家禽多段致昏屠宰方法
2012-04-29张奎彪
张奎彪
在工厂化家禽屠宰加工过程中,依照动物福利法规,家禽需要将活禽致昏后才能宰杀。致昏的目的是使家禽在刺杀、沥血直到死亡保持无知觉状态,免于痛苦,并保证其不挣扎,减少断翅、断爪等残损现象发生,提高产品正品率。为此,人们尝试了诸多致昏方法,比如:机械法、电击晕法、气晕法、电和气混合法等等。机械法由于操作繁琐、效率低,已经不被采用;气晕法设备外形较大,投资费用高、运行时需要二氧化碳和惰性气体的混合气连续不断的供应,因此运行成本较高,目前采用的也不多,而普遍应用的是水浴式电击致昏方法。欧盟的法律要求水浴电击必须保证动物直到死亡时都处于无知觉状态,而且要求电压在120伏以上,但这会使家禽昏迷时间更长,甚至电击致死,并在家禽胸肉中产生针状的出血点,烹调时呈现黑色,影响禽肉风味,血点还容易繁衍细菌。加工厂的目标是在法规范围内使终端产品的质量和价值最大化,但水浴式电击不能同时达到两全其美的目的。有关活禽致昏的话题已经讨论了多年,科学家发表了数以百计的论文,但没有一个人给出完美的解决方案,使人类陷入了动物福利和产品质量的矛盾之中。在第14届肉品质量论文集欧洲专题讨论会上,来自美国佐治亚大学的Sargge Bilgili博士认为:低压电击是有前途的,采用双边切颈、快速放血是致昏、宰杀的有效组合,并且肉质好。根据这项建议SSK公司进行了长达10年探索,发明了家禽多段致昏屠宰方法。传统电击晕工作过程
用一台水浴式电击晕机完成致昏过程。这种方法是将家禽倒挂在金属挂钩上,挂钩由带有动力的链条拖动,家禽行进到水浴式电击晕机位置时,挂钩带电呈现负极,家禽的头部浸入电击晕机中带有正极的水槽内,家禽变成导体,被击晕。这种活禽致昏的方法有如下缺点:
第一,要使家禽在刺杀和沥血过程中保持昏迷状态,需要击晕机提供的电压在75V以上才能达到致昏效果,往往在禽体的胸部、翅根、翅尖等部位产生血斑,影响产品质量。而且,由于电流的作用,有凝血现象存在,不利于血流尽。由于中国市场对禽肉传统要求,沥血时间多在4~5min,具体操作时,电压加大,致昏时间要加长。
第二,由于击晕机距离刺杀工位较近,75伏以上电压对操作人员有危险。家禽多段致昏屠宰方法
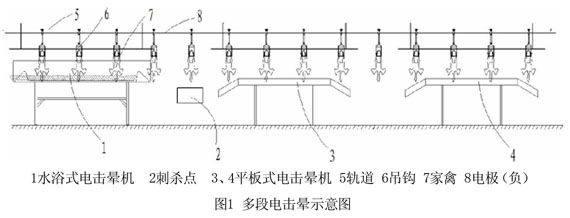
家禽分段致昏屠宰方法(见图1),能够使禽体的胸部、翅根、翅尖等部位产生血斑大大减少,降低了残损率。由于每一段电击晕的时间短,减轻了家禽痛苦,保证了操作者的安全。
多段式电击晕的方法:第一段采用技术成熟的水浴式电击晕机(见图2),然后刺杀家禽,之后,每隔一定长度布置一个平板式电击晕机(见图3),家禽按规定的时间通过电击晕机。每段击晕机设置在较低的电压范围内,保证在各段之间家禽处于昏迷状态,昏迷状态时间累计等于或超过100s。我们利用在水浴式电击晕机进行了一些实验,比较了50Hz、200Hz和350Hz,以及更高频率的效果,可降低胸肌出血,但家禽有更快恢复意识的倾向Ⅲ。由于25~300Hz的交流电流对人体伤害最严重,直流电流、高频电流、冲击电流对人体的伤害程度较工频电流为轻。因此,工作频率设定在300Hz以上,当然,水浴式电击晕机的极板和击晕时间较工频50Hz时长一些,小型屠宰上也可以用50Hz的工频。击晕后到刺杀点时间不得超过10s,刺杀后9水槽10负极导杆11绝缘挡板12导电介质水13正电极板14、15电线16电控箱17家禽18吊钩超过90s进入浸烫工序。
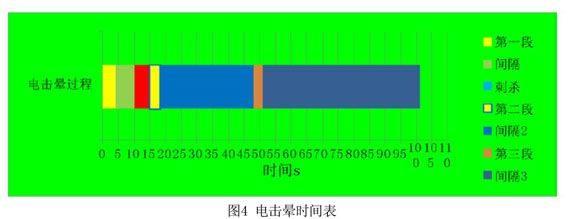
以1.8~2.2kg肉鸡为例(见图4)介绍家禽多段致昏屠宰方法:首先让家禽在4s左右通过第一段水浴式电击晕机(小型屠宰厂可以为3s),进行第一次击晕,间隔6s左右到达刺杀点,刺杀时间5s左右然后进入第二段平板电击晕机,3s左右通过;保证家禽至少在30s内昏迷,进入第三段平板电击晕机,3s左右通过。失血30s后的家禽,多次电击,加深了其昏迷强度,保证其直至死亡一直处于昏迷状态。

水浴电击晕机的电压可以控制在36V以下,平板电击晕机的电压可以控制在24V左右。电击晕时间短,减轻家禽痛苦。家禽刺杀后,血从刀口处流出来,形成良好导体,在通过平板式电击晕机时,击晕效果好,大大减少了在禽体的胸部、翅根、翅尖等部位产生血斑,降低了残损率,提高产品质量,保证了操作者的安全,设备体积变小,能使宰杀、沥血房间面积得到合理利用,降低制造成本,有利于运输和维护。不同的家禽品种适当增加或减少平板式电击昏次数,使其保持无知觉状态,直至死亡,从而达到分段式家禽致昏的目的。
由于欧洲和北美使用的方法不同,存在各种冲突的观点,因此,对家禽致昏的争论还将继续,政策和法规及市场对屠宰技术的影响,要比屠宰技术对胴体或肉质的影响更大,在对一项屠宰新技术进行总体评价以及制订行业标准时,必须采取谨慎的态度。