机器人自动喷涂系统在铁路机车喷漆中的应用
2012-05-11房晶晶
房晶晶
(北京机械工业自动化研究所,北京 100120)
机器人自动喷涂系统在铁路机车喷漆中的应用
房晶晶
(北京机械工业自动化研究所,北京 100120)
0 引言
铁路机车车体尺寸较大,长度一般在12-14米,高度一般在3-5米,传统工艺采用人工喷涂,通常有占用劳动力多、劳动强度大、喷涂质量不稳定、效率低等不可避免的问题,且手工喷涂环境危害人身健康,逐渐被现代工业所摒弃。因此我们采用喷漆机器人并配以必要的外围辅助设备进行喷涂工作,获得了良好的效果。本文将介绍铁路机车机器人自动喷涂系统的整体结构构成、工作原理及控制系统。
1 系统基本配置
此机器人自动喷涂系统主要由以下五部分构成:防爆喷涂机器人、机器人水平移动装置、机器人垂直升降装置、总控系统和集中供漆系统。
机器人水平移动装置由交流伺服电机经减速机减速后,通过齿轮、齿条传动,拖动安装有机器人升降装置的滑板,带动滑板沿直线导轨做直线运动。机器人移动装置的传动及导向部件均采用迷宫式结构全长防护,可在漆雾环境下使用,如图1所示。
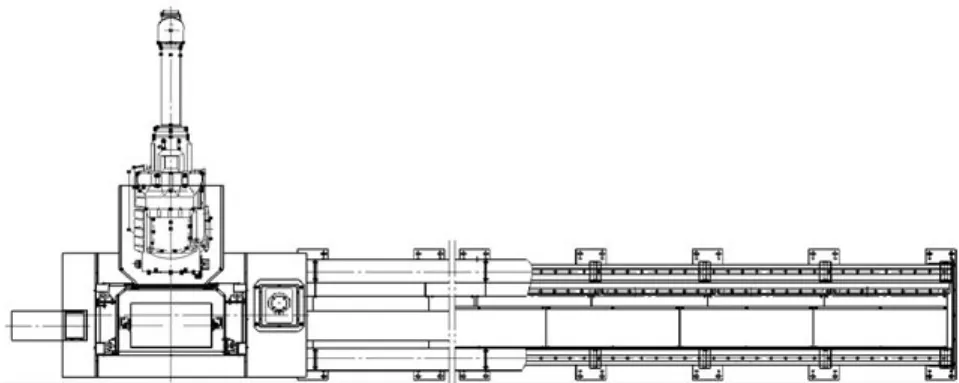
图1 机器人水平移动装置
机器人升降装置由带抱闸的防爆电机、减速机组拖动,带动托架(机器人固定在托架上)经直线导轨导向上下移动,其位置只有上、下两个位置,由机器人控制柜进行开关量控制。将根据不同车型,确定不同的喷涂位置如图2所示。
集中供漆系统包括油漆循环系统、液压油供给系统、油漆热交换系统等。油漆循环系统将油漆输送到各个工位,并保证油漆始终流动、减少沉淀。液压油供给系统是给液压输漆泵的马达提供动力用液压油。油漆热交换系统是通过冷热水供给来调节、控制油漆的温度。

图2 机器人升降装置
总控系统由六部分构成:PLC控制系统、机器人控制系统、人机界面、伺服电机控制系统、变频电机控制系统和控制面板。前5部分均与PLC系统进行直接的信息交换。PLC系统相当一个信息中转站、命令控制器及状态显示器,对整个系统进行控制。
防爆喷涂机器人系统主要完成在自动喷涂过程中对自动喷涂运动轨迹进行控制,可以对喷枪开、关进行自动控制。针对不同的喷涂轨迹可以设置成相应的程序号,机器人可以接受总控系统发来的程序号命令,调用相应的喷涂程序。机器人喷涂轨迹程序,可结合系统内部指令和点对点的人工示教完成。
2 工作原理
系统的总体设计采用了两台机器人在工件的两面对称喷涂,每一台机器人负责喷涂工件表面的一半面积。每一台机器人安装在伺服移动导轨上,以满足被喷工件长度方向喷涂的技术要求。由于工件高度达4.5米,机器人在同一个水平方向喷涂是满足不了高度喷涂要求的,所以,在机器人的移动导轨上再增加一个升降自由度,在喷涂的过程中,根据喷涂的需求及时地抬高机器人的喷涂位置,以满足工件高度喷涂的需要,垂直高度驱动采用变频控制,水平移动方向采用伺服控制系统。机器人喷涂系统,对每一台机器人所包含的全范围喷涂方式,采用长度方向分段喷涂,高度方向分为两层喷涂。
在人机操作界面输入相应的工件号及颜色号之后,启动系统,水平移动装置的伺服控制系统开始相对于工件找零点以确定启喷点,零点到位后总控系统自动给机器人控制系统发出启动命令、程序号,机器人收到后发回反馈信号,通知伺服系统运动至第一个启喷位置。伺服系统移动到位后通过与PLC系统交互信号给机器人控制系统发一个伺服到位信号,此时,机器人开始按预先示教程序进行第一步分段喷涂。机器人完成第一部分喷涂后,反馈给PLC系统让伺服系统运动至第二个启喷位置,伺服系统移动到位后通过与PLC系统交互信号给机器人控制系统发下一个伺服到位信号,机器人再进行第二步分段喷涂。如此重复直到工件下半部分喷涂完成。完成后,总控系统再通知垂直移动装置的变频控制系统运动至工件上半部分启喷位置。到位后通过与PLC系统交互信号给机器人控制系统发一个变频到位信号,这时机器人系统配合水平移动装置完成工件上半部分喷涂,原理与工件下半部分喷涂类似。当完成喷涂回到结束点时,总控系统通知变频控制系统运动至起始安全位置,整个工件喷涂结束,系统处于准备好状态,等待下一个喷涂命令的到来。
3 控制系统
控制系统采用进口可编程控制器作为中央控制单元,对机器人、机器人直线移动装置、机器人垂直升降装置、集中供漆系统等设备进行总体协调与控制。上位采用触摸屏,具有故障显示功能,便于设备排除故障。总控系统与机器人系统间实时交互状态信息,确保机器人协调有序工作。
控制系统的主要结构分为6大块,相互间通信方式为:
1)人机界面。
2)PLC系统:人机界面与PLC系统采用PROFIBUS-DP通信。
3)机器人系统:机器人系统与PLC系统采用I/O开关量通信。
4)伺服系统:PLC系统与伺服系统采用I/O开关量通信。
5)变频控制系统:变频控制与PLC系统采用I/O开关量通信。
6)控制面板I/O按钮输入直接接入PLC系统的输入口。
总控系统可实现功能:发送给机器人控制命令,以及接收机器人工作过程中返回的状态信息;与上位机进行信息交换,接受上位机发来的各种命令并对其进行相应的处理,向上位机发送各种状态信息;对人机界面的输入按钮及输出指示进行控制,对报警指示灯进行控制;对外部的各种输入输出信息(如移动装置的限位信号、零点信号、工件到位信号、故障信号等)进行处理;上位机触摸屏可实现系统工作状态监控、参数设定及修改、参数显示、报警信息显示、故障复位等工作。机器人伺服直线移动装置共含有2台伺服电机,采用进口伺服控制系统,可以精确控制水平方向的位移,及时反馈运动过程中的状态,并且重复精度高。
系统前期准备工作由总控系统发命令来完成。如系统找伺服零点,找工作原点,发出启动命令等。当总控系统发完启动命令后,后面的一切工作由机器人喷涂系统自动完成,PLC系统这时只是起到一个承上启下的作用、实时传寄信息的功能。一个自动工作周期完成后,机器人给上位机发工作结束命令,这时,各个功能单元均处于自动工作方式的待命状态,等待上位机新的工作命令的发送。
总控界面功能主要是:
1)可以显示系统在工作过程中的工作状态(如机器人,变频器,伺服系统的各种状态信息);
2)程序号和颜色号的编制修改和发送;
3)手动功能下的功能操作(如换色操作,清洗操作)。
重要的功能操作可以由操作面板上的功能按钮直接操作。
4 结束语

图3 总控界面
通过给运动轨迹固定的工业机器人增加外部轴,可以加大机器人的工作范围,从而在大型工件喷涂领域得以广泛应用。本文介绍的铁路机车机器人喷涂系统,安全防护等级高,操作简洁方便,喷涂效果稳定,极大程度上降低了工人的劳动强度及改善了工作环境,提高了工作效率,已在用户现场成功应用并获得好评。
Robotic paint spraying system in the application of railway locomotives
FANG Jing-jing
随着工业自动化领域科技水平的不断提高,喷漆机器人的应用越来越广泛,尤其对形状复杂、漆膜质量要求高的产品,具有6个伺服控制轴和流量控制系统的喷漆机器人可以高效高质量的完成任务。本文详细的介绍了针对铁路机车研发的机器人自动喷涂系统设备结构、功能及工作原理。
工业喷漆机器人;直线行走机构;伺服控制系统
房晶晶(1980-),女,工程师,本科,主要从事机器人喷涂方面的工作。
TP273
A
1009-0134(2012)08(下)-0154-03
10.3969/j.issn.1009-0134.2012.8(下).47
2012-05-04
