均匀试验设计法对PTT合成工艺的优化研究
2012-03-25孙朝阳田宗全王学火吴梓新
孙朝阳,田宗全,王学火,吴梓新
(上海华谊集团技术研究院,上海200241)
聚对苯二甲酸丙二醇酯(PTT)是继1953年聚对苯二甲酸乙二醇酯(PET)工业化和20世纪70年代聚对苯二甲酸丁二醇酯(PBT)工业化以后发展起来的一种极具发展前途的新型聚酯高分子材料[1],与PET和PBT并称为三大高熔点芳香族聚酯。PTT同时具备了PET的高强稳定性能和PBT优良的成型加工性,已成为当前最热门的高分子新材料之一[2]。
作者采用直接酯化法进行PTT的合成研究,使用均匀试验设计的方法对合成工艺条件进行了优化,讨论了投料摩尔比、反应温度、催化剂的加入量与PTT的特性黏数([η])之间的关系,且拟合得到方程的预测性较好,实验结果稳定。
1 实验
1.1 试剂
对苯二甲酸(TPA),1,3-丙二醇(PDO):分析纯,国药集团化学试剂有限公司提供;钛酸四丁酯:分析纯,上海凌峰化学试剂有限公司提供。
1.2 PTT 的合成
直接酯化法合成PTT主要分为两步进行。首先TPA和过量的PDO反应合成得到PTT的低聚物;然后在高真空下将过量的PDO脱除体系,低聚物通过酯交换反应得到高相对分子质量的PTT产品。其方法为:在250 mL的三口烧瓶中加入一定配比的TPA和PDO单体,并加入催化剂钛酸四丁酯和抗氧化剂磷酸三苯酯,加热和搅拌进行反应,待反应中生成的水分排净后,开启真空泵使反应体系处于真空状态,反应2 h后停止搅拌,待冷却后取出产品。
1.3 PTT的[η]测试
将PTT聚合物溶解于苯酚∶四氯乙烷的质量比为60∶40的混合溶液中,在30℃下于乌氏黏度计中测定纯溶剂的流动时间,并通过流出时间计算得到产品的[η][3]。
2 结果与讨论
2.1 均匀试验设计对PTT合成工艺条件优化
采用4 因素 6 水平均匀设计[4-5],考察了投料中PDO与 TPA的摩尔比(rPDO),催化剂与TPA的摩尔比(rcat),抗氧剂与TPA的摩尔比(rant),反应温度(t),4个实验条件对产品[η]的影响情况。实验设计及结果见表1。

表1 均匀设计方案及结果Tab.1 Uniform design schemes and results
由表1可以看出,实验6所获得的PTT聚合物([η])最高为 0.978 8 dL/g,达到了纤维级PTT所需要的[η]为0.92 dL/g的标准。
使用Excel软件对表1数据进行多因子及相互作用逐步回归分析,得到回归方程为:

其相关系数(R)为0.960 9,显著性水平(α )为0.05,剩余标准差(s)为0.011 2,观察显著水平为 0.017 4,检验结果为 19.042 7。
计算得到优化的工艺条件:rPDO为1.345 9,t为262 ℃;rcat为9.0×10-4;rant为0。该实验条件下的预测结果[η]为1.049 1 dL/g。
经过对优化条件进行验证实验,3次重复实验得到该优化条件下 PTT产品的[η]分别为1.025 9,1.031 8,1.036 2 dL/g,即[η]平均值为1.031 3 dL/g,表明得到的方程具有较好的预测性能。
2.2 [η]与rPDO的关系
从图1可看出,随着rPDO的提高,PTT产品的[η]逐渐增大,并在rPDO为1.345 9处出现了极大值,随后逐渐降低。
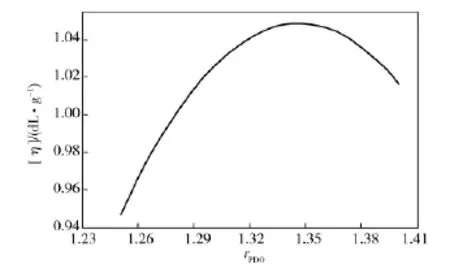
图1 rPDO对PTT产品[η]的影响Fig.1 Influence of rPDOon[η]of PTT t为262 ℃,rcat为9.0×10-4,rant为0。
在酯化阶段,TPA在PDO中的溶解度不高,在TPA质量一定的情况下,PDO投料量越小,TPA的溶解较慢,这就限制了酯化过程的反应速率,基于这个原因,在rPDO小于1.345 9时,PDO投料量相对较少,最终导致了在酯化过程中TPA的酯化反应进行得不够完全,从而影响了最终PTT产品的[η]。当rPDO大于1.345 9时,TPA能够很好的在PDO当中溶解,但rPDO的增大使得熔融缩聚过程的逆反应的几率也加大;同时,后续的熔融缩聚过程是过量PDO小分子的脱除过程,较高的rPDO使得所需要脱出的小分子的量也会越大,因此过高的rPDO反而会导致产品[η]的降低。产品的[η]随rPDO的增加出现了先增大后降低的现象。
2.3 [η]与t的关系
从图2可看出,随着反应温度的提高,初期[η]的提高随温度变化上升较快,但到了后期上升速度略有放缓。熔融缩聚过程是反应-脱挥耦合的过程[6],需要通过酯交换反应生成小分子PDO,同时需要在高真空下将生成的PDO从反应体系中脱除。在实验所考察的范围内,体系温度的升高有利于小分子从反应体系中的脱除,因此,产品[η]随温度升高而升高。然而,随着温度的进一步提高,产品热降解概率升高,故后期[η]上升变缓。

图2 t对PTT的[η]的影响Fig.2 Influence of t on[η]of PTT rPDO 为1.345 9,rcat为9.0 ×10-4,rant为0。
2.4 [η]与rcat的关系
从图3可看出,在实验考查的整体范围内,随着rcat的增加,产品的[η]呈线性增长。

图3 Ccat对PTT产品[η]的影响Fig.3 Influence of Ccaton[η]of PTT rPDO为1.345 9,反应温度为262℃,rant为0。
在熔融缩聚阶段,rcat的提高有利于酯交换反应的进行,加快酯交换反应的速率,最终提高了熔融缩聚反应速率,因此在实验考查范围内,产品[η]随rcat的增加而提高。
2.5 产品[η]与rant之间的关系
在聚酯合成的过程中,一般会伴随有热降解和氧降解副反应,生成的副产物丙烯醛会导致产品色泽变差。由于抗氧剂能够抑制降解过程中的过氧化中间体的生成,从而抑制降解反应的作用,因此需要在合成过程中加入抗氧剂来抑制降解副反应的发生。从图4可以看出,在实验考查的整体范围内,随着rant的增加,产品的[η]呈降低趋势。
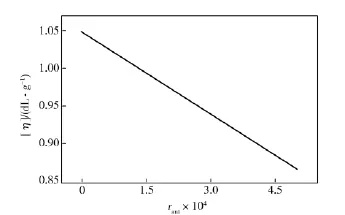
图4 rant对产品[η]的影响Fig.4 Influence of ranton[η]of PTTrPDO为1.345 9,t为262 ℃,rcat为9.0×10-4。
抗氧剂在抑制过氧化中间体生成的同时,也会对金属催化剂活性产生钝化作用,影响反应的进行,因此rant的增加最终导致产品[η]的降低。在生产过程中就可以在满足产品[η]达标的前提下,根据对产品色泽的要求来调节抗氧剂的添加量。
3 结论
a.通过均匀试验设计的方法对PTT合成过程中的rPDO,rcat,rant,反应温度多个工艺条件进行了优化。
b.通过均匀试验设计,得到了各个工艺条件与产品[η]之间的作用关系,优化合成条件如下:rPDO为1.345 9,rcat为 9.0 ×10-4,不加抗氧剂,t为262℃,预测最优结果为 PTT的[η]1.049 1 dL/g,实验验证结果为 1.031 3 dL/g。
c.均匀实验设计方法减少了实验量,且得到了较好的优化条件,拟合得到方程的预测性较好,实验结果稳定。
[1] Zhang Jialiang.Study of poly(trimethylene terephthalate)as an engineering thermoplastics material[J].J Appl Polym Sci,2004,91(3):1657 -1666.
[2] 张忠安.PTT纤维生产技术和应用[J].合成纤维工业,2003,26(1):42-44.
[3] Chen Kequan,Tang Xiaozhen,Chen Shangwei,et al.Study on the macrokinetics of poly(trimethylene terephthalate)polycondensation reaction[J].J Appl Polym Sci,2004,92(3):1765-1770.
[4] 方开泰,马长兴.正交与均匀试验设计[M].北京:科学出版社,2001:35-40.
[5] 李云雁,胡传荣.试验设计与数据处理[M].北京:化学工业出版社,2008:233-238.
[6] 赵玲.聚酯缩聚反应与脱挥[D].上海:华东理工大学,1999.
