汽车覆盖件后中围蒙皮数字化造型分析
2012-07-12商丘工学院
商丘工学院 贾 磊
1.汽车覆盖件后中围蒙皮实体数字化造型
三维视图相对于二维视图有更强烈的视觉效果,在制造与设计中有着很好的应用环境。模具是在零件三维实体的基础上来生成的,因此,零件的三维视图可以应用像Pro/E5.0这样的软件来实现的。
1.1 汽车覆盖件后中围蒙皮的实体数字化造型
首先根据给定的零件工程图,经过分析,对其在Pro/E5.0上进行三维模形的绘制,造型以图1为例。
1.2 汽车覆盖件后中围蒙皮的实体数字化造型分析
经过对于拉伸零件进行分析,作出它的工序图,即从拉伸完之后零件的形状,工序图经分析后,我们继续在Pro/E5.0上进行造型,结果图形如图2:
对于造型的结果我们要进行必要的分析,看其是不是符合拉伸的条件,要保证在板料不能被拉裂的条件下进行,并且要计算出拉伸力,板材面积,重量等参数。
2.冲压成型模拟的步骤
2.1 曲面模型的建立
曲面建立的时候,我们如果在Pro/E和UG建立好了以后,可以直接导入到Dynaform软件中,当然也可以在Dynaform中直接建立,由于我们已经在Pro/E5.0上建立了曲面模型,我们只需要导入生成曲面就可以了。
2.2 单元网格的划分
网格的划分过程比较复杂,在建立网格划分的时候,要检查凸模、凹模以及压边圈等的法向矢量和边界,以及有重复的单元网格。另外,网格的粗细和密度也要选择适当,以尽可能的接近真实情况。
2.3 确定冲压方向
我们可以根据Dynaform软件提供的DFE模块来设计压料面和工艺补充面,以此来确定汽车覆盖件蒙皮的冲压方向和工艺补充面方向。
2.4 估算坯料
在Dynaform中的BSE(Blank Size Engineering)模块可以实现毛坯的估算和改善毛坯的外形。得到估算的毛坯轮廓以后,用户可以调整后续的毛坯排样并进行成本的估计
2.5 定义拉延筋
拉延筋在冲压模具中起着极其重要的作用,一般选用以下两种方法,一种是我们将拉延筋等效抽象为化为一条拉延筋线附着在模具表面并能承受一定约束力;一种是按照覆盖件模具实际结构进行几何造型定义拉延筋,这时把拉延筋看做刚体,与凹模连接在一起。
2.6 确定成型工艺参数
我们仍可以借助Dynaform软件模块中提供的方法来设置,这其中要设置覆盖件模具三大件之间的接触类型、运动曲线、力曲线、材料性能、摩擦系数等工艺参数。
2.7 模拟结果后处理

图1 零件图
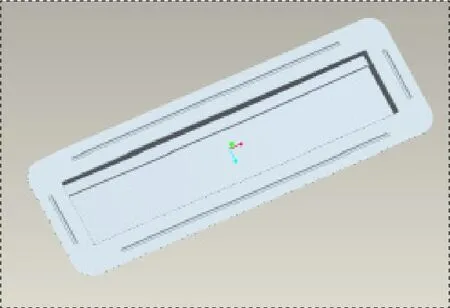
图2 零件工序图

图3 Dynaform材料成形分析的步骤
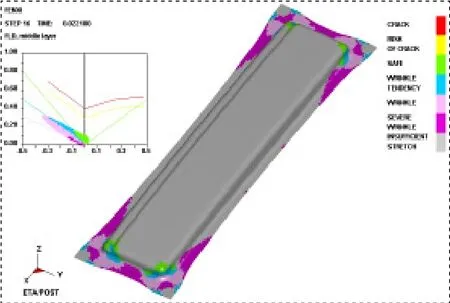
图4 FLD图

图5 厚薄图

图6 第一主应变图

图7 材料流动图
读入零件模型(IGES文件或UG文件),以模拟动画形式显示覆盖件凸凹模、板料和压边圈的运动情况,此时要检查其合理性,并给出材料流动、应力应变分布、板料变形和板料厚度变化以及起皱破裂等情况。还可以分局材料成形生成应力应变图、极限图、材料流动图、厚向分布图等进行细致的分析研究(如图3所示)。
3.冲压成型过程分析
3.1 模型分析结果
参数设置完成后提交求解器LS-DYNA进行计算,LS-DYNA自动在后台运行,直至计算机完成后处理工作。生成FLD图。
图4中,绿色为安全区域,代表我们所选的参数是符合要求的。
我们的板料给定的厚度是1.5mm,经拉伸后,从图5可以看到,最薄的地方为1.38mm,为合理范围。这里是用%表示的,我们看到拉伸最严重的地方为8.5%左右,约变薄了0.12%,这和厚薄图是相符的。
图6中,由第一主应变图可以看出红色区域为应变最大的区域。这里是变形最严重的区域,也是做容易出现问题的区域。
材料的流动如图7中所示,根据这些我们要确定压料筋,控制板料的流动。
3.2 拉延筋的作用和设置
由于拉延筋对板料冲压成形的重要性,所以在板料成形过程CAE分析软件中,必然要在板料冲压成形模型中设置拉延筋。拉延筋的作用是为变形区域材料提供附加阻力,改变变形区材料的受力状态,从而达到顺利成型的结果。
汽车覆盖件模具中,拉延方向、工艺补充部分和压料面形状,是决定能否拉延出满意制件的先决条件,而拉延筋则是必要条件,它是防止覆盖件起皱和撕裂做有效的方法。当然,如果布置得不合理,起皱和撕裂是情况反而会更加严重。所以在调模时,一旦出了问题,一定要冷静分析材料的流动情况,再作处理。
在Dynaform中,采用了等效拉延筋代替真实拉延筋的思想,即拉延筋是用一系列编号连续的节点所组成的线来边式,为软件的开发和应用带来了极大的方便。
[1]郭春生,汤宝骏等.汽车大型覆盖件模具[M].北京:国防工业出版社,2001.
[2]杨玉英.大型薄板成型技术[M].北京:国防工业出版社,1988.
[3]高凯祁,胡世光.专家系统技术在覆盖件拉延工艺设计中的应用研究[J].中国机械程,1998,9.