B93铝合金热加工特性模拟研究
2012-07-16李金龙蹇海根陈宜钊徐燕萍
李金龙, 姜 锋, 蹇海根, 陈宜钊, 徐燕萍
(中南大学材料科学与工程学院,长沙 410083)
B93高强铝合金是俄罗斯研制成功的铝合金结构材料,该合金的棒材和大型锻件被广泛应用于军用飞机等武器装备领域,如军用飞机的高载部位、商用运输机的机翼桁梁、翼梁、货舱导轨等重要受力构件,是航空航天领域广泛采用的轻质结构材料之一[1~3]。跟同一系列的 Al-Zn-Mg-Cu 合金相比,B93铝合金未添加Mn,Cr等元素,合金的铸造性能更好,裂纹倾向较小,因此,特别适用于制作大型锻件等加工制品,是一种性能优良的高强锻造铝合金[4~6]。由于铝合金在常温条件下塑性较低,制件一般需要经过高温塑性加工成型。因此,对铝合金热加工特性的研究具有重要的工程意义。
近年来,铝合金热加工特性的研究进展顺利[7~9],周纪华等采用恒应变速率凸轮塑性针对四种铝合金的流动应力进行了研究,提出了拟合精度较高的四个铝合金流动应力的数学模型,并给出了数学模型的回归系数值[10]。Senars等考虑到金属稳态变形过程中亚晶尺寸、亚晶内位错密度、亚晶界取向差变化,对铝-镁合金热轧过程中的流变应力、再结晶行为进行了模拟和预测[11]。随着模拟技术的应用,有人对不同系列的铝合金热加工进行了模拟,建立了不同的本构方程用于指导实际过程,也有人利用热模拟技术分析了不同系列的铝合金热加工过程的组织转变。然而,B93铝合金热加工特性的研究鲜有报道。
目前,为了满足工厂实际的大规格棒材的批量化生产需要,研究热加工过程中B93铝合金变形温度,变形速率对组织的影响尤为重要[12,13]。本工作采用轴对称等温压缩实验方法模拟均匀化后铸锭的热加工特性,研究合金高温变形时的组织变化特征,结合加工图的计算分析来确定其热变形的流变失稳区,获得实验参数范围内热变形过程的最佳工艺参数。
1 实验方法
实验材料为B93铝合金,其主要合金成分(质量分数/%)为:Zn 6.8,Mg 2.0,Cu 1.0,Fe 0.3,Si 0.2,Al余量。将半连续铸锭加工成 φ10mm×15mm的圆柱,在Gleeble 1500热模拟试验机上进行圆柱单向热压缩。实验中在试样两端涂上高温石墨润滑剂(75%石墨+20%46#机油+5%硝酸钾三苯酯,质量分数),为了防止碳化物压头与试样相连,在压头与石墨润滑剂之间放置一层厚度为0.1mm的钽片。实验参考工厂实际工艺参数取值范围,压缩温度为350℃,380℃,420℃,450℃和470℃,应变速率为 0.001 s-1,0.01s-1,0.1s-1,1s-1和10s-1,总压缩变形程度为50%。压缩前升温速率为2℃/s,保温时间为3min。热变形后迅速水冷,一部分试样沿压缩轴线剖开,利用金相显微镜观察组织;一部分试样表面经过清洗,用扫描电镜直接观察。
2 实验结果
2.1 真应力-真应变曲线
为了方便对比和分析,表1列出了不同变形温度和不同应变速率条件下对应的峰值应力,变形温度为420℃和应变速率为0.001s-1的真应力-真应变曲线见图1。从表1和图1可以看出,在相同的变形温度下,随着应变速率的增加,峰值应力增加;在相同的应变速率下,随着变形温度升高,峰值应力降低。

表1 不同应变速率、不同变形温度对应的峰值应力(MPa)Table 1 The top stress of B93 alloy under different strain rates and deform temperatures(MPa)

图1 B93铝合金热压缩变形真应力-真应变曲线Fig.1 The stress-strain curves of compression of B93 alloy (a)T=420℃;(b)ε=0.001s-1
2.2 组织形貌观察
图2为不同等温压缩变形条件下的金相显微组织。由图可以看出,低温压缩变形后(图2a,b),热变形组织发生了回复并伴随少量的动态再结晶,随着温度的升高,再结晶晶粒逐渐长大,热变形组织为完全再结晶组织(图2c,d)。
图3所示为不同变形条件下样品的扫描照片。对应的热加工试样表面热裂情况总结列于表2中。
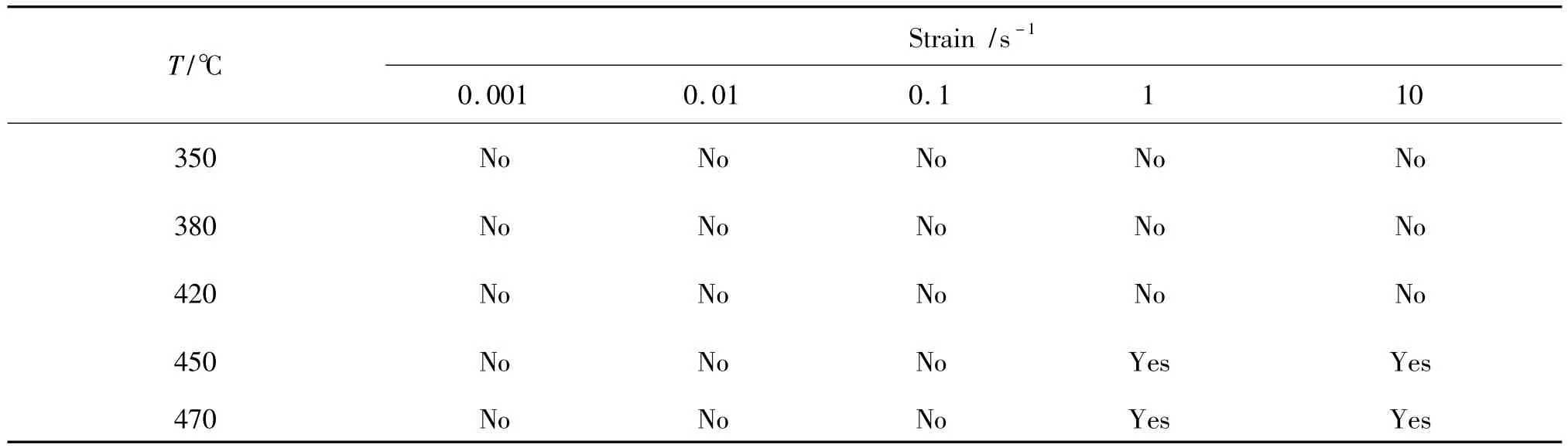
表2 热压缩后样品表面热裂情况Table 2 The surface crack of specimen after hot compression

由图3和表2可知,在较低温度和较低应变速率条件下,B93铝合金样品表面没有产生热裂纹。在高变形温度低应变速率条件下,样品表面也没有产生热裂纹,但是当应变速率达到1s-1时,试样出现了热裂纹,属于明显的晶界开裂。且温度越高,应变速率越大,样品变形起伏程度也越大,产生热裂纹的几率就越大。
2.3 加工图
根据材料动态数学模型[14]的观点,通过研究合金高温压缩过程中温度、应变速率以及应变等工艺变量之间的内在关系,将变形温度和应变速率的功率耗散图与失稳图相叠加,即可获得合金的加工图。首先,从实验数据中获得恒定变形温度、恒定应变速率下的不同应变的流变应力,根据流变应力,利用三次样条插值法和最小二乘多项式相结合来处理实验数据,得到每个温度下的流变应力对应变速率的函数lgσ=f(lgε);然后,计算出每个温度下的应变速率敏感指数m。
功率耗散图代表材料显微组织改变时功率的耗散,其变化率可用一个无量纲参数表示,即功率耗散系数η[15],由应变速率敏感指数m可以计算出功率耗散系数η:

失稳图是根据不可逆热力学极值原理,用另一个无量纲参数ξ()表示大塑性流变时的连续失稳判据[16]:


图4 B93铝合金不同应变下的加工图Fig.4 The processing map of B93 alloy with different strain(a)ε=0.1;(b)ε=0.3;(c)ε=0.5
加工图表明,在变形温度为300~500℃、应变速率为0.001~10s-1范围内,应变量0.1代表过渡变形的状态,应变量0.3代表应力达到峰值时的状态,应变为0.5代表稳态流变的状态。对比图4a,b和c可知,应变为0.1的加工图不存在失稳区;应变为0.3的加工图,当应变速率大于1s-1时约在整个温度区间合金出现变形失稳;应变为0.5的加工图,当温度低于400℃,应变速率大于0.1s-1以及高温高应变速率条件下合金出现变形失稳。
3 分析与讨论
3.1 热变形条件对合金组织的影响
一般情况下,动态再结晶后的晶粒尺寸与应变速率和变形温度等因素相关。在相同的应变速率下(图1b和图2a,c),随着变形温度的升高,热激活过程增强,进而使变形生成高的空位浓度降低,这时位错也具有足够的活动能力,克服金属变形结构对它的钉扎作用而发生运动。温度升高造成的热激活能可以立即引起回复现象的出现而不需要孕育期,合金动态再结晶的形核率和长大速率都增加,进而使动态再结晶软化作用增强。同时,温度的升高也使得晶界的切变抗力显著降低,易于晶界滑动,从另一方面使变形抗力有所降低,这样的变形条件适合铝合金热加工。在相同的变形温度下(图1a),随着应变速率的升高,晶粒的变形程度是增加的,动态再结晶后的晶粒尺寸变大。同时在金属塑性变形不充分的情况下,弹性变形量增大,内部的位错大量增殖,位错密度急剧增加,这样位错运动的速率就大大降低,导致再结晶的形核率和长大速率降低,此时动态再结晶的软化作用不明显,金属的变形抗力增大,因此增大变形速率不利于合金热加工。
3.2 热变形条件对试样表面热裂纹的影响
表面热裂纹的生成受变形温度和应变速率的综合影响。低应变速率和变形温度下(图3a,d),试样的表面有方向性的条纹,但没有形成表面热裂纹,说明合金处在安全加工区域。这种情况下塑性变形比较充分,弹性变形量比较小,流变应力水平很低。同时,晶界没有氧化或熔化,也没有发生滑移,试样的变形比较均匀。当温度高于450℃时,低应变速率条件下试样表面没有形成热裂纹(图3e,g)。而高温高应变速率下(图3f,h),试样表面明显开裂,裂纹方向垂直于压缩方向,晶界局部会出现氧化或熔化,晶界的切变抗力显著降低,使得晶界滑动易于进行,变形抗力有所减小。与此同时,高应变速率下,试样内部和外部的变形不充分,内部强化作用明显,应力值很大,而表面由于摩擦的存在,表面变形的等效切变应力比较小,造成变形困难,表面变形程度小于内部中心变形程度,导致腰鼓形成。鼓形出现后,试样内产生附加应力,这种附加应力表现为试样心部受压,鼓出的部分受拉,造成镦粗变形时开裂。
3.3 B93铝合金加工图的分析
根据工厂材料热加工的实际情况,在后续的挤压、锻压等过程中,材料所受的应变量均较大。应变量达0.5以后,材料进入稳态变形,PRASAD[17]指出稳态变形后应变量对热加工图的影响不大,认为不同应变量下热加工图的形状相似,故选取应变量为0.5时的加工图中安全加工区域(图4c)进行重点分析。应变为0.5的加工图中功率耗散系数较大的区域有3个,每个区域的最大功率耗散系数均在0.3左右,其温度分别为300℃(低温),420℃(中温),500℃(高温)左右。在较低温度区域(图3a),即变形温度为300℃左右、应变速率约为0.01s-1时,是该合金的温加工区域,温加工后材料只进行人工时效,对合金制品的最终性能有一定的影响,工厂实际生产过程中一般不采用。在高温变形时,功率耗散系数最大值约为0.34,但其变形组织粗大(图2d),将对其力学性能产生影响,表面会出现热裂纹(图3h),加工过程中容易开裂,因此高温区不适宜进行该合金的热加工。在中温区,变形温度为420℃、应变速率约为0.001s-1时,其功率耗散系数最大值约为0.3,组织细小(图2b),试样表面起伏比较均匀(图3c)。中温区是该合金的热变形区域,可以进行热锻、热挤压等变形加工。热压缩实验表明铸锭在420℃左右热轧,热轧效果较好,继续升高热加工温度,热轧板坯就会开裂。所以,B93铝合金适宜的热加工温度范围应当在420℃左右。
4 结论
(1)B93铝合金热压缩变形时,峰值应力随变形温度的升高而降低,随变形速率的提高而增大。
(2)低温热变形组织发生了回复并伴随少量的动态再结晶,高温变形组织为完全再结晶组织。低应变速率条件下,B93铝合金样品表面没有产生热裂纹,属于安全加工区域。在高变形温度条件下,当应变速率达到1s-1时,试样出现晶界开裂,且温度越高,应变速率越大,产生热裂纹的几率就越大。
(3)基于动态材料模型,建立了B93铝合金加工图,确定了安全的热加工区域:温度为420℃左右,应变速率为0.001s-1。
[1]HEINZ A,HASZLER A,KEIDEL C,et al.Recent development in aluminium alloys for aerospace applications[J].Materials Science and Engineering(A),2000,280(1):102-107.
[2]FRIDLYANDER J N,SENATOROVA O G.Development and application of high-strength Al-Zn-Mg-Cu alloys[J].Materials Science Forum,1996,217/222(3):1813-181.
[3]LI X M,STARINK M J.Effect of compositional variations on characteristics of coarse intermetallic particles in overaged 7000 aluminum alloys[J].Materials Science and Technology,2001,17(11):1324-1328.
[4]刘晓涛,崔建忠.Al-Zn-Mg-Cu系超高强铝合金的研究进展[J].材料导报,2005,19(3):47-50.
[5]蹇海根,姜锋,徐忠艳,等.航空用高韧Al-Zn-Mg-Cu系铝合金的研究进展[J].热加工工艺,2006,35(12):66-71.
[6]曾渝,尹志民,潘青林.超高强铝合金的研究现状及发展趋势[J].中南大学学报(自然科学版),2002,33(6):592-596.
[7]林高用,张辉,郭武超,等.7075铝合金热压缩变形流变应力[J].中国有色金属学报,2001,11(6):412-415.
[8]李周兵,沈健,闫亮明,等.应变速率对7055铝合金显微组织和力学性能的影响[J].稀有金属,2010,34(9):644-647.
[9]李慧中,张新明,陈明安.2519铝合金热变形流变行为[J].中国有色金属学报,2005,14(4):621.
[10]周纪华,王再英,高永生.铝合金流动应力数学模型[J].北京科技大学报,1994,16(4):351-356.
[11]SENARS C M.Modeling microstructural development during hot rolling[J].Materials Science and Technology,1990,6(11):1072-1081.
[12]HEINZ A,HASZLER A,KEIDEL C,et al.Recent development in aluminium alloys for aerospace applications[J].Materials Science and Engineering,2000,12(2):102-107.
[13]WEI Qiang,XIONG Baiqing,ZHANG Yong'an,et al.Production of high strength Al-Zn-Mg-Cu alloys by spray forming process[J].The Chinese Journal of Nonferrous Metals,2001,11(2):258-260.
[14]PRASAD Y V R K,GEGEL H L,DORAIVELU S M,et al.Modeling of dynamic material behavior in hot deformation:forging of Ti-6242[J].Metallurgical transactions(A):Physical Metallurgy and Materials Science,1984,15(10):1883-1892.
[15]SESHACHARYULU T,MEDEIEOS S C,FRAZIER W G,et al.Microstructural mechanisms during hot working of commercial grade Ti-6Al-4V with lamellar starting structure[J].Mater Sci Eng(A),2002,325(1/2):112-125.
[16]CERRI E,SPIGARELLI S,EVAANGELISTA S E,et al.Hot deformation and processing maps of a particulate-reinforced 6061+2%Al2O3composite[J].Mater Sci Eng(A),2002,324(1/2):157-161.
[17]PRASAD.Processing maps:A status report[J].Journal of Engineering and Performance,2003,12:638-645.
