直角坐标机器人瓶坯装箱生产线控制系统
2012-03-20朱学建曾繁庄
朱学建 马 永 冯 渝 曾繁庄 赵 伟
(武汉人天包装技术有限公司电气所,湖北 武汉 430205)
瓶坯装箱是瓶坯生产工艺中重要的一个环节,转运箱既是对产品的一种保护,又是方便产品搬运、运输的一个媒介。在实际生产中,瓶坯形状比较特殊,装箱工艺涉及到瓶坯的排列、抓取以及规则码放等多种问题,因此一直没有很好的自动化解决方案。目前国内外企业在瓶坯装箱工序上采用的都是人工码放的方式。通常1台注塑机需要5个以上的工人码放瓶坯,工人和瓶坯直接接触产生的二次污染,一直是企业的食品安全隐患,而且工人劳动强度高,大大影响了企业的生产效率。
笔者所在的公司针对这种情况,开发出了一套直角坐标机器人装置,专门适应于瓶坯装箱应用。通过依托于这种机器人的生产线组合,实现了装箱过程中的无人化操作,提高了生产效率和生产线安全性,大幅度降低了工人的劳动强度,避免了瓶坯装箱过程中的二次污染。
1 技术要求
该生产线的主要技术要求:
(1)完成瓶坯的输送、排列、规则码放以及周转箱的输送全过程。
(2)适用物料:5L 食用油塑料瓶坯,圆柱形瓶身,圆锥形瓶底。
(3)物料规格:塑料瓶坯直径Φ45mm,长度164mm。
(4)装箱方式(个数×列数×层数):21×6×22。
(5)生产能力:72 只/24s(瓶坯注塑机模具为72 只,24s一个生产循环)。
(6)转运箱外形尺寸(L×B×H 内空):1 020 mm×1 020mm×900mm。
2 设备工作原理
生产线主要由以下几个部分构成:双列瓶坯整列机、双列瓶坯排列机、瓶坯装箱机以及托盘输送机。设备结构示意图见图1。

图1 设备结构示意图Figure 1 Schematic diagram of equipment
瓶坯从注塑机出来经过提升输送机进入瓶坯整理机,杂乱无章的瓶坯排列成一条线进入瓶坯排列机,让瓶坯安照规定的要求排列,然后进入瓶坯装箱机,装箱机抓手将在抓取排列工位上排列好的瓶坯吸取后按照规定的装箱方式放置在经过托盘输送机输送过来的周转箱中。瓶坯的抓取和放置由直角坐标机器人来完成。装箱生产线主要工艺流程见图2。

图2 装箱生产线主要工艺流程图Figure 2 Packing production line process flow diagram
3 解决方案及解决思路
3.1 装箱生产线方案
直角坐标机器人抓手动作如图3所示。整个抓手动作分3个区域:E区(抓取动作区域)、F 区(过渡区域)以及G区(放置区域)[1],抓手在3个区域内做往复运动来完成抓取和放置的动作,用直角坐标机器人完成瓶坯装箱的具体动作可以分解为以下几个动作:抓手在A 点等待抓取,当瓶坯排列好到抓取位置后,抓手运动到C点将瓶坯拾取然后回到A点,完成抓取动作[2],当周转箱到达规定放置位置后,抓手首先到达B点然后运行到D 点放置瓶坯,放置完成以后原路返回A 点等待抓取完成一个装箱动作。

图3 机器人抓手动作位置图Figure 3 Location map of robot gripper action
3.2 控制系统解决方案
从上面的动作要求来看,整个直角坐标机器人的抓手部分需要通过两个轴来完成,分别是X 轴,Y 轴,为了保证整个装箱工序的连续性,这里在抓取点增加一个Z轴,Z轴主要是用来衔接前端瓶坯的排列和后端的机器人抓取装箱,将排列好的瓶坯转移到抓取点等待抓取[3]。在这里3个轴使用的是施耐德公司的LXM32A 交流伺服电机,使用的是绝对值编码器[4]。控制核心使用的是施耐德的M238 可编程控制器[5],控制系统通讯网路由两部分组成:①CANOPEN 网路,它控制3台伺服电机来完成瓶坯的输送、抓取以及放置;②支持Modbus的串口通讯,用于人机交互。控制系统结构图见图4。

图4 控制系统结构图Figure 4 Control system structure
4 具体程序方案
4.1 CANOPEN 通信
在控制系统中,没有使用传统的IO 信号来控制伺服电机而是使用CANOPEN 总线来控制伺服电机[6],这样就可以使用施耐德的软件平台SoMachine所提供的功能块来直接控制伺服电机动作,控制既快捷又稳定[7]。组建CANOPEN 通信主要分两个步骤:①连接通信线,设定伺服驱动器站号;②在SoMachine平台里面组态伺服控制系统。通信连接以后对伺服系统使能,这个时候伺服电机就通过通信总线处于受控状态[8]。使能功能块如图5所示。

图5 伺服使能功能块Figure 5 Servo enable function blocks
其中Axis对应的伺服轴的组态编号,Enable为功能块的触发信号,在SoMachine平台里面所有功能块这两个引脚的作用是相同的。
4.2 对伺服进行标定
由于系统所使用的伺服电机是带绝对值编码器的,那么在第1次上电的时候必须给3台伺服电机做标定,记录电机编码器的位置,以此作为一个参考点,来定义伺服具体处于哪个位置,标定功能块如图6所示。
4.3 读取伺服当前位置
完成通信和标定以后就可以读出伺服当前位置,点动伺服电机到程序动作所要求的坐标点,然后记录当前坐标点的坐标参数,标定当前生产位置参数,读取参数功能块如图7所示。
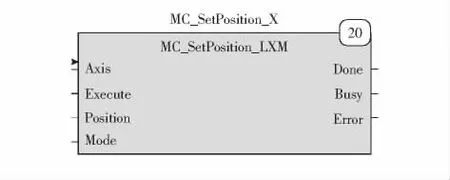
图6 伺服标定功能块Figure 6 Servo calibration function blocks

图7 伺服读取参数功能块Figure 7 Servo read of the parameters of function blocks
4.4 控制伺服电机运行到当前位置
通过如图8所示功能块可以控制系统运行到指定位置。其中Axis为定义当前伺服轴,Execute为整个模块的触发信号,这里对上升沿有效,Position为要求伺服需要到达的位置,Velocity为伺服运行的速度,从3.1节中可以看出抓取和放置的动作分解开来实际上就是控制伺服电机运行到不同的位置,假设这个时候要求抓手从等待抓取位运行到抓取位置,只需要按以下几个步骤来做就可以实现这个动作。首先需要对伺服运行功能块定义伺服轴,就是对Axis定义,然后对功能块的目标位置(position)和运行速度(velocity)进行设置,最后给触发信号(execute)一个上升沿的触发,整个模块启动,伺服电机运行到指定位置后会自动停下来,然后功能块中Done会输出一个信号表示已经执行完控制命令。编写逻辑控制程序来控制3个伺服电机在不同的情况下运行到不同的位置,从而达到瓶坯的输送排列以及装箱的要求。
5 系统的应用状况和前景

图8 伺服运动功能块Figure 8 Servo Motion function blocks
该生产线已经得到食用油瓶坯生产企业的生产验证,现已正式投入使用。从现场的使用情况来看,实际生产速度大于72只/24s,整个瓶坯的装箱过程中,只需要1名工人来操作设备,大幅提高了该工序的生产效率,整个系统瓶坯的输送以及抓取码放误差不超过1mm,系统故障率低于0.5%,瓶坯的输送以及抓取装箱全部都是通过机械动作完成,没有任何的人工干预,消除了瓶坯的二次污染隐患。通过几个月的生产考验,证明该控制系统稳定可靠,能满足塑料瓶坯企业实际生产需求。
直角坐标机器人是一种包装行业最新技术成果,该结构具有速度快,维护简单等优势。该装置除了瓶坯装箱也可应用于其它形状规则包装物的装箱生产线,通过适当的技术改造也能应用在速度较高的抓取式装箱、排列的各种场合。
1 李刚,周文宝.直角坐标机器人简述及其应用介绍[J].伺服控制,2008(9):72~75.
2 张有良,徐强,常晓煜,等.码垛机械手运动轨迹的研究[J].包装与食品机械,2011(3):20~23.
3 张志远,李琪,毕海深.基于直角坐标机器人的软袋再包装自动上料系统[J].制造业自动化,2012(6):11~14.
4 徐杰,刘鸿飞,郗安民,等.异步伺服驱动的直角坐标机械手控制系统统计与实现[J].机器人技术与应用,2003(6):38~41.
5 易铭.状态编程方法在PLC 控制的机械手设计中的应用[J].机电工程技术,2009(3):101~102,120.
6 韩成浩,高晓红.CAN 总线技术及其应用[J].制造业自动化,2010(2):146~149.
7 张广伟.伺服系统在精密药液灌装生产线上的应用[J].软件,2009(10):48~50.
8 刘志勇,吴吉昌.基于施耐德机电平台的无纺布高频起绒机[J].可编程控制器与工厂自动化,2012(6):55~56,87.
