改进防尘盖装配质量的措施
2012-07-20李春彬
李春彬
(哈尔滨轴承集团公司 电机轴承分厂,哈尔滨 150036)
1 防尘盖装配原理
带防尘盖轴承产品中,防尘盖的作用是防止外部灰尘、异物侵入到轴承内部而影响轴承的使用性能。防尘盖的装配原理为:先将防尘盖放入轴承密封槽内,装配模向下运动,装配模导向芯柱与轴承内径通过间隙配合进行引导,装配模的锥形工作面与防尘盖卷边接触,防尘盖卷边受到轴向压力和径向张力,在两个力的共同作用下,防尘盖的卷边发生卷曲进入密封槽内(图1)。
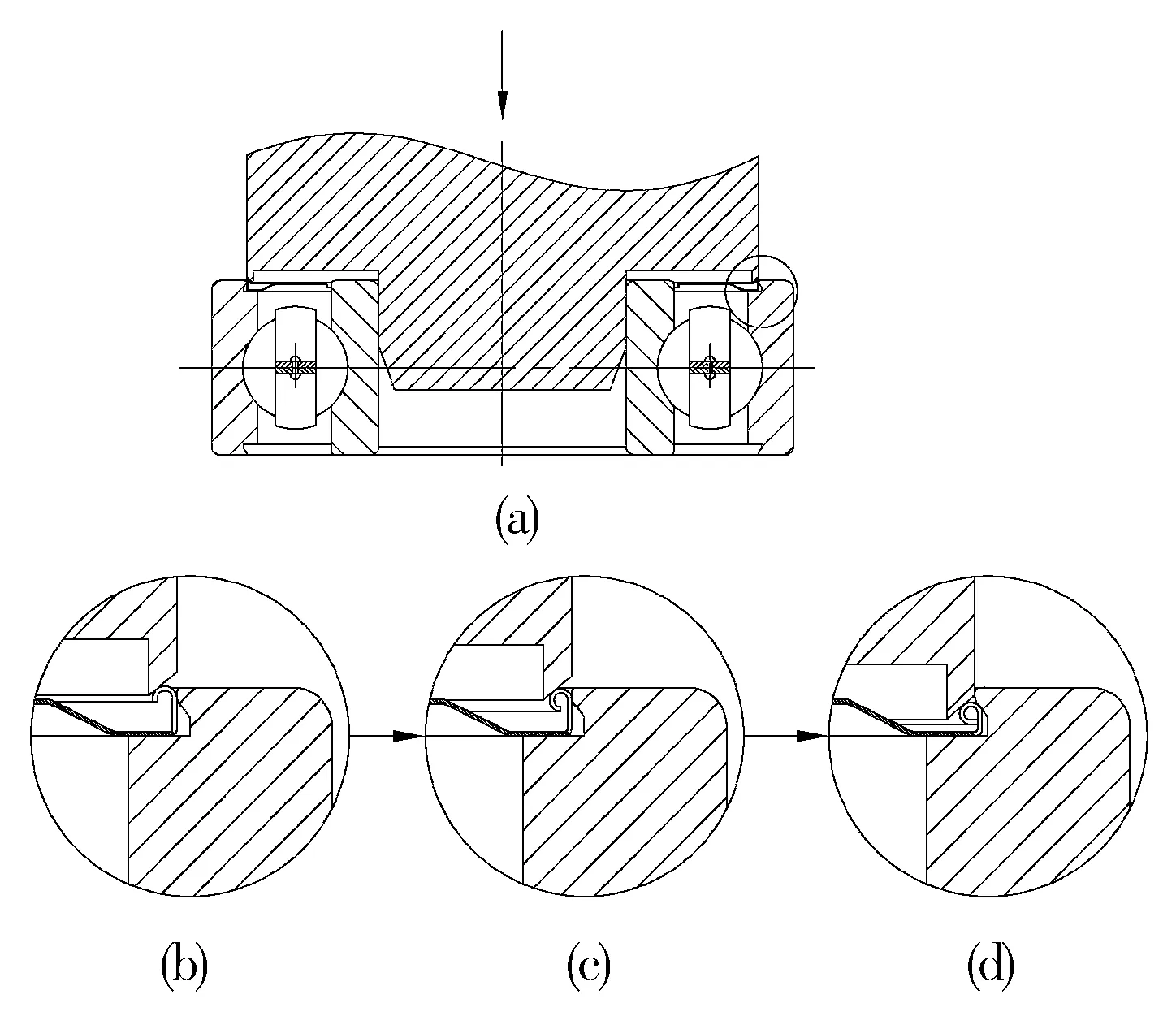
图1 防尘盖装配及变形过程图
虽然防尘盖的装配过程比较简单,但由于受密封槽、防尘盖加工精度及装配模等因素的影响,防尘盖装配依然出现各种质量问题,如活盖、切卷边、凹盖、刮盖及盖高等。这将导致成品轴承装入防尘盖后产生大量的不合格品,而处理不合格品时首先要拆下防尘盖,如果拆防尘盖的过程中导致保持架变形,整套轴承都需要拆套,造成更大的损失。
2 防尘盖装配质量问题分析
防尘盖结构如图2所示,改进前防尘盖装配模结构如图3所示。
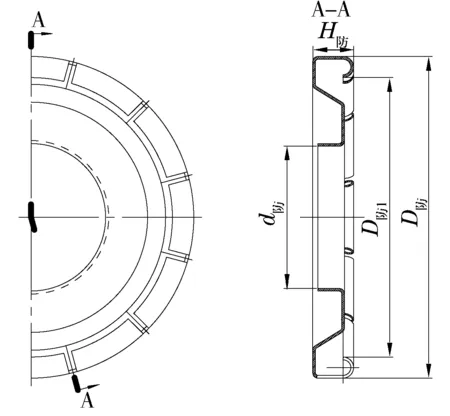
图2 防尘盖

图3 防尘盖装配模
防尘盖装配质量问题主要有以下几方面。
(1)活盖。活盖是指防尘盖装配后不牢固,相对外圈可以产生运动。密封槽直径尺寸偏大或者防尘盖外径D防和防尘盖的宽度H防尺寸偏小,都会造成轴承套圈密封槽和防尘盖配合间隙过大,装配时压不到位,产生活盖。
(2)切卷边。切卷边是指防尘盖装配模的锥形工作面切到了防尘盖的卷边,形成了深浅不一的环状或局部弧形切痕。这是由于防尘盖卷边内径D防1的尺寸小于图纸规定的要求,装配时防尘盖装配模的锥形工作面先切到了防尘盖的卷边,导致出现切卷边问题。
(3)凹盖。凹盖是指防尘盖上某点或局部向下凹陷。这是由于防尘盖的强度不够,或者轴承套圈密封槽和防尘盖之间没有配合间隙,强行进行装配,导致防尘盖出现向下的扭曲变形,形成凹盖。
(4)刮盖。刮盖是指防尘盖的内径d防和内圈外径之间产生摩擦,严重时影响轴承旋转灵活性,甚至卡死。这是因为防尘盖的内径d防相对于外径D防产生了偏心;或者防尘盖装配模导向芯柱d装发生磨损,导致定位不准,防尘盖装配时发生了偏移,产生刮盖。
(5)盖高。盖高是指防尘盖装配后出现高出轴承端面的现象,这是防尘盖装配过程中最难解决的问题。当密封槽和防尘盖配合间隙较大,或密封槽变形时,按正常压力装配防尘盖时会出现活盖现象,因此,为了防止防尘盖松动,采取加大装配压力的方法,但往往又导致防尘盖变形,某一点高出轴承套圈端面,出现盖高问题。
3 解决措施
解决防尘盖装配质量问题,除了严格控制轴承套圈和防尘盖的质量,确保密封槽和防尘盖的尺寸公差达到图纸规定的公差要求,另外,还可以通过改进防尘盖装配模的方法,来解决防尘盖装配过程中产生的各种质量问题。针对以上出现的装配问题,采取的相应解决措施如下。
(1)增大防尘盖装配模锥形工作面角度,改成45°,同时把装配模的限位高度增加(如6204-2Z轴承,将限位高度由1.35 mm增加到1.55 mm)。这样使防尘盖卷边的径向张力加大,有利于卷边弯曲进入密封槽内,解决防尘盖装配不到位产生的活盖问题。
(2)缩小防尘盖装配模直径D装1,使其与防尘盖卷边内径的尺寸一致,装配时防尘盖装配模的锥形工作面就不会切到防尘盖的卷边,从而解决了切卷边的问题。
(3)减小防尘盖装配模锥形工作面角度,改成35°,或者减小装配时的压力,这两种方法都会使防尘盖卷边的径向受力减小,可以解决凹盖问题。
(4)如果是防尘盖偏心造成的刮盖,只能通过更换防尘盖进行解决;如果是防尘盖装配模导向芯柱磨损造成的刮盖,可以通过更换合格的装配模进行解决。
(5)为解决盖高问题,改进了防尘盖装配模,改进后装配模结构如图4所示。改进后装配模在工作时,D装1的平面不起限位作用,模具继续向下移动,依靠D装2的平面限位,则D装1的平面将直接压到防尘盖高出的部分,直到D装2的平面压到内套端面为止,在D装1平面作用下,防尘盖高出轴承端面的部分将被压平,盖高问题得以解决[1]。
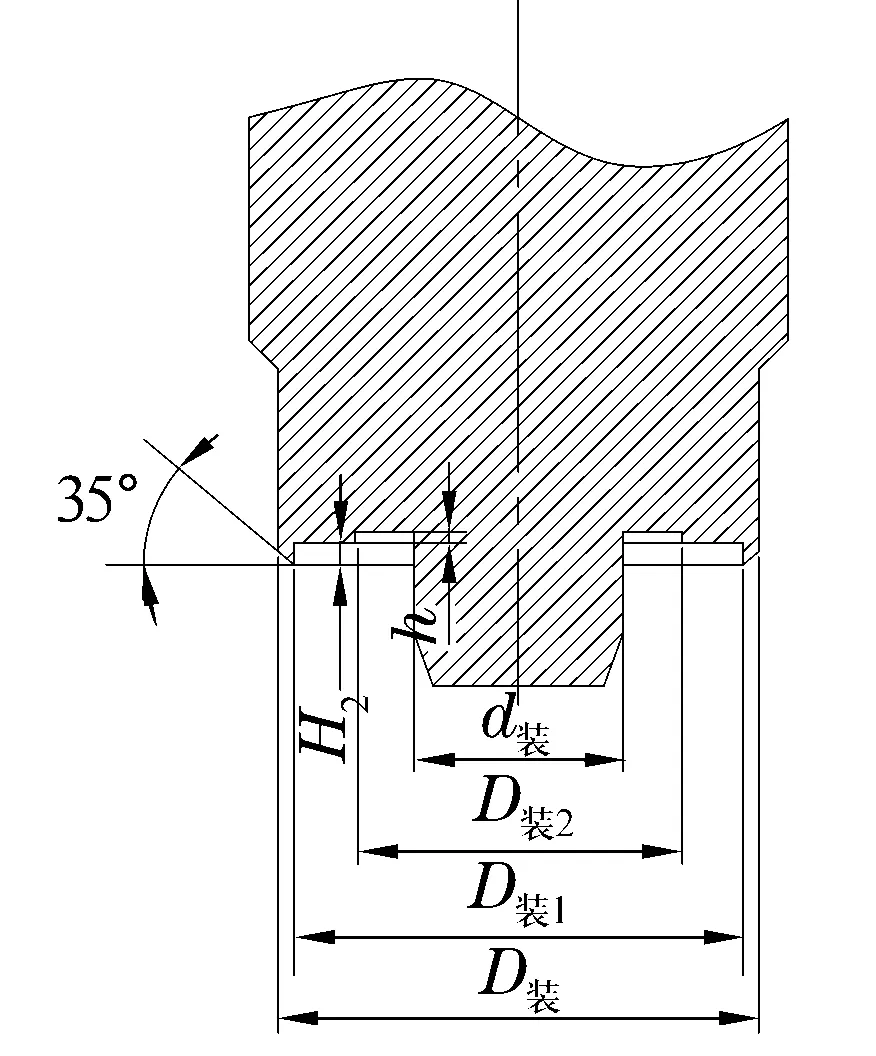
图4 改进后的防尘盖装配模
4 结束语
采取上述解决方法,基本上能够解决防尘盖装配过程中产生的各种质量问题,保证产品质量,而且改进的装配模可以利用原有装配模进行改制,节约了成本,具有良好的推广价值。
