某型发动机高压压气机第6级静子叶片掉角故障分析
2012-07-02可成河巩孟祥赵鑫
可成河,巩孟祥,赵鑫
(1.驻沈阳黎明航空发动机(集团)有限责任公司军事代表室,沈阳 110043;2.中航工业沈阳发动机设计研究所,沈阳 110015)
某型发动机高压压气机第6级静子叶片掉角故障分析
可成河1,巩孟祥1,赵鑫2
(1.驻沈阳黎明航空发动机(集团)有限责任公司军事代表室,沈阳 110043;2.中航工业沈阳发动机设计研究所,沈阳 110015)

可成河(1963),男,高级工程师,从事航空发动机装配工艺研究工作。
针对某型发动机高压压气机第6级静子叶片掉角故障,分别进行了断口分析、强度计算、振动模态试验和整机动应力测试,综合分析结果表明:第6级静子叶片掉角断口均属于高周疲劳;实测第9阶振型的最大相对振动应力区与故障叶片的裂纹起始位置吻合;第9阶自振频率对叶尖附近的弦长、厚度及尾缘R的尺寸微小变化很敏感。采取了增加频率限制、对涂"W"漆前的吹砂工艺进行细化以保护叶片的措施,使得该故障得以排除。
高压压气机;静子叶片;掉角故障;航空发动机
0 引言
航空发动机发展史是伴随着故障的发生、排除、再发生与再排除的过程。通过故障分析,找出故障原因,从而采取有效措施排除,不仅能解决航空发动机设计与使用中的难题,而且能举一反三地应用于在役发动机的改进中,从而提高发动机的设计与制造能力。3台某型发动机在试车时分别发生1片高压压气机第6级静子叶片排气边叶尖掉角故障,故障叶片具有以下共同特点:(1)3个故障叶片掉角位置均位于叶尖排气边;(2)3个故障叶片掉角形貌相近;(3)3起掉角故障均在工厂试车后分解时发现,且总工作时间较短;(4)除了掉角叶片,同级其它静子叶片没有发现裂纹;(5)掉角引起的第7级转子叶片2次损伤较轻,燃烧室、涡轮等部件未见打伤,没有对发动机试车造成影响。通过对故障叶片进行断口分析和强度计算与试验,找到了故障发生的原因,并采取了相应的解决措施,使故障得以排除。
本文详细介绍了某型发动机高压压气机第6级静子叶片掉角故障原因的分析过程和方法。
1 断口分析
1.1 宏观观察
故障叶片外观如图1所示,断口宏观形貌如图2所示。从图1、2中可见,掉角均呈鱼钩状,断口均已氧化变色。
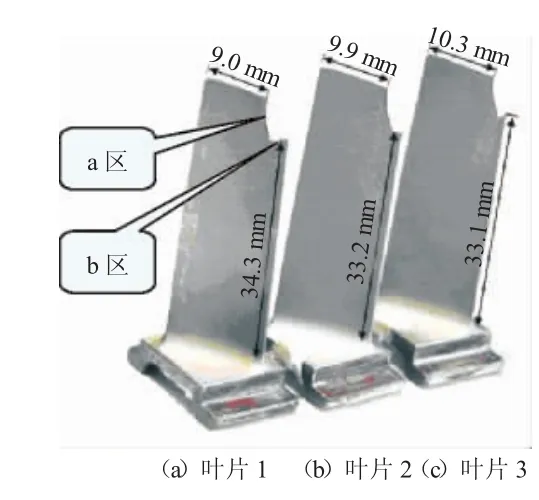
图1 故障叶片外观
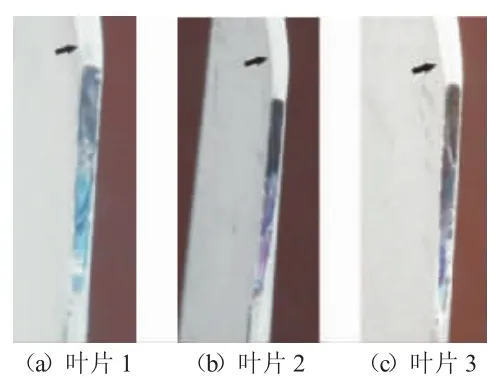
图2 断口宏观形貌
1.2 断口形貌分析
3个叶片断口的形貌相似,均可分为a区和b区。
3个故障叶片a区的低倍2次电子像如图3所示,从图中可知,其断口为疲劳断口。每个断口存在3个彼此独立的断裂部分A、B、C。这意味着存在3个疲劳源,主疲劳源位于叶尖与叶背的交界处附近;其他2个疲劳源分别位于靠近叶尖的叶盆侧和叶背侧。主疲劳源磨损严重,在未磨损区域呈现疲劳特征,未见明显的冶金缺陷,如图4所示。
3个故障叶片b区的低倍2次电子像如图5所示。b区右侧为疲劳扩展区,根据疲劳弧线形状可以确定疲劳裂纹由断口右侧向左侧扩展,排气边左侧较粗糙,有韧窝特征,为瞬断断口,面积较小。
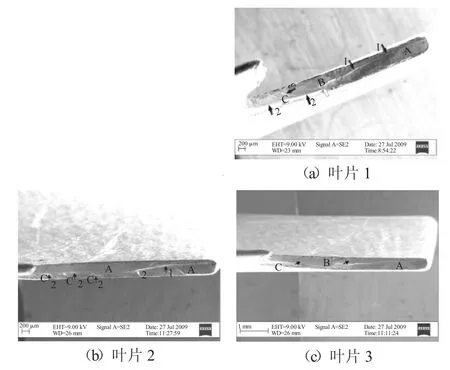
图3 断口a区2次电子像
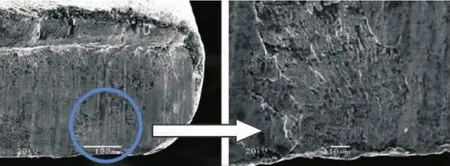
图4 叶片3叶尖位置的形貌
将故障叶片1、2的叶身表面W涂层去除,以便于对掉角叶片的主疲劳源处的表面进行扫描电镜观察,在扫描电镜中观察叶身表面,经过吹砂处理的叶身表面显微形貌有些粗糙,如图6所示;在主疲劳源处叶片表面不够圆滑,如图7所示。
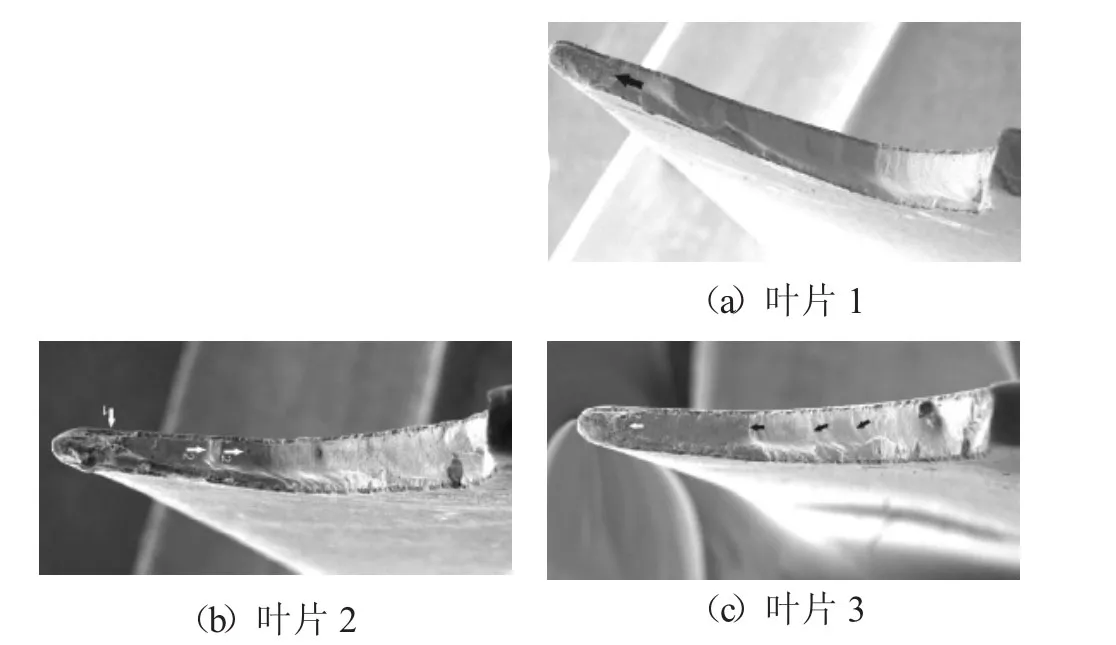
图5 断口b区2次电子像
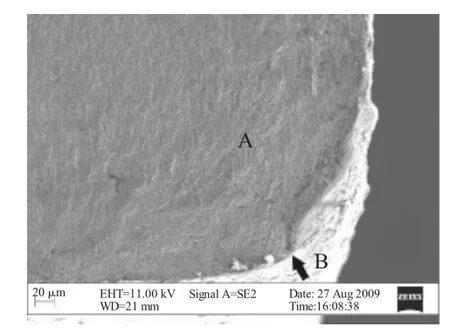
图6 叶片1叶背表面的2次电子放大像
1.3 材质分析
1.3.1 金相组织
对故障叶片1、2进行金相组织检查,二者金相组织形貌一致,未见过热过烧特征和其他冶金缺陷,其组织正常,如图8所示。
1.3.2 化学成分分析
由于叶片质量较小,未进行氢的质量分数检查。仅对故障叶片2进行化学成分分析,化学成分均符合1Cr12Ni2WMoVNb合金的技术要求,其检查结果见表1。
1.4 断口分析结论
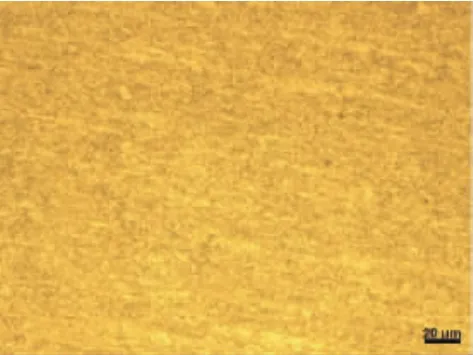
图8 叶片1纵向金相组织
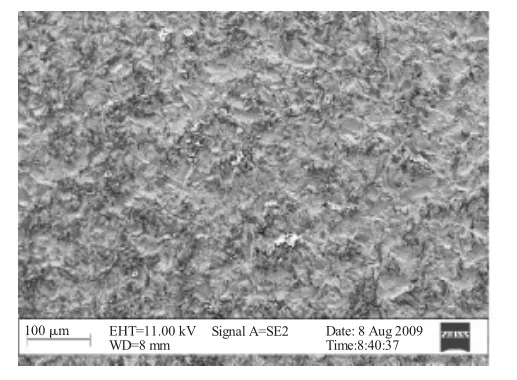
图7 叶片1叶尖侧主疲劳源及其附近断口的2次电子放大像
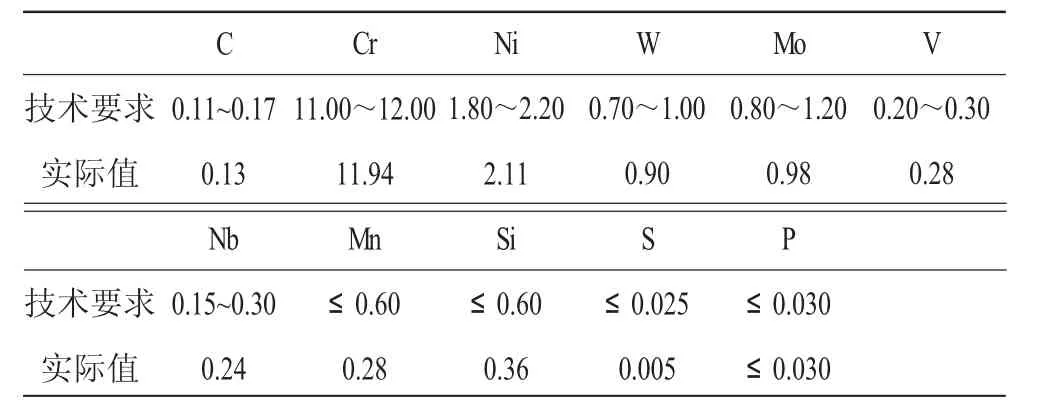
表1 叶片2掉角叶片化学分析结果w/%
(1)3台故障发动机高压压气机第6级静子叶片掉角断口形貌相近,均属于高周疲劳,初始疲劳源位于叶尖与叶背的交界处附近,断口疲劳源处均未见明显的冶金缺陷;
(2)对去涂层后的故障叶片1、2进行高倍观察发现,叶尖倒角不够光滑,吹砂表面较粗糙,可能会促进疲劳裂纹萌生。
2 强度振动计算与试验
2.1 静应力计算分析
某型发动机高压压气机第6级静子叶片为悬臂结构,由特征点处应力值及应力沿叶高分布可知:
(1)在设计点状态,前缘特征点处于压应力状态,叶背侧和尾缘特征点处于拉应力状态,叶身各截面最大应力点位于叶背侧。
(2)叶身应力由叶根到叶尖依次减小,整个叶片叶身的最大应力出现在叶根截面叶背侧的特征点,为439 MPa;叶尖附近静应力水平很小,叶尖处为0;在距叶尖5 mm范围内,尾缘特征点的应力不大于30 MPa。
由于叶尖附近的静应力较小,不会出现因静强度储备不足破坏或者低循环疲劳破坏的失效模式。2.2振动特性分析
2.2.1 计算与试验结果综合分析
采用有限元分析法计算了某型发动机高压压气机第6级静子叶片第1~11阶的振型、振频和相对振动应力分布;采用激光散斑干涉法对该叶片进行了第1~11阶的振型、振频试验。计算得到的第1~8阶及第11阶振型与试验测得的振型完全吻合;第9、10阶振型存在一定差别,2阶计算振型按同相位和反相位叠加后的结果与试验结果完全相同(如图9所示)。可见由于第9、10阶的频率差较小,振型产生了耦合现象。
相对振动应力分布表明:只有实测第9阶振型的最大相对振动应力位于叶尖靠近排气边的叶背处,与故障叶片的裂纹起始位置相吻合。
试验结果表明:第9阶振型的频率对叶尖附近型面弦长、厚度及尾缘R的尺寸微小变化很敏感,对于叶尖附近叶型偏薄、弦长偏长的叶片,其高阶自振频率明显减小;尾缘偏薄,第9、10阶振型的频率差缩小。
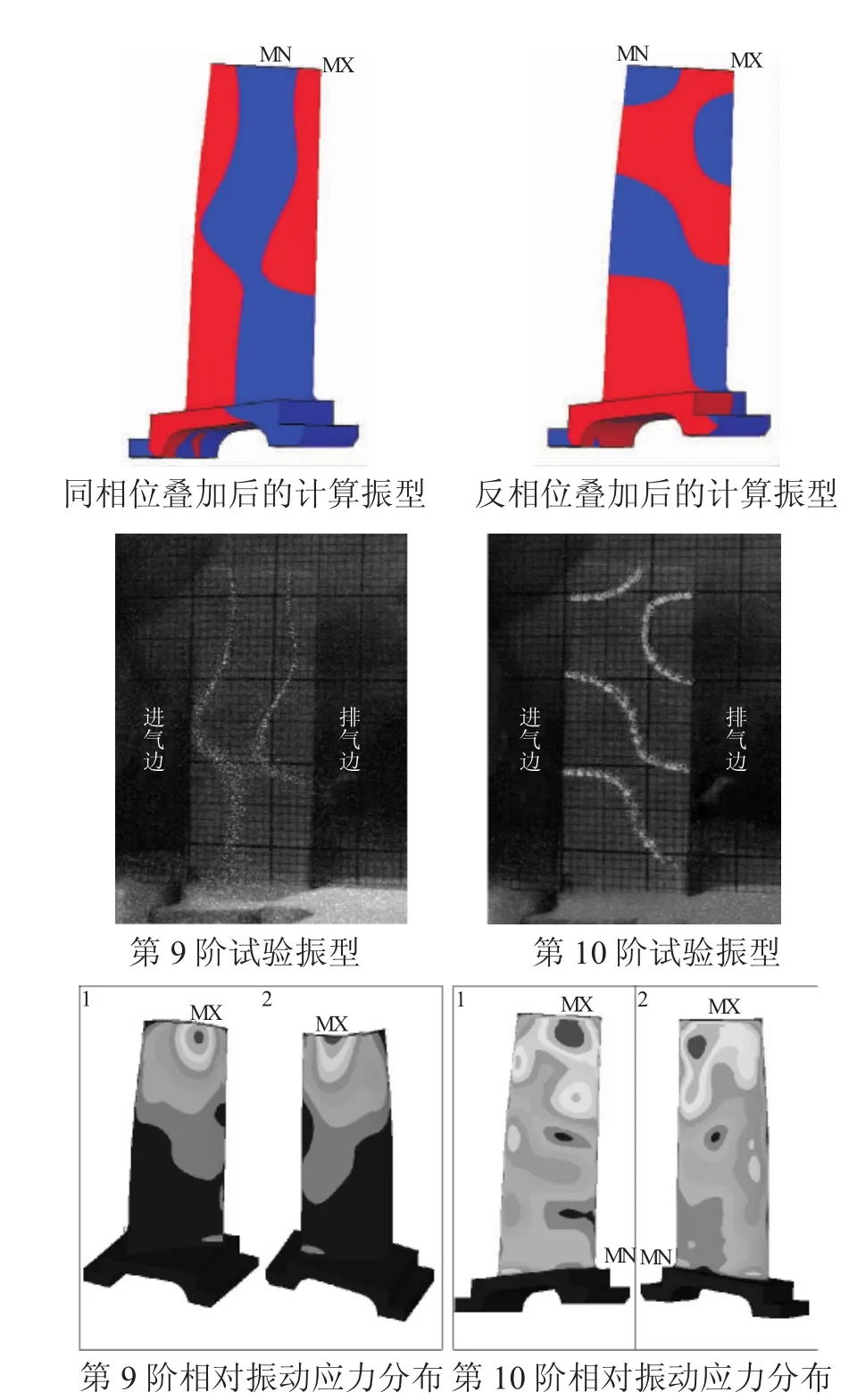
图9 第9、10阶叠加后的叶片振型
2.2.2 共振分析
某型发动机高压压气机第6级静子叶片产生激振的因素有上游87片第5级转子叶片、95片第6级转子叶片和下游101片第7级转子叶片。
实测结果的坎贝尔图(如图10所示)表明:101E是在设计点激起第9阶共振的激振源。绝大部分叶片在工作转速范围内不会发生第9阶共振,只有在叶片第9阶自振频率较低的情况下,才会发生共振。
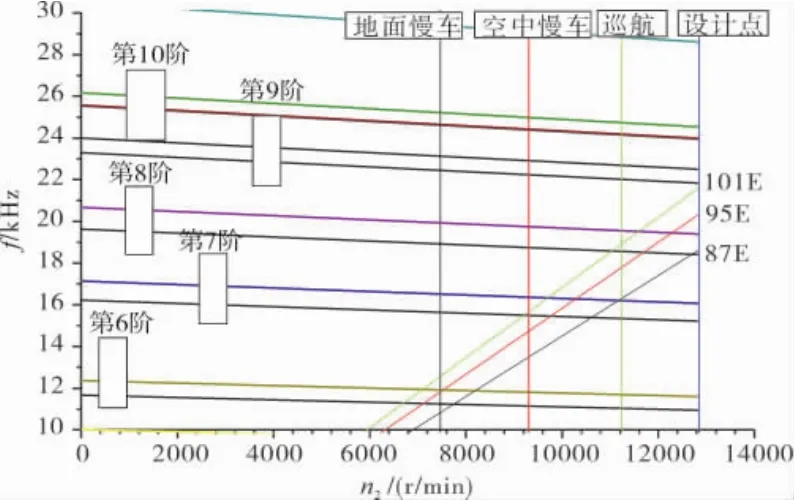
图10 实测振动坎贝尔图
2.2.3 整机动测分析
进行了整机动应力测试,动测坎贝尔图如图11所示。测试到叶片的振动有2阶:(1)由K=95,K=101激起的第7阶共振,共振转速为12410~12780 r/min,振动频率为19660~21520 Hz;(2)由K=108激起的第9阶振型的强迫振动,测得最高振动转速为12780 r/min,振动频率为23030 Hz。
第7阶振型共振不是掉角故障发生的原因,因为贴片引线前后叶片振动特性的对比试验表明:贴片引线影响叶片的频率,各阶振型没有变化;贴片后第7阶固有频率平均提高4379 Hz左右,共振转速相应提高2600 r/min左右。
在没有应变计影响的叶片中,其第7阶振型的共振转速应该在10180 r/min左右,气动负荷减小,则应力减小。第7阶最大应力点位置不在叶尖,与故障叶片掉角位置不同。
第9阶振型共振是掉角故障发生的主要原因,分析如下:按动测结果,在未与激励因素(K=101、95)相交,即第6级静子叶片前后转子叶片尾流激励未完全耦合的情况下,测试的最高转速为12780 r/min,叶片已经发生振动。剔除应变计的影响,考虑频率“公差带”的范围,按坎贝尔图分析,会有个别叶片的第9阶振型出现在发动机最大转速附近。
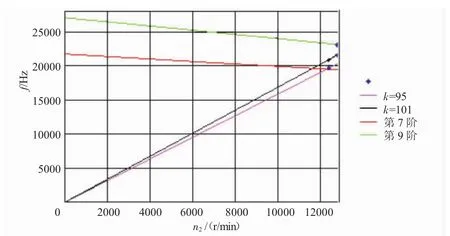
图11 整机动测坎贝尔图
3 故障原因分析及排故措施
3.1 故障原因
根据断口分析、强度计算、振动模态试验和整机动应力测试结果,对故障原因综合分析如下:
(1)断口分析结果表明,3台故障发动机的第6级静子叶片掉角断口均属于高周疲劳,初始疲劳源均位于叶尖与叶背的交界处附近,距叶片排气边约2~4 mm,产生初始裂纹的应力较大,裂纹扩展的应力较小;
(2)相对振动应力分布表明,只有实测第9阶振型的最大相对振动应力区与故障叶片的裂纹起始位置吻合;
(3)振动特性计算和模态试验结果表明,第9阶自振频率对叶尖附近的弦长、厚度及尾缘R的尺寸微小变化很敏感;叶尖附近叶型偏薄、弦长偏长的叶片的第9阶自振频率明显降低,其中自振频率降低幅度较大的个别叶片在最大工作转速附近发生共振,可能导致叶片掉角。
3.2 排故措施
(1)对第6级静子叶片增加频率限制要求,第9阶振频不得小于24100 Hz(允许测量误差为±50 Hz)。当第9阶振频小于24100 Hz时,允许对不满足要求的叶片在叶型公差范围内沿弦向以抛修叶片排气边的方式进行调频(在距叶尖5 mm叶高范围内)。
(2)对涂“W”漆前的吹砂工艺进行细化和改进,加强生产过程中对叶尖区域的防护,避免对叶片造成损伤。
4 结束语
(1)排故措施已在某型发动机中采用,使该型发动机恢复批产交付。
(2)已采用排故措施的发动机在后续工厂试车和外场应用中,均未发生掉角故障,在外场的验证正在进一步跟踪调研。
(3)采用激光散斑干涉法对故障叶片进行了第1~11阶的振型、振频的试验测量方法已推广到其他型号发动机设计中。
[1]陈光.航空发动机结构设计分析[M].北京:北京航空航天大学出版社,2006:553-585.
[2]费成巍,柏树生,白广忱,艾延廷.转子振动故障的过程功率谱熵特征分析与定量诊断[J].航空发动机,2011,37(1):48-51.
[3]陈光.航空燃气涡轮发动机结构设计[M].北京:北京航空航天大学出版社,1994:26-73.
[4]宋兆泓,陈光.航空发动机典型故障分析[M].北京:北京航空航天大学出版社,1993:16-48.
[5]姜广义,王娟,姜睿.航空发动机风扇机匣振动故障分析[J].航空发动机,2011,37(5):38-40.
Fracture Failure Analysis of Sixth-Stage Stator Blade for an Aeroengine HP Compressor
KE Cheng-he1,GONG Meng-xiang1,ZHAO Xin2
(1.Customer Representaitive in SLEMC,Shenyang 110043,China;
2.AVIC Shenyang Engine Design and Research Institute,Shenyang 110015,China)
The fracture analysis,strength calculation,vibration modal test and engine dynamic stress measurement were conducted for the sixth-stage high-pressure stator blade fracture failure of an aeroengine.The analysis results show that the sixth-stage stator blade fracture failure is caused by high cycle fatigue.The measured biggest relative vibration stress region of the ninth mode is correspond with initial position of failured blade crack.The ninth-stage natural frequency is very sensitive to the slight variations of chord length near tip, thickness and size of trailing edge R.The frequency restrict method and the sand blasting technics refined before"w"painting are adopted to protect blade and eliminate failure.
HP Compressor;stator blade;blade fracture failure;aeroengine
2012-01-17
