适合多种机床结构的数控系统5坐标变换库
2012-03-15肖文磊郭成军
靳 阳 郇 极 肖文磊 郭成军
(北京航空航天大学 机械工程及自动化学院,北京 100191)
适合多种机床结构的数控系统5坐标变换库
靳 阳 郇 极 肖文磊 郭成军
(北京航空航天大学 机械工程及自动化学院,北京 100191)
研究了适合多种结构布局形式的统一坐标变换方法,开发出数控系统5坐标变换函数库,并作为坐标变换控制模块集成到数控系统中.分析了5坐标数控机床运动学模型,归纳出12种5坐标数控机床结构布局,并推导了对应的坐标变换数学算法.通过结构分析和数学变换将12种算法扩展归纳到3类基础算法,并基于3类基础算法开发出适合多种机床结构布局的5坐标变换库.利用机床三维仿真系统验证了5坐标变换库的可行性,并将该坐标变换库集成到北京航空航天大学开发的CH-2010开放式数控系统中.
5坐标数控机床;坐标变换;数控系统
1 数控系统的坐标变换功能
5坐标数控铣床和加工中心有刀具双摆动、转台双摆动和转台/刀具摆动3大类常见机械结构,每一类结构又包含多种可能组合.
由于传统的数控系统只具有机床坐标轴的直线插补功能,在5坐标铣削加工时,必须由数控加工编程系统的后置处理软件根据机床结构布局(含刀具长度信息)将CAD/CAM系统生成的刀位数据(含刀尖位置和刀具姿态信息)经过坐标变换计算转换成机床进给轴的位置,并离散化成小直线段,生成在数控系统上运行的数控加工程序,如图1a所示.当刀具长度改变时,通常需要由后置处理软件生成新的数控程序[1-3].
当前一些最先进的数控系统集成有坐标变换处理功能,可以将来自CAD/CAM系统的刀位数据Ps和Pe直接输出给数控系统,插补模块按直线PsPe插补,如图1b所示.
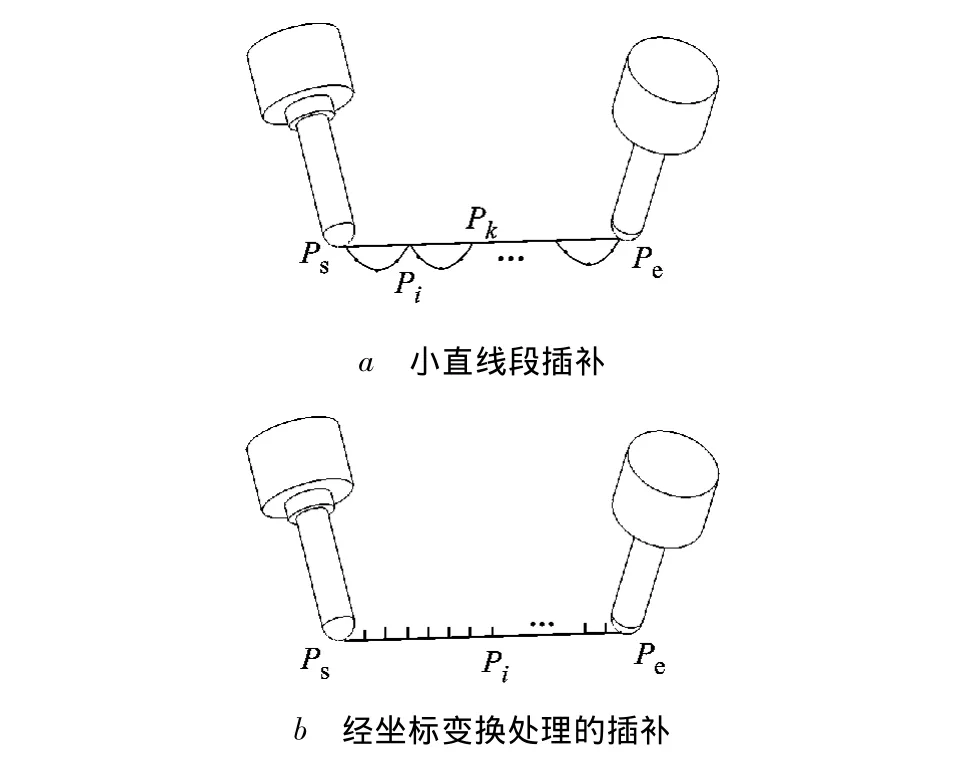
图1 数控系统5坐标插补
坐标变换模块根据机床结构和刀具长度信息完成坐标变换计算,实时生成机床坐标轴位置,控制机床运动,控制流程如图2所示.坐标变换计算需要给数控系统输入机床结构参数和刀具长度信息,当刀具长度改变时,不需要改变数控加工程序[4].
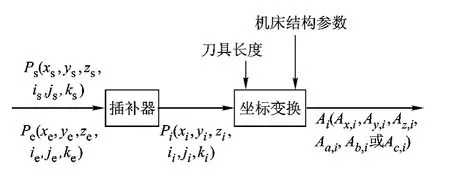
图2 具有坐标变换功能的数控系统控制流程
此外,具有坐标变换功能的数控系统还能提供空间刀具半径补偿、倾斜面加工等空间加工功能[4-5].
5坐标数控铣床和加工中心的转台和主轴摆动结构能够组合出12种布局形式.由于坐标变换模块开发工作量大,大多数数控系统只提供最常用机床结构布局的坐标变换模块算法;还有一些数控系统的坐标变换模块是以面向用户的开放模块方式提供的,由机床用户根据机床结构自行编写坐标变换模块[6].
本文研究和分析了对应12种机床结构布局形式的运动学算法,归纳出3类基础算法及其逆变换的显式算法,由此开发出坐标变换库模块.根据机床结构,设置坐标变换库模块参数,即可选择坐标变换算法,实现控制功能.采用机床三维仿真系统[7]完成了所有12种机床结构布局的仿真验证.最后将坐标变换库模块集成到北京航空航天大学开发的CH-2010开放式数控系统中,实现了控制功能.
2 坐标变换方法
2.1 坐标系定义
通常5坐标数控机床的运动控制轴正交设置,直线坐标轴和旋转坐标轴遵循右手笛卡尔坐标系.图3为机床坐标系.
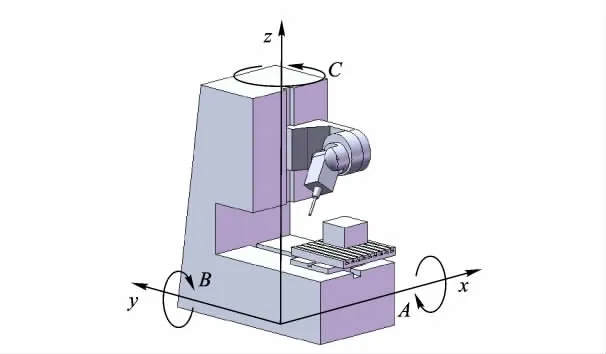
图3 机床坐标系
首先定义坐标变换规则:式(1)为坐标系平移变换矩阵,式(2)~式(4)分别为绕x,y,z轴的旋转变换矩阵.

2.2 坐标变换原理
数控系统坐标变换的目的是用机床运动轴位置值表示刀尖位置及刀具姿态,数控系统通过控制机床各轴的合成运动完成对刀具的控制.因此机床的结构布局不同,坐标变换的关系也不同.图4为具有刀具AB摆角的5坐标数控机床坐标系关系和相应偏移向量示例.
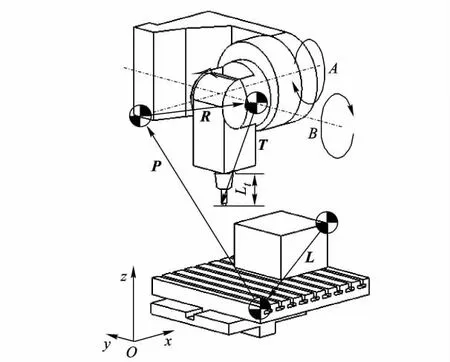
图4 刀具AB摆角5坐标数控机床
坐标变换计算使用以下变量描述多种5坐标数控机床的机械结构,包括:
L(lx,ly,lz),工件坐标系到工作台坐标系的向量;
P(px,py,pz),工作台坐标系到 A 轴中心的向量,其中包含直线坐标 x,y,z;
R(rx,ry,rz),A 轴中心到 B 轴中心的向量;
T(tx,ty,tz),B 轴中心到刀尖的向量;
Lt,刀具长度值,包含于向量T中.
其中,向量P可分解为多个直线平动,在此为简化计算只取直线平动的合成.
刀位数据中,刀尖在工件坐标系中的位置为(Qx,Qy,Qz),刀具姿态单位化向量在坐标轴的投影为(i,j,k),如图 5 所示.
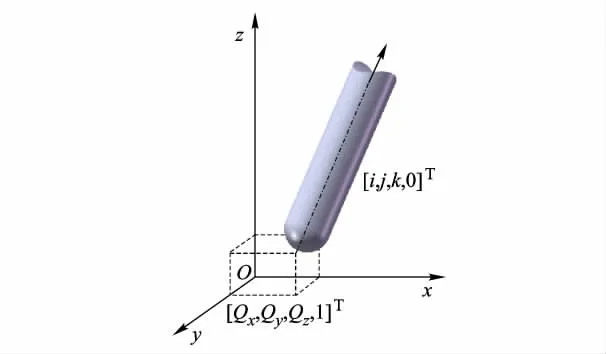
图5 刀位数据的几何表示
图4中机床的坐标变换过程如式(5)[8-10]所示.
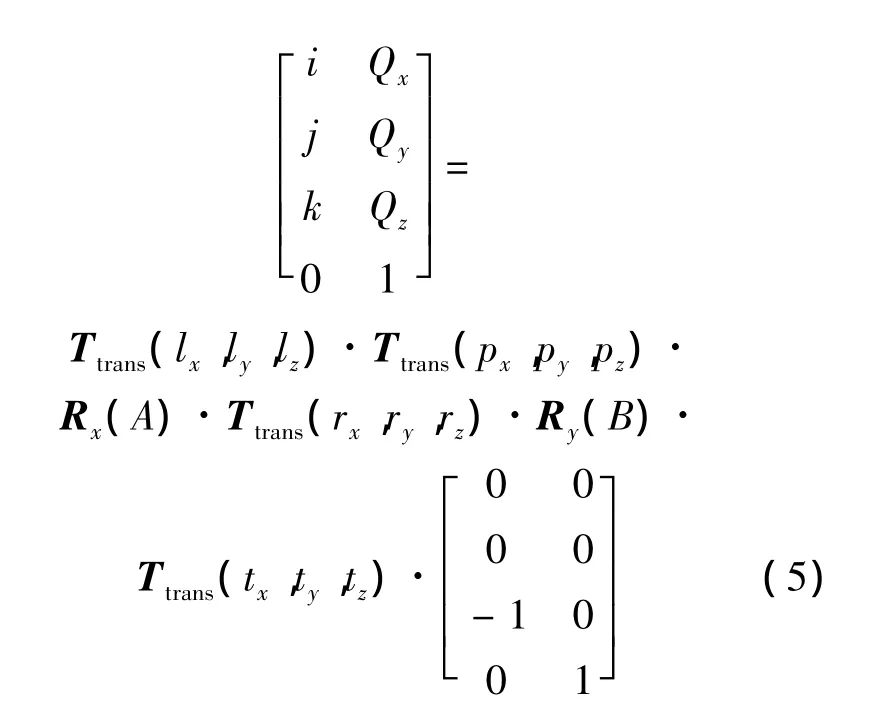
式中,[0,0,0,1]T为刀尖点;[0,0,-1,0]T为刀具在机床坐标系中的姿态向量;其余向量按照图4的定义并依据式(1)~式(4)的规则分别代入展开.
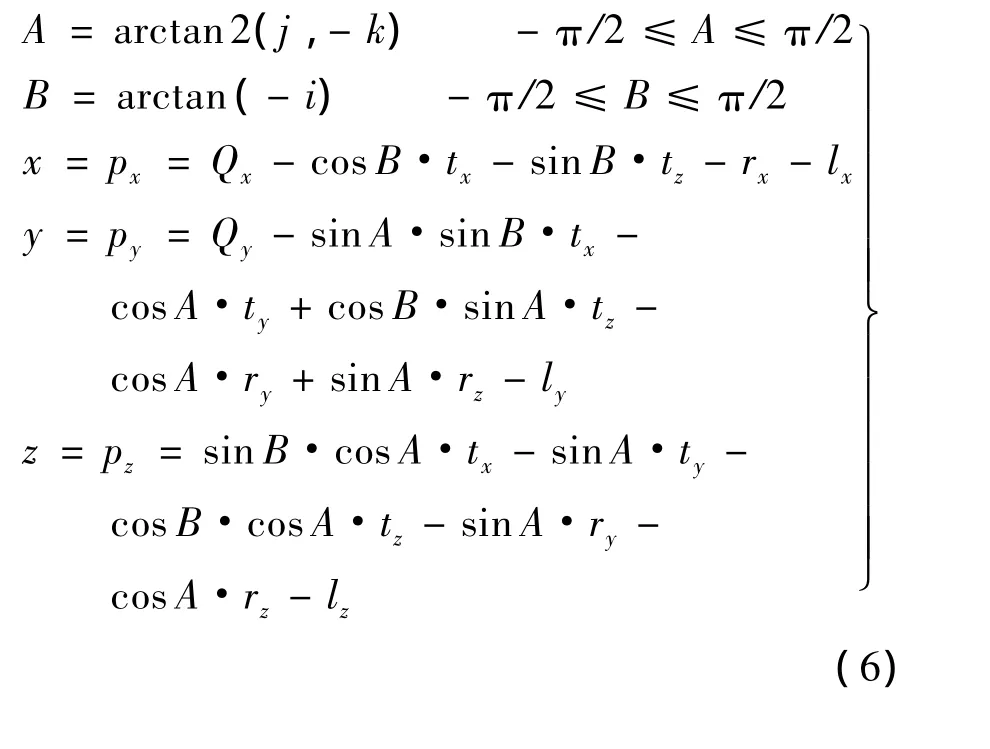
2.3 逆运动学算法的显式表达
数控系统5坐标变换库中的算法应该是显式表达,可以保证集成在数控系统中的计算耗时是固定的.在此给出图4所示机床5个进给轴坐标的显式表达式.由式(5)求解,得到图4中刀具AB摆角5轴数控机床 x,y,z,A,B 5个进给轴坐标的显式表达式,见式(6).
3 坐标数控机床结构布局形式
根据机床转动副(转台和主轴摆角)的布局,可以将机床结构布局分为3种基本类型:类型Ⅰ,刀具双摆动;类型Ⅱ,转台双摆动;类型Ⅲ,转台/刀具摆动.其中每一基本类型中又具有多种结构布局组合方式.表1中按照排列组合原理列举了5坐标数控机床的结构布局简图,共有18种可能.排除某一旋转轴与机床主轴重合的情况,合理的结构布局共有12种.
使用常规的坐标变换方法,需要建立12种坐标变换显式计算公式.本文研究出12种机床结构布局分类的相似关系,将12种坐标变换压缩成3种基础算法,大大简化了坐标变换模块的开发工作.
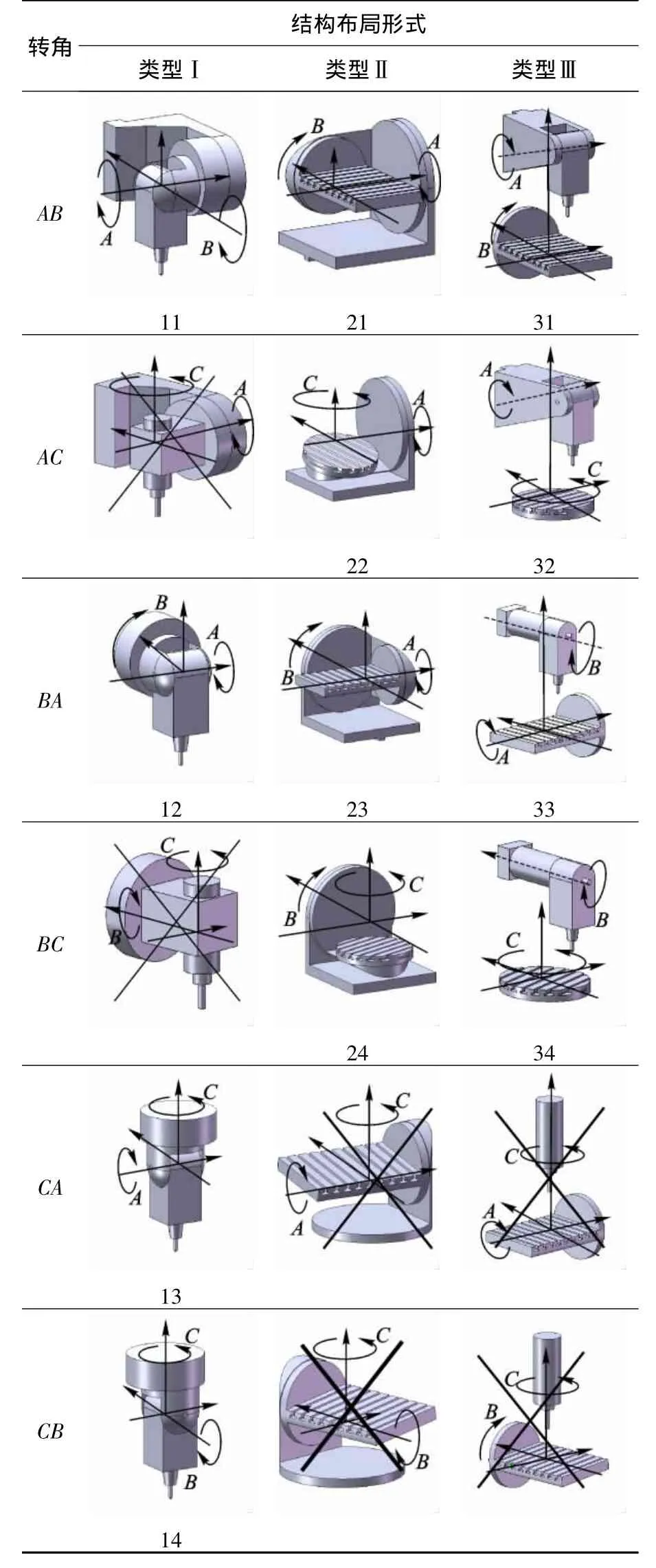
表1 5轴数控机床结构布局形式
4 算法简化方法
4.1 算法分类
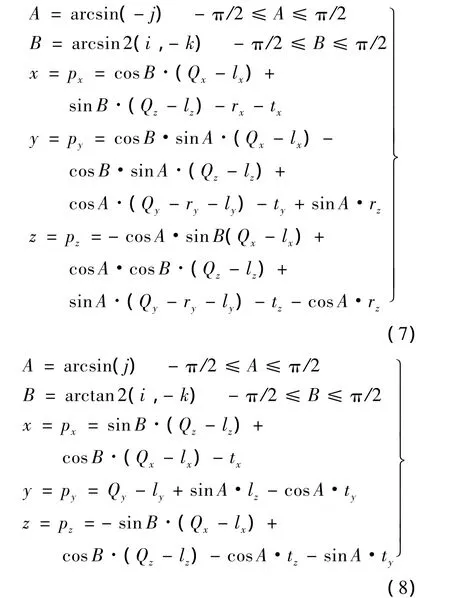
在表1的同一基本类型中,任选某一种结构布局的算法作为该类的基础算法.根据同类型结构布局之间的相似性,通过对基础算法进行一定规则的扩展,即可实现该基础算法向该类内其余3种算法的变换.现将结构布局11,21,31对应的算法分别命名为CT1,CT2和CT3,作为3类基础算法.CT1对应结构11,12,13 和 14,CT2 对应结构21,22,23 和 24,CT3 对应结构 31,32,33 和34.CT1的显式表达式为式(6),CT2为式(7),CT3为式(8):
4.2 对基础算法的扩展规则
通过对机床结构布局相似性的分析,可以获得基础算法向某一结构布局坐标变换算法的扩展方法和规则.以结构布局13为例,其对应的基础算法为CT1,变换计算扩展原理和规则如图6所示.
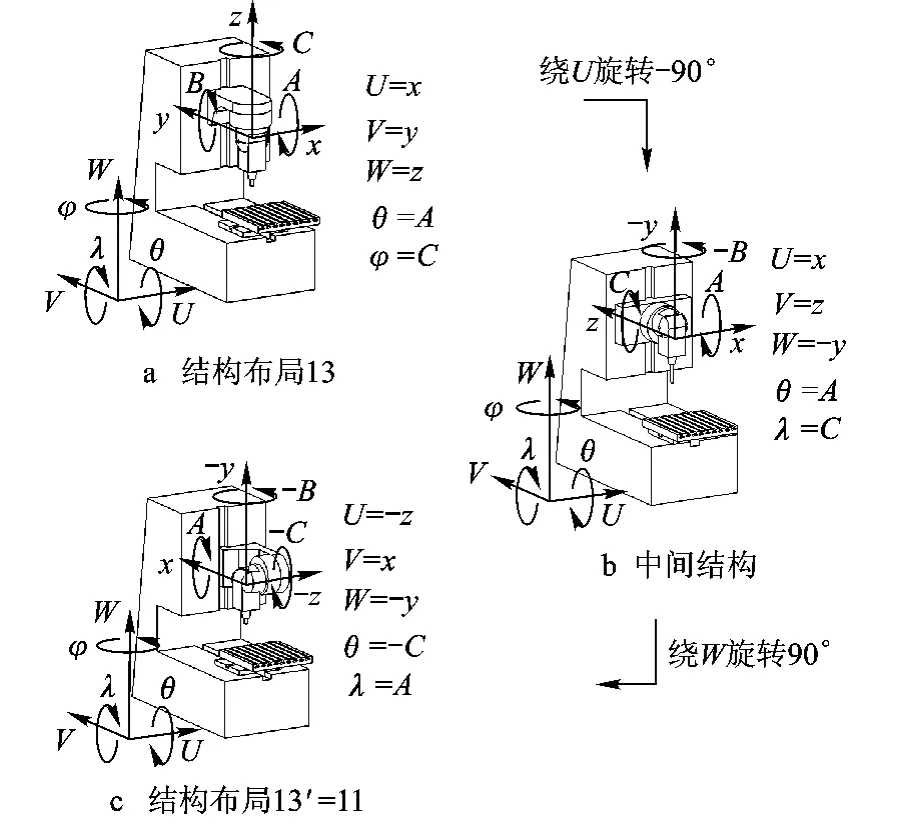
图6 扩展过程
1)建立坐标系UVWθλφ作为基础坐标系.
2)结构布局13刀具CA摆角型(图6a)经2次旋转可以变换成结构布局11刀具AB摆角型,命名为结构布局13'(图6c).2次旋转依次是:绕U 轴旋转 -90°(图6b),绕W 轴旋转90°(图6c).此时的结构布局13'与结构布局11相同,均为刀具AB摆角型.
3)对图6c结构布局11在基础坐标系UVWθλφ下利用CT1完成坐标变换计算,得到机床5个进给轴的位置值.
4)基础坐标系UVWθλφ中5个进给轴的位置值满足如下对应关系:U= -z,V=x,W= -y,θ=-C,λ=A.依此关系,得到结构13的5个进给轴xyzAC的位置值,坐标变换完毕.
将结构布局13映射到其对应的基础结构(结构布局11)的坐标系变换过程如下:
1)建立图6a中结构布局13的机床结构参数矩阵M:
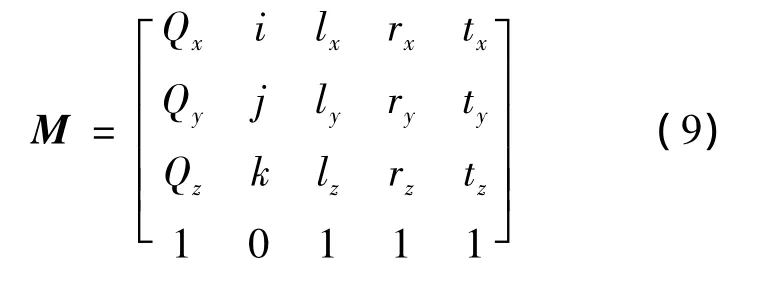
其中,(Qx,Qy,Qz)为刀尖在工件坐标系中的位置;(i,j,k)为刀具姿态单位化向量在坐标轴的投影;L(lx,ly,lz)为工件坐标系到工作台坐标系的向量;R(rx,ry,rz)为 C轴中心到 A轴中心的向量;T(tx,ty,tz)为A轴中心到刀尖的向量.
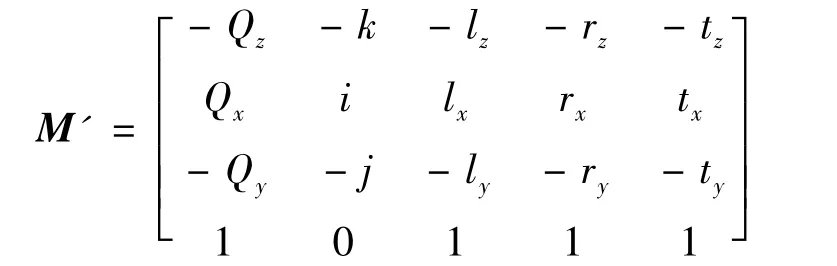
2)建立图6c中结构布局11的机床结构参数矩阵M':
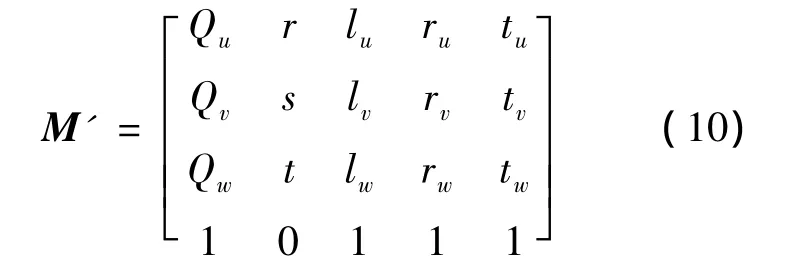
其中,(Qu,Qv,Qw)为刀尖在工件坐标系中的位置;(r,s,t)为刀具姿态单位化向量在坐标轴的投影;L(lu,lv,lw)为工件坐标系到工作台坐标系的向量;R(ru,rv,rw)为 θ轴中心到 λ 轴中心的向量;T(tu,tv,tw)为λ轴中心到刀尖的向量.
3)用齐次变换矩阵表示2次正向旋转如式(11)所示:
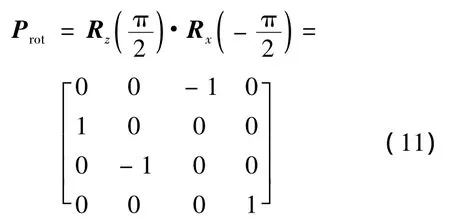
4)结构13正向旋转:绕 U轴旋转 -90°(图6b),绕W轴旋转90°(图6c),经旋转的机床结构参数矩阵满足关系M'=Prot·M,即
5)对图6c中的结构11利用CT1完成坐标变换计算,机床结构参数由矩阵M'提供,在基础坐标系UVWθλφ中的CT1对应为
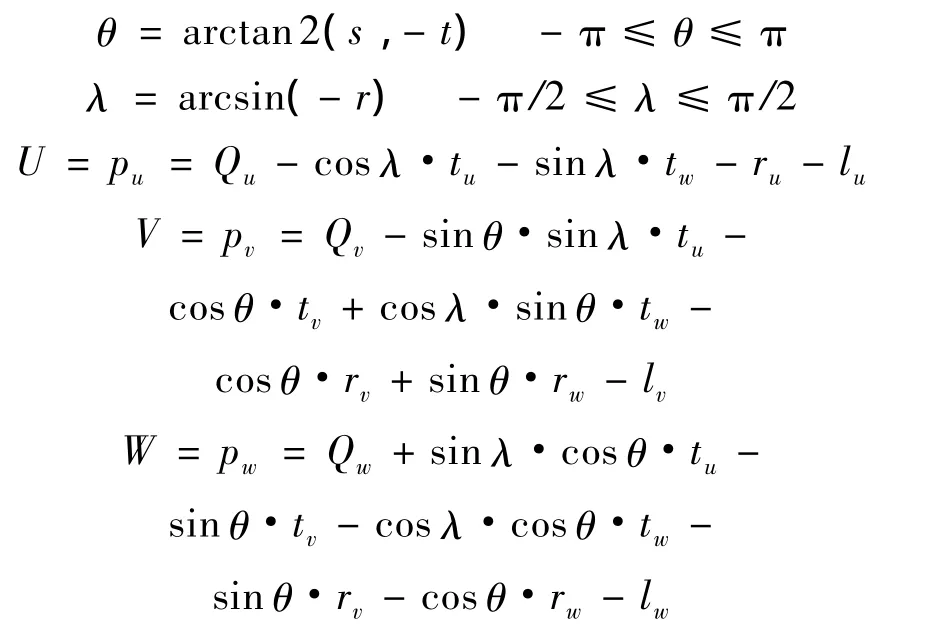
6)至此,得到结构布局11的5个进给轴在基础坐标系中的坐标值 U,V,W,θ,λ.
7)用齐次变换矩阵表示2次反向旋转,如式(12)所示:
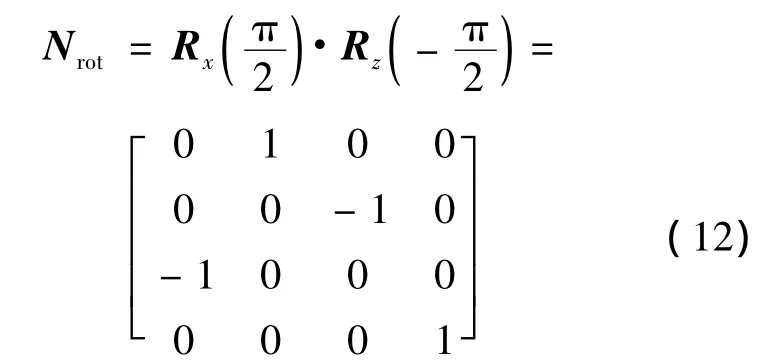
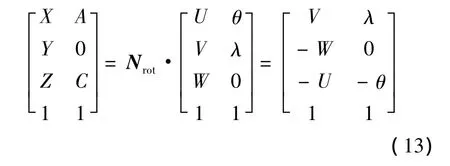
8)将5个轴的求解结果反向旋转则得到图6a中结构布局13的5个进给轴在机床坐标系中的坐标值 x,y,z,A,C,如式(13)所示:
12种可能结构布局与基础算法间的映射关系如表2所示,相应的旋转变换矩阵Prot如表3所示.在数学上,Nrot为Prot的逆矩阵,在此不予一一列举.
使用同样映射方法,可以完成结构布局11向结构布局12,14的映射,结构布局21向结构布局22,23,24的映射以及结构布局31向结构布局32,33,34 的映射(如表2 所示).
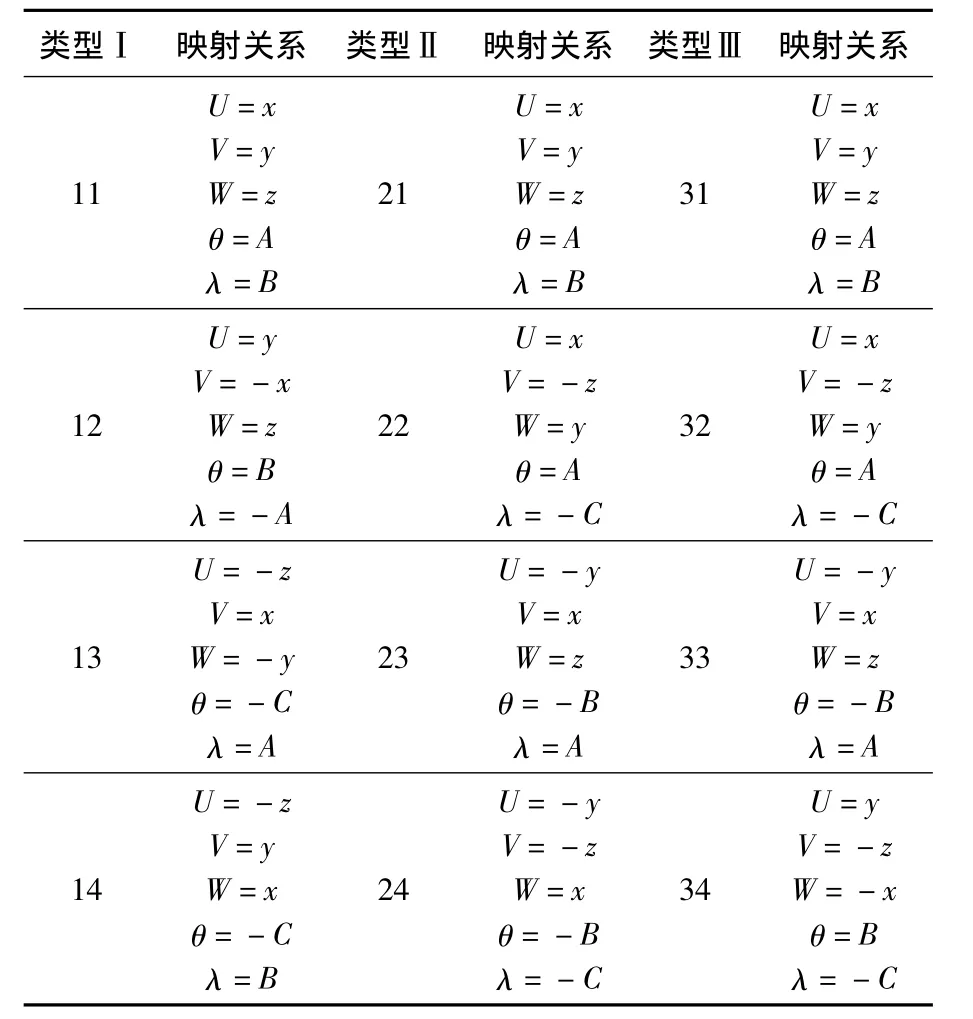
表2 结构布局映射关系
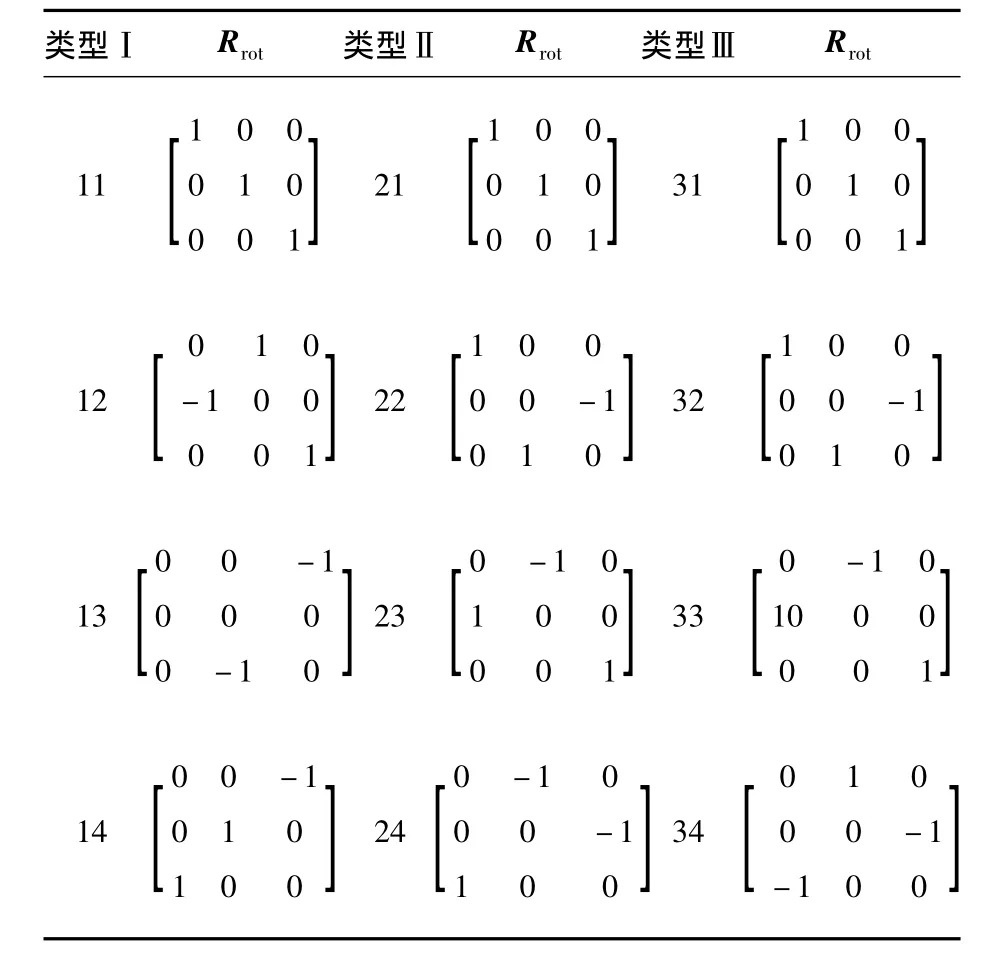
表3 旋转变换矩阵R rot
5 5坐标变换库在数控系统中的集成
数控系统中,插补器计算结果经过坐标变换计算得到各进给轴在该控制周期内的位置值(如图2所示).本文开发的5坐标变换库包含了12种常用5坐标数控机床的坐标变换数学算法,根据所控制机床的结构布局类型,通过参数设置,控制系统执行所选择的坐标变换计算.
5坐标变换库在数控系统数据流中的位置已由图2给出.每个控制周期(插补周期),插补器输出一次刀尖位置和刀具姿态值,坐标变换模块使用对应的机床结构布局类型参数、算法和刀具长度值,计算出对应的机床进给坐标轴位置指令Ax,Ay,Az,Aa,Ab或 Ac,控制机床进给运动.
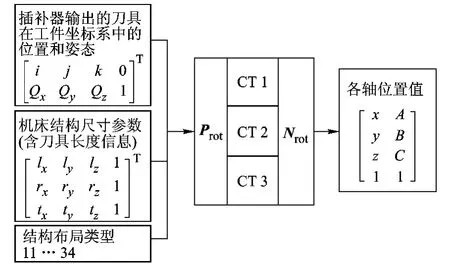
图7 5坐标变换库结构
图7所示为5坐标变换库的结构.坐标变换模块中还包含奇异点判断功能,本文不做介绍.机床结构尺寸参数在数控系统中的机床结构参数中设定;tx,ty,tz由刀具长度值和机床尺寸共同确定,刀具长度的值可在数控系统的刀具参数中更改;CT1,CT2,CT3—对应机床结构布局形式的坐标变换算法模块,由机床结构布局参数 11,12,…,34 选定.
6 验证
CNC-Simulator是北京航空航天大学数控及伺服技术实验室开发的一种机床三维仿真系统[7].该系统集成有数控功能模块,依据结构布局和尺寸,利用CAD软件建立机床实体模型,用运动指令G代码控制机床模型完成相应仿真运动,其坐标变换接口可集成该5坐标变换库.
图8是在该系统上建立的一个刀具CA摆角5坐标数控铣床模型(符合结构布局13).向CNC-Simulator软件输入G代码,包括刀位数据Ps(xs,ys,zs,is,js,ks)和 Pe(xe,ye,ze,ie,je,ke).应用图形仿真功能,实现了该数控铣床三维实体模型的视觉仿真,在计算机上观察实体模型的动态姿态,与输入G代码描述的机床运动姿态吻合.同时,CNC-Simulator软件还能够输出该数控铣床模型的5坐标轴位置值.应用机床结构布局13对应的正向运动学算法,将该位置值变换为在工件坐标系下的刀位数据;经正变换的刀位数据与CNC-Simulator软件的输入G代码描述的刀位信息一致,验证了本坐标变换库的正确性.表4中记录了输入CNC-Simulator软件G代码中某点的刀位数据、CNC-Simulator软件输出的5坐标轴位置值以及该5坐标轴位置值经正向运动学算法计算后的刀位数据.

图8 刀具CA摆角5坐标数控机床仿真图像
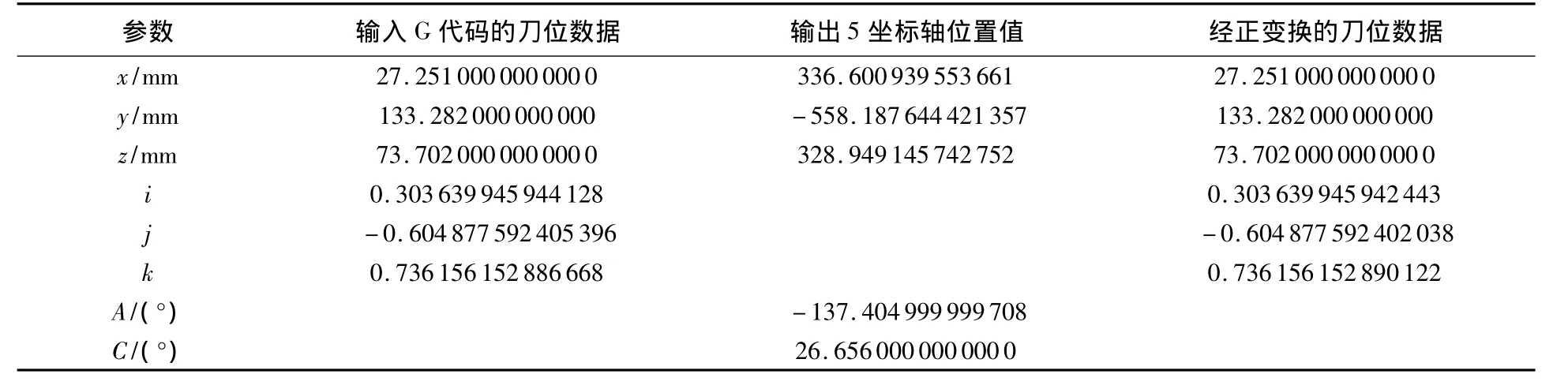
表4 数据对比
经仿真验证,机床CAD模型的刀尖位置和刀具姿态与编程指令的刀位数据一致,证明了该5坐标变换库的正确性.
将该5坐标变换库集成到北京航空航天大学开发的CH-2010数控系统中,并实现了控制功能.CH-2010数控系统针对特殊机床结构设计有专用坐标变换模块,该模块在数控系统控制流程中位于图2中的坐标变换模块的位置.将该5坐标变换库替换原有专用坐标变换模块,即实现了在CH-2010数控系统中的集成.
7 结论
本文针对常见5坐标数控铣床和加工中心归纳出12种可能的结构布局,并分别推导出运动学算法;将12种算法通过扩展归纳到3类基础算法,得到统一的扩展规则;根据上述结果,开发出数控系统5坐标变换库,该库可作为坐标变换计算模块集成到数控系统中.利用CNC-Simulator机床三维仿真系统验证了该5坐标变换库的正确性,并顺利集成在北京航空航天大学开发的CH-2010开放式数控系统中.
集成有该函数库的数控系统可以由刀位数据直接控制机床运动,无须用小线段处理走刀轨迹,并且避免了非线性误差的出现.此外,集成在数控系统中的5坐标变换模块还包括对机床奇异点的判断功能,由于篇幅限制,本文不做介绍.
References)
[1]任永强,杨建国.五轴数控机床综合误差补偿解耦研究[J].机械工程学报,2004,40(2):55 -59 Ren Yongqiang,Yang Jianguo.Study on decoupling of synthesis error compensation for a 5-axis CNC machine tool[J].Chinese Journal of Mechanical Engineering,2004,40(2):55 - 59(in Chinese)
[2]王丹,陈志同,陈五一.五轴加工中非线性误差的检查和处理方法[J].北京航空航天大学学报,2008,34(9):1003 -1006 Wang Dan,Chen Zhitong,Chen Wuyi.Detection and control of non-linear errors in 5-axismachining[J].Journal of Beijing University of Aeronautics and Astronautics,2008,34(9):1003 -1006(in Chinese)
[3]李永桥,陈强,谌永祥.五坐标加工中非线性误差校核及超差处理方法的研究[J].制造技术与机床,2010(8):100-102 Li Yongqiao,Chen Qiang,Chen Yongxiang.Research on check of the non-linear errors and processing method for over-proof in 5-axis NC machining[J].Manufacturing Technology & Machine Tool,2010(8):100 - 102(in Chinese)
[4] GE Fanuc Automation.FANUC series30i user'smanual[R].B-63944EN/03,2008
[5]梁全,王永章.五轴数控系统RTCP和RPCP技术应用[J].组合机床与自动化加工技术,2008(2):62-65 Liang Quan,Wang Yongzhang.Study on the RTCP and RPCP function of the 5-axis CNC[J].Modular Machine Tool& Automatic Manufacturing Technique,2008(2):62 -65(in Chinese)
[6] SIEMENS.SINUMERIK 840D sl NCU manual[R].6FC5397-0AP10-2BA0,2007
[7] Xiao Wenlei,Liu Yanqiang,Loeis K.A universal virtual manufacturing system for cutting machines[C]//Proceedings of International Conference on Advanced Technology of Design and Manufacture.London:Institution of Engineering and Technology,2010:374-379
[8] Lee R S,She C H.Developing a post processor for three types of five-axis machine tools[J].International Journal of Advanced Manufacturing Technology,1997,13:658 -665
[9] She C H,Chang CC.Design of a generic five-axis post processor based on generalized kinematicsmodel of machine tool[J].International Journal of Machine Tools& Manufacture,2007(47):537-545
[10] She C H,Lee R S.A post processor based on the kinematics model for general five-axismachine tools[J].Journal of Manufacturing Processes,2000,2(2):131 -141
(编 辑:文丽芳)
5-coordinate transformation technology of CNC system for a variety of structures ofmachine tools
Jin Yang Huan Ji Xiao Wenlei Guo Chengjun
(School of Mechanical Engineering and Automation,Beijing University of Aeronautics and Astronautics,Beijing 100191,China)
The uniform method of coordinate transformation was studied,which is suited for a variety of structures of 5-axis machine tool.CNC(computer numerical control)coordinate transformation library was developed,which could be integrated into CNC system as a coordinate transformation control module.The kinematics of 5-axismachine tool was analyzed,12 types of5-axismachine tool structure were listed,and the corresponding coordinate transformation algorithms were derived.3 types of basic algorithms were obtained through mathematical transformation,and a 5-coordinate transformation library was developed based on the basic algorithms.The feasibility of5-coordinate transformation library was verified by a 3D simulation system,and the library was integrated into CH-2010 open CNC system developed by Beijing University of Aeronautics and Astronautics.
5-axismachine tool;coordinate transformation;CNC(computer numerical control)system
靳 阳(1984-),男,北京人,博士生,jinyang_1984@126.com.
TG 659
A
1001-5965(2012)06-0842-07
2011-04-12;网络出版时间:2012-06-19 10:36
www.cnki.net/kcms/detail/11.2625.V.20120619.1036.001.htm l
