圆锥滚子标准件测量方法分析
2012-03-30金文胜
刘 杰 ,金文胜
(1.哈尔滨轴承集团公司 南直轴承分厂,黑龙江 哈尔滨 150036;2.中航工业哈尔滨轴承有限 公司 质量保证部 ,黑龙江 哈尔滨 150036)
1 前言
圆锥滚子是圆锥滚子轴承的重要零件,大头尺寸及角度是圆锥滚子的重要参数,如果加工不准确,就会影响到圆锥滚子轴承的使用寿命。圆锥滚子标准件测量的准确与否,会影响到整个轴承的产品质量。圆锥滚子标准件的测量方法是,利用正弦尺和角度块及滚棒在立式测长仪下垫量块,量块的高度是根据圆锥滚子的锥角及100mm的正弦尺的弦长计算出来的。测量出圆锥滚子在正弦尺上的高度H及滚棒高度h(图1),通过计算得到圆锥滚子大头尺寸D大。由于测量圆锥滚子标准件的检测人员的更换,用同样的方法测量,结果与前一个检定周期的定值不合。针对此问题,对测量方法及测量过程进行了分析,对圆锥滚子的本身尺寸及端面形状也进行了分析,并改善了测量方法。
2 测量原理

图1 用正弦尺在立式测长仪测量圆锥滚子示意图
传统的测量方法是角度块直接放在正弦尺上,与滚子接触并在圆锥滚子的大头一端顶上一个小滚棒,在立式测长仪上测量圆锥滚子大头尺寸。角度块的作用是在水平方向上与圆锥滚子母线重合,角度块的角度是根据圆锥滚子的锥角配制的,应配成圆锥滚子的半角α,而正弦尺下垫的量块作用是,量块的高度也是根据圆锥滚子的锥角配制的。由于量块是垫在100mm的正弦尺下,那么量块的高度为100sinα。顶在圆锥滚子前面的小滚棒应避开滚子端面的圆窝。经过下面的公式推导,计算出圆锥滚子的大头尺寸D大:


图2 角度块直接放在正弦尺上测量圆锥滚子大头尺寸
3 改进前后测量方法比较
3.1 改进前的测量方法
角度块的厚度大约为5mm左右,由于圆锥滚子的半径比角度块的厚度高很多,这样圆锥滚子直接靠在角度块上,其角度块顶在圆锥滚子最大直径母线的下部,角度块接触的母线角度与正常在最大直径接触的母线角度α不符,这样势必造成圆锥滚子的歪斜,如图2a所示。
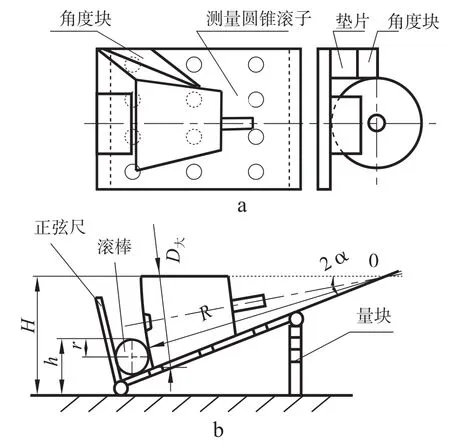
图3 角度块在正弦尺上被垫起到圆锥滚子最大直径的高度示意图
3.2 改进后的测量方法
分析测量原理后,改进测量方法,角度块在正弦尺上被垫起到与滚子最大直径母线的高度,如图2b所示,在立式测长仪上测量圆锥滚子大头尺寸。
4 改进前后测量实例分析
某型号圆锥滚子的锥角为 2α=8°40′,图纸给定的圆锥滚子大头尺寸理论值为D大=37.764mm,圆锥滚子大头端面R=245mm。
首先在y-601正弦仪上测量其锥角是否符合加工要求,测量结果角度偏差为+0.2μm,没有问题,然后对尺寸问题开始测量分析。
4.1 改进前测量实例
角度块直接放在正弦尺上与滚子接触在立式测长仪上测量圆锥滚子大头尺寸。角度块的匹配,根据锥角α=4°20′配角度块为15°20′和11°,角度块只差4°20′,角度块配得正好;由于使用100mm长的正弦尺,则正弦尺下的量块高为100sin2α=15.06857211mm, 配正弦尺下面垫的量块高度,选取一组量块:1.009mm , 1.06-0.0001mm及另一组量块:3-0.00019 mm ,10-0.00021mm。两组量块加起来为(1.009±0 + 1.06-0.,0001+ 3-0.00019+10-0.00021 )=15.06859 mm,与计算的理论值15.06857211mm,差了+0.02μm,可忽略不计。然后选择直径为10.999mm的滚棒, 在立式测长仪上测得H=38.388mm,h=10.853mm ,带入公式(1),计算结果D大= 37.7595484mm,则△D大=-0.0045mm。
4.2 改进后测量实例
角度块在正弦尺上被垫起到与圆锥滚子最大直径母线接触,在立式测长仪上测量圆锥滚子大头尺寸。由于角度块的厚度是5mm,而圆锥滚子大头直径是37.764mm,则半径是18.882mm,需在配好的角度块下垫上14mm,即可使角度块顶在圆锥滚子最大直径母线处,使圆锥滚子摆正,如图3 俯视图,测得H=38.361mm,h=10.853mm带入公式,得D大= 37.732471mm,则△D大=-0.032mm,(表1)是改进前后的测量结果比对,如表1 所示:

表1 改进前后的测量方法的测量结果比对 mm
根据改进前后的测量数据比对,可以看出用角度块直接测量测得的H=38.388mm大于把角度块垫高到圆锥滚子最大直径时测得的H=38.361mm,大了0.027mm,造成了最后的计算结果也偏大。前言中所述第一个检定周期中的检查人员即采用改进前的测量方法,产生了测量误差。
5 结束语
通过测量某型号圆锥滚子标准件大头尺寸,发现了问题,即滚子的半径比角度块的厚度高时,角度块不垫到与滚子最大直径处,测量的结果不准确且值偏大。改进测量方法后使测量结果准确度提高,保证了圆锥滚子的质量。