国内外吸丝枪的研究进展
2012-03-25张龄方李永贵葛明桥
张龄方,李永贵,葛明桥
(江南大学生态纺织教育部重点实验室,江苏无锡214122)
吸丝枪是一种流体机械,通过气流喷射作用和纤维与气流之间的摩擦作用吸引并输送纱线,用于纺丝或化纤加工时将纱线牵引到筒子上,在国内也称为生头吸枪。吸丝枪是化纤生产必不可少的器件,市场对更加高效的吸丝枪的需求不断增加。然而,关于吸丝枪的研究报道较少。因此,有必要对吸丝枪进行系统研究。作者将对吸丝枪的机理和研究进行归纳总结。在对有关吸丝枪的文献进行总结与分析的基础上,提出吸丝枪的研究发展趋势,为高性能吸丝枪的开发提供参考。
1 吸丝枪的工作原理
从图1可知,压缩空气通过入口进入气室,然后从压缩空气流入孔喷出,进入喷嘴丝道[1]。

图1 典型的吸丝枪及喷嘴结构示意Fig.1 Schematic diagram of a typical yarn suction gun and nozzle
从图1(b)可知。4个压缩空气流入孔均匀分布于喷嘴圆周,其轴心线具有吸丝枪轴心线的轴向和周向分量。纱线推进管由拉瓦尔管与直管组成。从压缩空气流入孔喷出的气流以螺旋运动形式通过推进管,最后从直管排出。由于空气旋流中心产生了强烈的负压区,因此,纱线吸入管入口处呈负压,纱线容易被吸入。纱线被吸入吸丝枪后,进入推进管。在推进管内,螺旋气流对纱线产生强力的推进作用。最后,纱线与气流一起被排出吸丝枪外。压缩空气是吸丝枪最常用的工作流体,另外高压水流也有应用。日本东洋纺织公司和东丽公司设计开发了利用高压水流代替压缩空气的吸丝枪[2-3]。
2 吸丝枪的应用及性能要求
吸丝枪主要用于纺丝生头、换筒操作和废丝的回收。从图2可见,在熔融纺丝初始,聚合物从喷丝孔挤出,然后被吸丝枪牵引经过导丝辊等装置,最后缠绕到筒子上,开始生产,该操作称为生头。当卷装达到预定重量时,用吸丝枪吸住纱线。移去管纱,并换上空纱管。然后,用吸丝枪将纱线缠绕在新的筒子上,开始新的生产。吸丝枪还可用于废丝的回收,即从纱筒表面将废丝吸走,送入废丝箱[4-5]。近年来,吸丝枪也开始用于非织造布的生产[6-7]。合适的吸丝枪必须确保能够及时吸走纱线,且不会由于吸丝张力过大而导致纱线断裂。因此,吸丝枪的设计与纺丝速度、纱线规格密切相关,总体上讲,要求吸丝枪具有较强的吸丝能力,噪音低,能耗低,结构紧凑,质量轻,耐磨损,易于使用和维修。由于使用高压空气,有时空气压力高于1.2 MPa,所以,对安全性要求也高。

图2 熔融纺丝流程示意Fig.2 An example of apparatus for melt spinning process
3 吸丝枪的研究进展
3.1 提高吸丝枪吸力
吸丝枪可以采用与喷气织机相似的空气流路[8-9],仅仅通过气流的文丘里效应来产生吸力。例如,Miller等在对废纱回收装置[4]的基础上,首次提出的一种手持式吸丝枪[10],如图3所示。
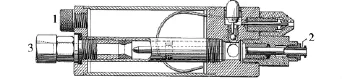
图3 Miller型吸丝枪Fig.3 Yarn suction gun of Miller's type
利用该装置,一个人能够用一只手完成整个引纱操作,从而使换装操作更加容易。然而,在操作过程中,需要从高吸力-低张力向低吸力-高张力不断地转换调整。为了克服这个缺点,美国杜邦公司[11-13]对 Miller型吸丝枪做了改进,使得吸丝枪能够快速捕获运动中的纱线,从而有效减少纱线张力的波动,捕获、切断和牵引纱线过程中保持合适的纱线张力,无需张力调整操作。该装置对涤纶的引丝速度达到3 000 m/min,被认为对涤纶的大规模生产起了实质性的推进作用。但是,上述吸丝枪无法产生足够吸丝力,在处理3 000~5 000 m/min的纱线时,无法满足高速纺丝的要求。但其结构简单,加工方便,成本较低,可在低速纺丝加工时使用。
采用涡流可以大幅度提高吸丝枪性能。由于采用涡流,纱线也随气流做螺旋线运动,大大增加了纱线在气流中的长度,空气与纱线的接触面积大幅提高。在管壁附近,空气密度大,气流速度高。故气流与纱线的摩擦力大大增加,从而使纱线的推进速度大幅度提高。Richte等[14]在管尾端增加螺旋槽,使进入吸丝枪内的压缩空气呈螺旋状运动,见图4。在0.55 MPa的供气压力下,该吸丝枪能够处理速度为4 572 m/min的纱线。

图4 Richter型的带螺旋凹槽的吸丝枪Fig.4 A conduit with helical grooves in yarn suction gun of Richter's type
Vanderip[15]对上述吸丝枪做了一些改进。Sighieri等开发了一种吸丝枪,如图5所示,其喷嘴没有压缩空气流入孔,而是在喷嘴表面刻一条螺旋槽,同样可以使枪内产生高速螺旋气流,提高纱线排放能力[16]。

图5 喷嘴有螺旋槽的吸丝枪Fig.5 Yarn suction gun with a nozzle having a helical groove
McFall[5]综合了 Miller和 Richter型吸丝枪的结构特点,如图6所示。

图6 McFall型吸丝枪Fig.6 Yarn suction gun of McFall's type
在压缩空气流入部锥形体表面有5条或6条凹槽,该枪具有较高的效率和较低的噪音,在0.55 MPa的压力下,吸丝速度达到4 570 m/min。
Tseng在McFall型吸丝枪基础上增加了加速管[17]。该枪结构接近于现代吸丝枪。现代吸丝枪多采用高速旋流。尽管其结构比较复杂,加工精度要求高,制造成本高,但是主要的发展趋势。
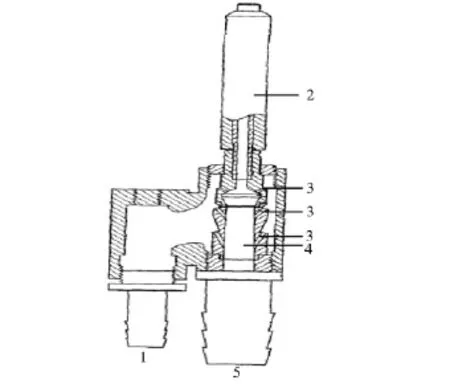
图7 有加速器的吸丝枪Fig.7 Yarn suction gun with an accelerator
采用高压水流(压力不高于0.78 MPa)的吸丝枪的吸丝速度不低于 4 500 m/min[2-3],但是,其装置复杂。由于水不足以产生高真空度,需要在吸丝枪的前端加装其他装置来提高初始阶段的吸丝能力。
3.2 减低噪音
供给吸丝枪的压缩空气压力为0.4~1.2 MPa(表压),甚至更高,枪中的高速气流产生刺耳的噪音。因此,降低其噪音水平,一直是该领域的一项重要课题。可通过采用特殊设计和特殊材料在一定程度上解决降低噪音。如图7所示的嵌入圆柱是塑料或环氧树脂制成的,可以降低噪音。适当角度的凹槽存在也能显著降低噪音水平。当凹槽的角度为0°时,吸丝枪的噪音为82 dB,而角度为30°时,噪音仅为60 dB[5]。用水做吸丝枪的工作流体也可以明显降低噪音[2-3]。
3.3 提高耐久性和简便性
吸丝枪必须具有合适的尺寸和形状,便于操作和安放。通常它用轻质材料制成,如铝和不锈钢。吸入管尤其是其末端的材料必须具有很好的耐磨性,但是硬度又要相对较低,以免碰伤纺丝器件。吸丝枪的轻量化、小型化和耐久化仍是今后的一项重要课题。采用新型复合材料有可能解决这方面的问题。如采用尼龙/玻璃纤维复合材料代替不锈钢可提高吸丝枪的耐久和简便性[18]。
4 吸丝枪的研究方向
目前,超高速纺丝已经由实验室阶段向工业化转变。然而,传统的吸丝枪吸丝速度低,在生头或换筒时,不得不先降低卷绕速度,待吸丝枪捕获纱线完成生头或换筒后,再回到正常的卷绕速度。这使得高速纺丝不能完全实现,超高速卷绕机也不能完全发挥其作用。因此,迫切要求开发新型的超高速吸丝枪。另外,健康、环保、节能减排是当今世界的发展潮流。因此,吸丝枪的研究也应该从下面5个方面展开。
(1)吸丝枪气道结构优化设计。吸丝枪为流体机械,流体分布直接影响到吸丝枪的性能。而气道结构决定其流体分布。因此,应在现有吸丝枪的基础上设计出更加合理的流体分布,从而提高对纱线的捕获能力和推进力。
(2)吸丝枪流场分布理论研究。通过实验或数值分析(模拟)两种方法对吸丝枪的流场进行分析,尤其是采用数值分析软件(如Fluent,Ansys等)可以更加直观地分析空气密度、速度等的分布情况,可以进一步阐明其工作机理,并获得更加合理的气道结构。
(3)纱线在吸丝枪中的运动分析。分析纱线在吸丝枪中的运动有助于进一步阐明吸丝枪的工作机理,更为有效地控制纱线运动,提高吸丝张力,为进一步提高吸丝枪的性能提供理论基础,可以采用高速数码摄像机来捕捉纱线的运动。
(4)吸丝枪材料和表面加工精度研究。应深入研究制造吸丝枪的材料和辅料(如管道等),如新型的复合材料,减轻重量,提高耐磨损性能,减少对纺丝设备尤其是陶瓷导丝辊损伤。提高气道表面加工精度可以减少纱线与管壁、空气与管壁的摩擦力,从而提高吸丝速度。
(5)吸丝枪性能的评价方法。目前,关于吸丝枪性能的评价尚无统一的方法,这使得研究人员难于和别人开发的产品相比较做出改进。大多数评价方法是在一定的供气压力下,测试纱线速度。但是,对于不同规格的纱线,在其他条件一定的情况下,引纱速度也不一样。所以,还是没有可比性。Y.Iemoto等从能量效率的角度出发,曾提出采用吸丝张力与压缩空气质量流量之比(吸丝效率)来评价吸丝枪性能[1]。这和吸丝枪的能量消耗联系起来,有利于核算其经济性。但是,仍旧不能直接反应吸丝速度。噪音水平、能耗应该逐步纳入吸丝枪的评价指标中。因此,关于吸丝枪性能的评价方法还需要深入探讨。
总之,应该对吸丝枪气道结构、流场分布、纱线形态和评价方法等进行系统的研究,从而找到提高吸丝枪性能、降低能耗的途径,最终制备出更加高效的吸丝枪。
[1] Iemoto Y,Tanoue S,Hosokawa J,et al.Geometry effect of air suction gun on the yarn suction characteristics[J].J Text Eng,2008,54(2):41-47.
[2] 山口啓次郎,高桥靖三.纱线吸引装置:日本实用新案公报.昭51-28424[P].1976-07-17.
[3] Sano T,Sekido T,Ogasawara M.Yarn-threading method and device:US,4844315[P].1989 -07 -04.
[4] Burlcholder A.Waste collection apparatus:US,2206834[P].1940-07-02.
[5] McFall A J.Yarn-handling device:US,4181247[P].1980 -01-01.
[6] Kaneko A,Higashiya N,Hamasuna H.Filament threading in an air gun for producing nonwoven fabrics:US,5191680[P].1993-03-09.
[7] 金子明,东屋延夫,滨砂博之.用于生产非织造织物的空气吸枪:中国,91109278.1[P].1999 -03 -18.
[8] Ishida M,Okajima A.Flow characteristic of the main nozzle in an air-jet loom Part I:measuring flow in the main nozzle[J].Text Res J,1994,64(1):10 -20.
[9] Mohamed M H,Salama M.Mechanics of a single nozzle air-jet filling insertion system Part I:Nozzle design and performance[J].Text Res J,1986,56(11):683 -690.
[10]Miller C E.Yarn handling device:US,2667964[P].1954 - 02-02.
[11]Ashby W C,Bunting Jr W W,Meagher R,et al.Improved yarn handling sucker gun:US,3094262[P].1963 -06 -18.
[12]Bunting Jr W W,Meagher R,Swayne K G,et al.Yarn handling apparatus:US,3175290[P].1965 -03 -30.
[13]Ashby W C,Bunting Jr W W,Meagher R,et al.Fluid pressure method for transferring yarn:US,3156395[P].1964 -10 -10.
[14]Richter H H.Yarn handling apparatus:US,3452910[P].1969-07-01.
[15] Vanderip H A.Yarn handling method and apparatus:US,3570339[P].1971 -03 -16.
[16]Sighieri P,Colleoni G.Device for capturing and removing textile yarns by suction and pneumatic entraining:US,4114790[P].1978 -09 -19.
[17] Tseng C.Ultra-high speed suction gun:US,5857606[P].1999-01-12.
[18]赵宏,吴琼.FDY吸枪的枪嘴改造及应用价值[J].化纤与纺织,1996(5):47-47.
