YJ29接装机间隔涂胶水松纸涂胶相位漂移故障解决措施
2012-04-19刘长龙李宛洪张永波吕延战薛海燕
刘长龙,李宛洪,张永波,吕延战,薛海燕
陕西中烟工业公司延安卷烟厂,陕西延安 716000
1 现状调查
在生产中普通烟支(使用光胶辊)时,产品质量稳定,没有水松纸翘边、皱纹的质量缺陷,设备运行正常,而生产水松纸上有激光打孔的烟支(使用花胶辊)时就会出现搓接质量问题,产生翘边、皱纹烟支。由于花胶辊有无胶区,若胶辊位置调整不当或胶辊胶线过大或过小都能造成烟支漏气、水松纸翘边、皱纹、通风率不达标等质量缺陷。
通过统计设备运行状况,每月生产水松纸上有激光打孔的烟支机组因水松纸翘边、烟支皱纹、漏气、通风率偏小故障导致的停机维修时间长达410分钟,严重影响了设备的生产效率。
我们尝试反复调整花胶辊,故障依旧;将花胶辊的涂胶区用合金锉进行修整,胶辊中间的间隔涂胶区由8mm增加到10mm,凹槽深度由原来的0.03mm增加到0.05mm,上机使用后有一定的效果,翘边、皱纹现象减少,但该现象不能彻底排除,反而增加了烟支“通风率”不达标的现象。于是我们从故障现象结合理论进行分析试图找出解决问题的途径。
2 设备相关传动系统分析
2.1 水松纸供纸传动系统分析
根据YJ29接装机传动原理分析,水松纸供纸辊直径选择不当或磨损变小,会造成水松纸大小块,即水松纸宽度大小不一,这样也会造成生产出的烟支水松纸翘边的现象。但是测量故障设备水松纸供纸辊直径为52.72mm,查阅《供纸辊变化规格表》(北京出版社的YI19-YJ29卷接机组教材)符合生产烟支规格要求,压纸辊没有磨损,工作可靠,排除了供纸系统的因素。
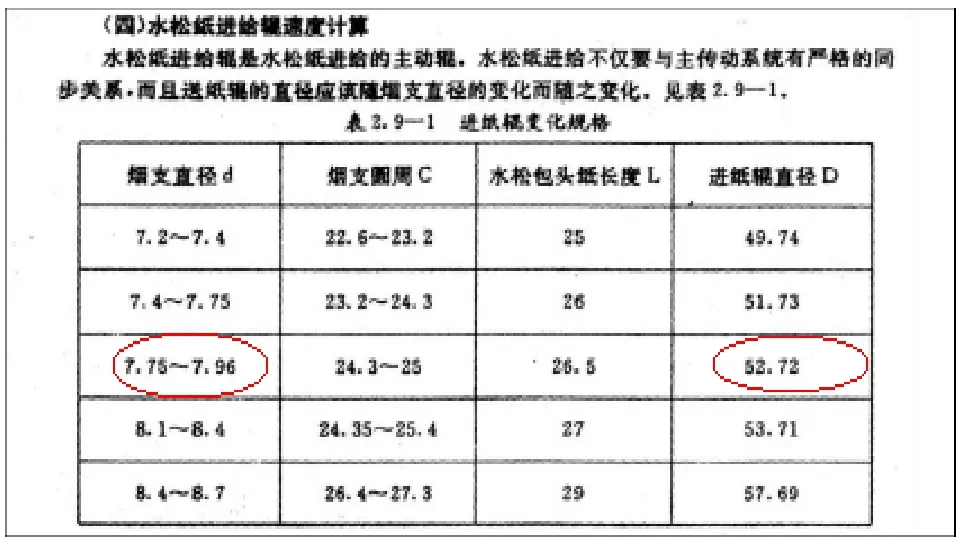
供纸辊变化规格表
2.2 供胶传动系统分析
供胶系统结构:由控胶辊、上胶辊及对齿齿轮及支架组成胶缸,及胶液回收器、贮胶桶、变速胶泵等零件组成。
供胶系统工作原理:上胶辊(又称大胶辊)涂胶表面为全光滑圆柱面,控胶辊(又称小胶辊)表面为一台阶表面,台阶之间的尺寸为胶膜的厚度,由于在胶辊转动过程中两胶辊之间有一定的压力,胶液有一定的粘性,所以胶液在两胶辊之间不能流向胶辊下部,只能形成薄膜附着于胶辊表面。控胶辊表面不是一个完整的表面,在与上胶辊之间作相向运动时,凸出的部分与上胶辊表面接触,凹下的部分与上胶辊表面不接触,此处的胶液不会被挤出,从而由控胶辊表面的形状决定了胶膜的形状。当水松纸在上胶辊的表面运动时,这一胶膜就被涂在水松纸上,在水松纸表面形成规则的涂胶区。
胶液回收器收集大、小胶辊间溢流下来的胶液,靠胶液的重力回流到贮胶桶。控胶辊打胶的相位与水松纸切刀切割相位相对应。当设备运行时,涂胶后的水松纸由切纸鼓轮吸附传送、水松纸切刀切割成合适大小的水松纸片。

图1

查阅供胶传动系统图(见图1)接装机供胶器控胶辊和上胶辊对应的传动齿轮齿数是25和35,传动比为5:7,车速7000支/分时,控胶辊的线速度是93 305mm /min,上胶辊的线速度是93 682mm /min,水松纸的线速度是92750mm/min。我们在实际测量得,控胶辊和上胶辊的齿轮齿数是25和35,传动比是5:7,上胶辊的直径是59.4mm,控胶辊的直径是42.6mm,符合传动原理图和相关教材所标注的数值。
但是生产水松纸上有激光打孔的烟支时使用花胶辊供胶系统,控胶辊采用间隔涂胶的花胶辊,如下图:

图中8mm涂胶区用于连接烟支与滤嘴,无胶区用于防止水松纸激光打孔被胶液堵死,抽吸过程中增加旁流气体,减少烟气烟碱量,达到减害降焦的目的。
由于控胶辊的线速度与上胶辊的线速度不一致,使上胶辊上的涂胶区相位发生漂移,上胶辊的线速度又略大于通过水松纸的线速度,水松纸上的涂胶区相位发生二次漂移,形成相位误差累积。造成了水松纸切刀无法准确跟踪涂水松纸胶区相位,产生烟支水松纸翘边、皱纹等现象。
而生产普通烟支时,光胶辊的涂胶区没有无胶窗口,涂在水松纸上的胶膜是连续的,不存在水松纸切刀切割的水松纸片有“无胶窗口”,所以不会产生烟支水松纸翘边、皱纹等现象。
3 方案提出及采取措施
分析得知,造成水松纸翘边、皱纹等质量缺陷烟支主要是由于控胶辊、上胶辊二者的线速度不一致引起,通过修改控胶辊和上胶辊直径可以实现。将控胶辊的直径改为42.5±0.02mm,上胶辊的直径改为59.5±0.02mm,在车速为7 000支/分时:
控胶辊的线速度为:V=2πR n=42.5*π*700=93 460mm/ min;
上胶辊的线速度为:V=2πR n=59.5*π*500=93 460mm/ min。
它们的线速度都是93 460mm/min, 可以保证涂胶相位的正确转移,不会发生涂胶相位飘移的现象。水松纸线速度为92 750mm/min,略小于胶辊的线速度,这样既保证了良好的涂胶效果又保证了松纸切刀与水松纸胶区相位。
通过备件计划员与供货商联系购置上述参数控胶辊,上机安装调试后未发生涂胶区相位漂移现象。
4 结论
新控胶辊上机后再没出现烟支水松纸飞边和现通风率不达标的现象,烟支质量完全符合工艺质量要求,“通风率”达标。更有利的是设备有效作业率回升了,在用辅料消耗下降了,在其它卷烟机推广使用后,一直使用至今,卷制效果非常好。
[1]YJ19-YJ29卷接机组.北京出版社.
[2]YJ29接装机教材.许昌烟机厂出版.