浅谈焊接生产管理措施
2012-04-21高峰
高峰
(华晨汽车工程研究院辽宁沈阳110141)
1 引言
企业的发展壮大离不开管理,而焊接生产管理是每个焊接企业必不可少的,一个适合自己企业的管理制度不但可以提高客户满意度,赢得更多客户,还能提高生产率,降低质量成本,以保持产品和服务质量的稳定性及进一步的持续改进;反之,则会造成不必要的浪费。本文针对焊接生产现状,在现有管理方法的基础上,提出了一些改进生产管理的措施。
2 焊接生产管理制度文件
2.1 焊接参数管理规定
2.1.1 焊接参数初始设定
焊接程序及焊接参数初始设定应参照顾客企业标准或国家标准,然后可根据实际工艺进行适量调整。对于新产品试制,在单件焊接合格后且焊接参数基本稳定后,在小批量生产中验证和确定焊接参数。要有相应的焊接参数确定的实验或试验记录,记录中应包含:新产品信息(如项目名称、零件号/名、图片/照片、客户、供应商等);焊接部位图示(如带编号的焊点分布图或焊缝分布图);焊接母材信息;焊接材料;焊接检测标准/结果等。在批量生产过程中,如焊接设备维修后(如更换控制主板等)需对焊接参数重新调试后设定,并做焊接参数设定实验记录。
2.1.2 生产过程中的焊接参数调整
对于经过调试验证的焊接参数应保持其相对的稳定性,当现场出现焊接质量问题时,应先考虑焊接设备本身的问题,如电极不对中、焊枪分流等。在没有专门指定人员(如:焊接工程师)指导或授权,任何人不能进行焊接参数的调整。对于其他经过指导或授权人员调整的焊接参数,由授权或指导人员审核、跟踪和验证。在批量生产过程中,任何焊接参数的调整必须要有相应的记录,记录中要有:参数调整原因;调整前后的全套参数并标识出差别;参数确定之后的焊接测试结果;相关部门负责人员的签字确认。在焊接参数调整结束后,生产现场质量人员负责跟踪并做好记录(焊接质量跟踪单),参数调整人员负责解决跟踪出现的问题。在跟踪周期结束后,质量无问题,由焊接参数调整人员及相关部门(质量、生产)共同确认后关闭跟踪单及参数调整记录表。跟踪文件由参数调整人员归档并协调修改相关文件。
2.1.3 焊接参数审核
焊接参数审核需由专门指定人员负责焊接参数的检查/审核。为及时跟踪焊接参数状态,及时校正焊接参数以保证产品质量,对电极压力、电流和焊接时间等重要参数进行至少1次/年的检测审核,对现场的大电流检测仪、电极压力检测仪进行每年1次的标定。
2.2 电极帽的管理规定
2.2.1 电极帽的规格
要明确本厂所使用的电极帽的规格,包括材质、尺寸,如有必要可按产品的分类确定使用不同规格的电极帽,并且要有电极帽的图纸。
2.2.2 电极帽的领用及旧电极帽的回收
要明确何时领用新电极帽(经二次修磨后新电极帽/未经修磨的新电极帽)、何时回收旧电极帽(可二次使用/报废),并且有领用人及回收人员相关记录。
2.2.3 电极帽的更换
要明确电极帽的更换频次,如多少点更换或多长时间后更换;要明确电极帽的更换标准,即何种程度时需更换、更换后的要求,如更换后要确保上下电极的对中性,更换后电极帽不能有漏水/渗水等情况;要明确其他更换条件,如更换电极杆时的情况。每个焊接工位必须将领用的新电极帽和更换下来的旧电极帽区分放置,新旧物料需标识明确。
2.2.4 电极帽的修磨
电极帽的修磨方案要确定,即,是集中修磨还是在线修磨,是手工修磨还是专用设备修磨。在线修磨建议使用专用手工修磨工具(双面铣刀),不可使用手工锉刀进行修磨;要明确修磨标准,需配以图示或按电极帽的规格要求;要明确不可修磨的标准,即电极帽修磨到何种程度就必须报废处理,一般情况可规定其高度或修磨次数,并有报废记录或报废单;若为在线手工修磨,则需规定修磨后的首件检验。
2.2.5 报废电极帽的处理
要明确规定报废的电极帽处理方法,报废实物与报废记录或报废单要相符,严防报废电极帽流入线上继续使用。
2.3 焊接工装设备管理规定
2.3.1 工装设备的管理
工装、设备必须有验收单及相应的功能检测、尺寸检测报告。所有工装、设备必须有完整的相关信息(如:设计图纸,备品、备件清单及相应规格尺寸)及台帐或履历表,能够清楚显示工装、设备的状态(如:名称、型号、制造商、维修记录及维修内容等)。所有工装、设备必须有其全厂唯一的编码/编号,并制定相应的编号规则;对于设备必须要有设备运转记录及故障、停机记录。
2.3.2 工装设备的维护保养
工装设备的维护保养必须有由生产人员主导、维修人员参与的以日常点检为主的全员生产维护,必须有由维修人员主导的预防性维护。
2.4 焊接操作工的培训制度
2.4.1 培训内容
(1)焊接安全生产培训,需明确具体的安全生产知识;
(2)焊接生产区域的设备点检培训;
(3)焊接缺陷标准培训;
(4)焊接检验内容的培训,需结合焊接缺陷进行,规定目视检查内容/凿检/破检等内容;
(5)焊接操作作业规范的培训;
(6)焊接质量问题处理流程培训;
(7)电极帽更换/修磨操作培训,或电极帽的管理内容培训;
(8)焊接基本知识的培训(点焊/弧焊/螺柱焊/螺母凸焊等);
(9)焊接生产物流过程的培训(看板拉动/计划)。
2.4.2 培训区域
针对焊接操作的培训,要划分出一定的培训区域,要以目标化的方法,将焊接的相关知识及操作要领示于培训区域内,培训区域内要具备一定量的焊接设备及最基本的工装(可利用闲置或不能用于生产的设备)。
2.4.3 操作工的级别培训记录
针对以上焊接培训内容的熟悉程度,要求区分不同的操作级别,并明确不同级别的具体内容,并规定何种级别可担任何种职务,何种级别可以上岗操作(被带上岗/单独上岗/带人上岗等),要建立操作工的考核办法,确定考核内容,通过考核确定操作工的级别;要对操作工定期考核,并重新为其定级;要建立操作工的个人培训及考核记录/跟踪表,并归档。
2.4.4 培训计划
要规定每个操作工的培训计划,可按统一格式制定,并随其个人培训及考核记录/跟踪表一起归档。
2.5 点焊焊接质量检查规定
2.5.1 检查人员
要按不同检查区域或检查内容规定检查人员,如对成品需质量部的质检员检查,而每个工位的产品则需由各工段/班进行检查;要求操作工做100%焊接质量目视检查;若有超声波检查,则需规定设备及操作人员,由相关部门的固定人员进行。
2.5.2 检查方法
针对点焊焊接工艺可以通过以下三种检测方法进行检测。
(1)非破坏性检查:即凿检,操作简单,工具成本低;
(2)破坏性检查:操作强度大,工具成本相对较低或相对较高(气动工具);
(3)超声波焊点检测:属绝对非破坏性检查,但操作技术要求高,设备成本高。
检测方法可根据供应商实际情况确定,但(1)、(2)两种检查方法为必须方法。
2.5.3 检查频次
非破坏性/破坏性检查,可按照产品的不同阶段规定不同的检查频次,或统一规定所有阶段的检查频次。
(1)非破坏性检查,应至少保证每班的4次检查,即首检/2次巡检/末检,并保留检查记录;
(2)破坏性检查,可按照质量问题的发生风险及概率以及零件的大小/成本确定适当的频次。
但无论何种零件,必须保证1次/月的频次,在发生质量问题时应适当增加2种检查方法的频次,在问题解决且过程稳定之后恢复之前的频次。
3 焊接生产现场表单文件
(1)焊接工位标准化作业指导书;
(2)焊接参数表(或含于作业指导书中);
(3)焊接工位点检表(必要的焊接生产现场表单文件);
(4)电极帽修磨标准化操作指导书(修磨标准);
(5)凿检/破检标准化操作指导书(必要的焊接生产现场表单文件);
(6)凿检/破检记录表(必要的焊接生产现场表单文件);
(7)凿检/破检焊点图(或含于作业指导书中)。
下面重点介绍“点焊焊点破坏性检查作业指导书”和“点焊焊点非破坏性检查(凿检)作业指导书”。
3.1 点焊焊点破坏性检查
图1为点焊焊点破坏性检查操作示意图,将被检测部件固定于工作台,用专用工具将其撕开后,测量熔核直径,具体操作步骤及操作要领见表1。
3.2 点焊焊点非破坏性检查(凿检)
图2为点焊焊点非破坏性检查操作示意图,将被检查部件放于检查工位,用凿子进行检测,具体操作步骤及操作要领见表2。

图1 点焊焊点破坏性检查操作示意
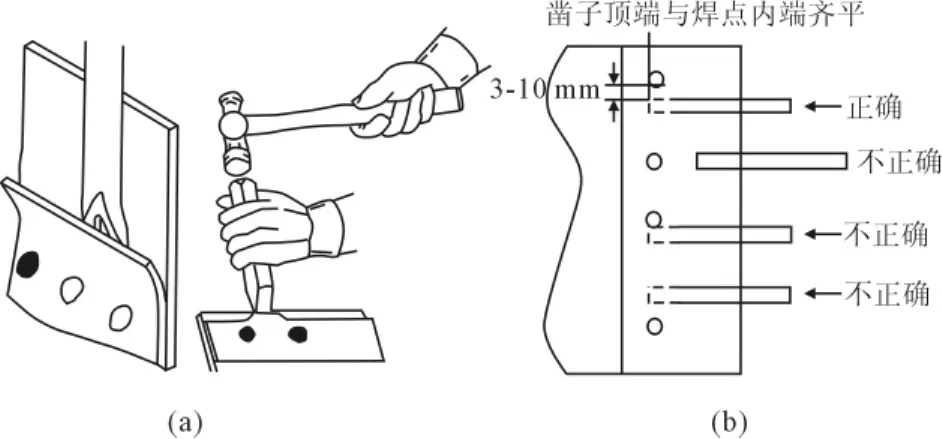
图2 点焊焊点非破坏性检查(凿检)操作示意

表1 点焊焊点破坏性检查操作步骤
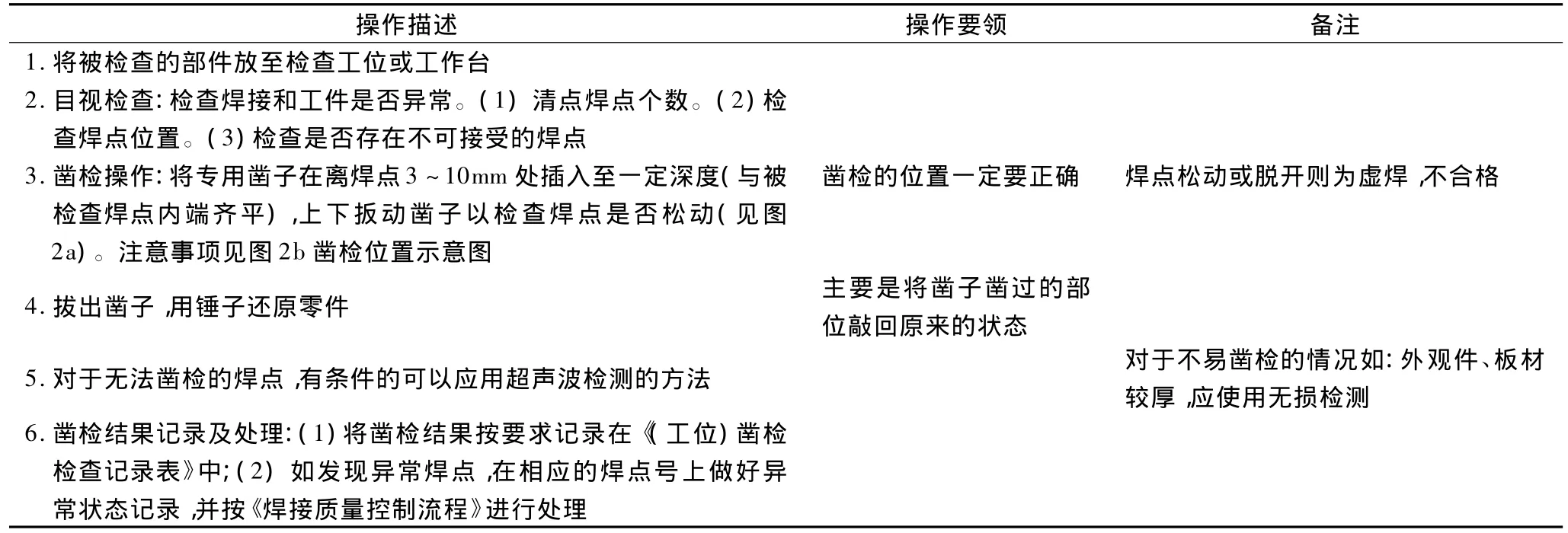
表2 点焊焊点非破坏性检查(凿检)操作步骤
4 结语
据以上焊接生产管理措施,只有对焊接生产进行严格控制并有针对性地管理,以达到在限定的时间、限定的资源(如资金、劳动力、设备材料等)条件下,提高生产效率,减少废品率,降低成本,才能促进焊接管理的有效性,圆满完成项目任务。
[1]李 娜,衣明海.螺母凸焊工艺参数优化[J].焊接,2001(11):37~38.
[2]金心溥,范鋆高.加强焊接管理 提高高效焊专用化率[J].造船技术,1992(7):17~19.
[3]谢 剑,朱志明,符策健,等.柔性化焊接管理信息系统解决方案[J].焊接,2005(3):12~16.
