作过程
首先,卡爪对工件作自动定心,端面定位限制了工件的5个自由度,定位销限制了工件沿轴E转动的自由度,工件完全定位;使工件的工艺孔对准定位销(截面为菱形加圆弧形状),转动方孔,使卡盘的3个卡爪夹紧工件,完成工件的定位和夹紧。接着,通过旋紧离合螺钉使上、下端齿盘啮合。需要重新分度时,松开离合螺钉,止动环将上齿盘轴与工件一起顶起,上、下端齿盘脱离啮合状态,转动卡盘体,目视上、下端齿盘圆周上的三等分划线,进行预定位,旋紧离合螺钉使上、下端齿盘啮合,重新精确分度定位。最后安装夹具,先根据夹具结构(图1)依上述步骤组装夹具,并预紧下端齿盘轴和连接盘;通过连接盘上的连接柱对准机床回转工作台,连接盘端面紧靠工作台端面,旋紧4个连接螺钉完成夹具与机床回转工作台的连接;再调整3个调心螺钉,使偏心圆孔中心与工作台回转中心F重合,完全固定下端齿盘轴和连接盘,完成夹具的安装、连接和调整。
加工时,磨床工作台沿偏心圆孔中心F低速旋转,砂轮高速回转,并轴向进入待加工的偏心圆孔进行磨削加工。由于工作台转速较低,夹具的不平衡离心力受到控制;磨粒的切削速度主要由高速转动的砂轮提供。
3 结束语
设计的夹具组合了三爪卡盘和端齿盘,制造精度要求高,但精密三爪卡盘已经标准化生产,可直接选购;端齿盘也已经有专业厂家生产,可购到且不难制造。
设计的夹具在加工过程中,可实现一次装夹、多工位加工,手动装夹方便。作为可调夹具,适合中小批量磨削中小型工件的分度精度要求高的偏心内圆。分度精度受端齿盘的加工精度影响,最高分度精度可达到0.1″~3″。该夹具可将现有离合机构替换为液压传动或者气压传动结构,以实现自动离合。若增加自动转向预定位结构,可实现一次装夹、自动换工位加工。
