制动油管漏油问题的解决措施
2012-02-28胡继斌张永见
胡继斌,张永见
(郑州日产汽车有限公司,河南郑州 451450)
汽车行业的三漏问题一直是整个行业亟须解决的重点、难点问题.三漏包括漏油、漏水、漏气[1-4],其中漏油问题对整车的安全性影响最大,制动系统油管接头的渗漏问题最常见,且一直得不到有效解决.
笔者从制动系统油管接头的结构、种类、加工过程、检验过程、螺栓退刀槽、蝶栓与油管的配合间隙入手分析了导致漏油的原因,并指出了其相应的解决措施.
1 油管接头的结构
文中的油管接头为一端是90°喇叭口的钢管(钢管外套有空心螺栓),另一端是三通接头或制动软管.三通接头内圆锥面的剖面角度为84°;制动软管的接头仍为金属接头,与三通接头内部结构相同,如图1所示.装配后,2种接头的配合情况如图2所示.
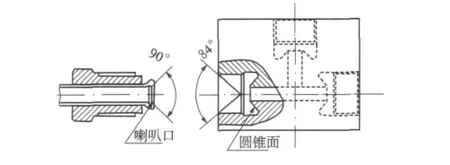
图1 油管接头和三通的剖视图
渗油产生的主要原因是喇叭口与圆锥面的配合处密封不严,在车辆运行的过程中管路内部压力高达十几兆帕,几十兆帕,甚至100 MPa以上.因此,即使是极其细小的间隙都能造成油液的渗出.
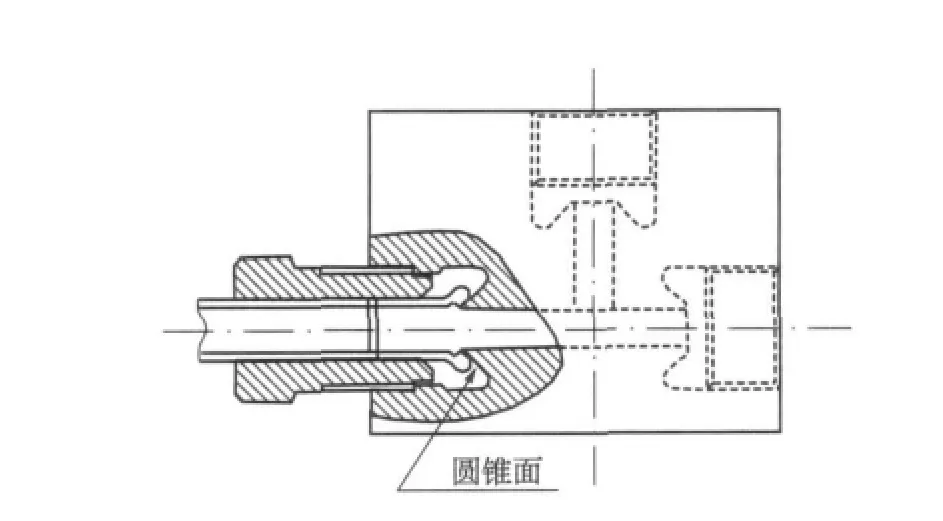
图2 油管喇叭口与三通配合的示意图
2 油管接头的种类
制动油管接头的种类有很多,根据NES标准,行业内最常见的有以下几种.
2.1 双翻边的喇叭口接头
该接头的结构形式如图3所示,相关结构数据见表1,该结构接头为双翻边90°喇叭口钢管接头,是汽车行业中最常见的一种制动油管接头.
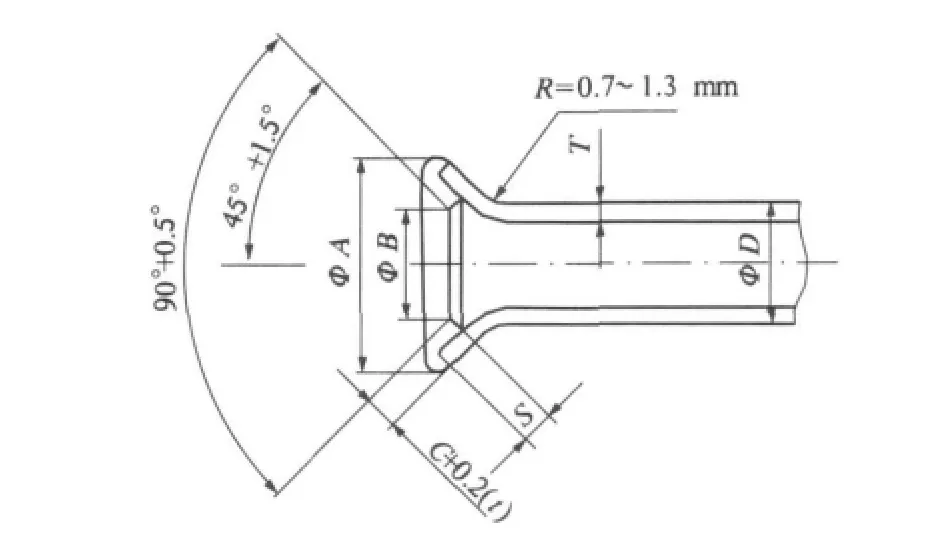
图3 双翻边90°喇叭口接头
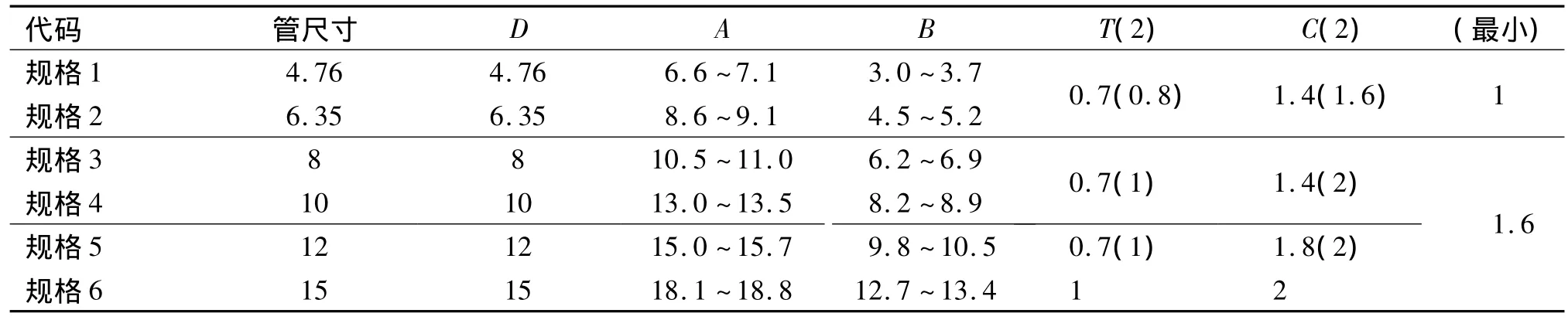
表1 双翻边90°喇叭口mm
2.2 单边喇叭口接头
该油管接头结构如图4所示,相关结构数据见表2,该接头为单边90°喇叭口钢管接头.这种结构油管接头较为原始,加工方式简单,密封效果不易保证,目前少有采用.
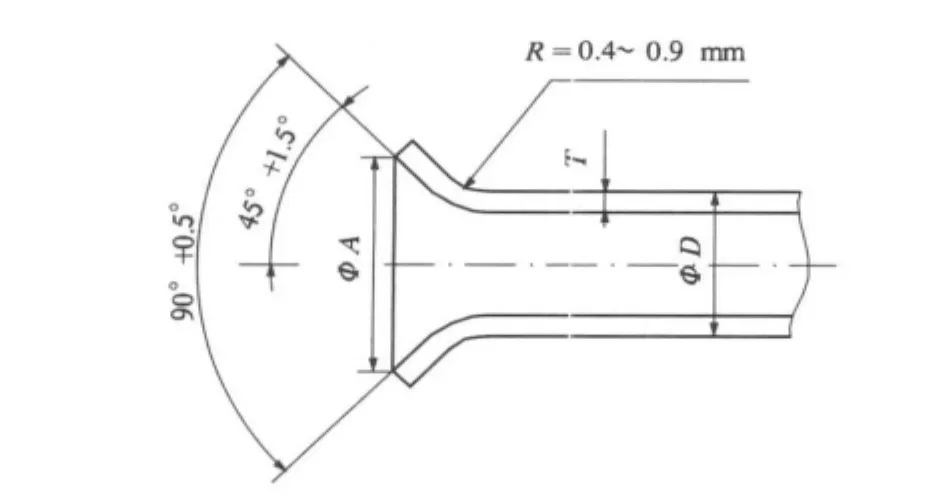
图4 单翻边90°喇叭口接头

表2 单翻边90°喇叭口 mm
2.3 单边内喇叭口28°接头
该种油管接头结构形式如图5所示,相关结构数据见表3.该接头为单边内喇叭口钢管,角度为(28±2)°.该结构接头一般不用于制动系统,用于燃油管的较多,一般为橡胶软管或者PVC塑料软管,连接后用弹性卡箍固定.
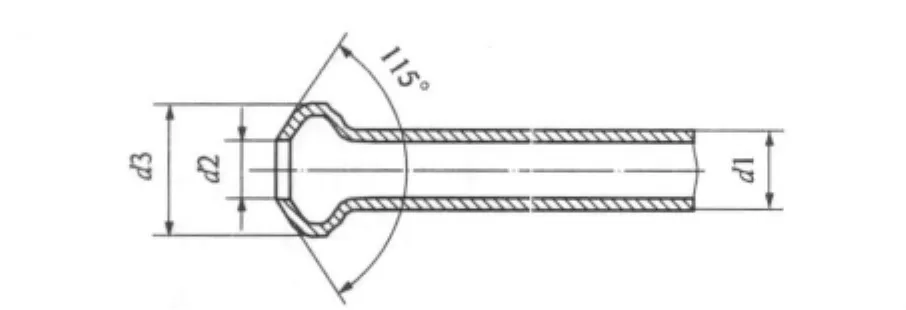
图5 单边28°内喇叭口接头
2.4 单边内喇叭口115°接头
如图6所示,单边内喇叭口钢管接头即前锥型油管接头,喇叭口角度为(115±1)°.该结构油管接头的角度检测较为方便,油管接头成型后油管端部可以在投影仪上进行检测,解决了喇叭口结构油管接头角度不易检测的难题.该油管接头加工方法比较简单,且很少发生渗油的问题,目前在欧美新车型中得到普遍应用.
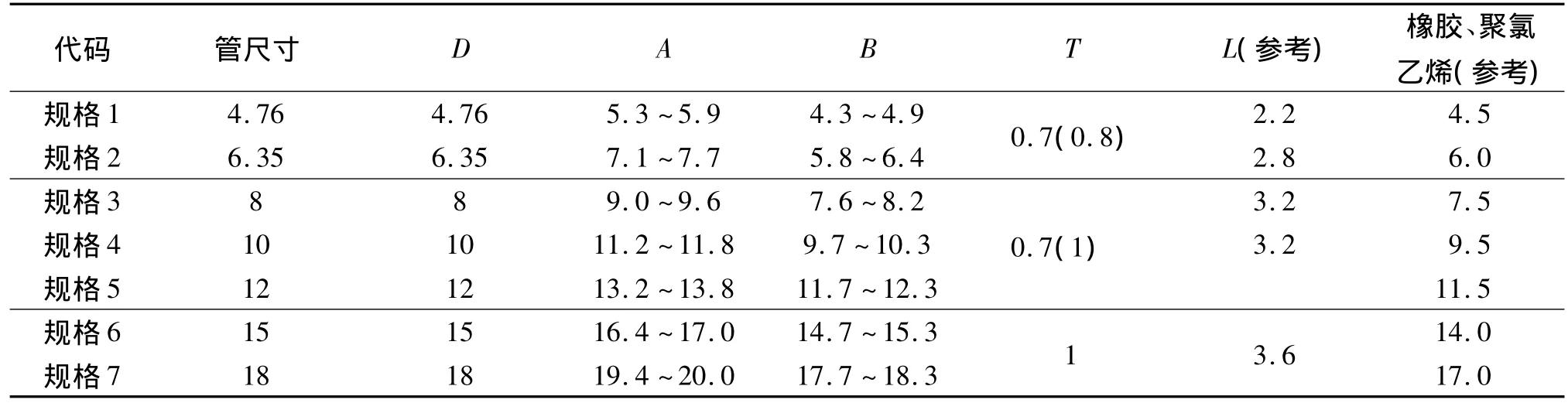
表3 单边28°内喇叭口 mm
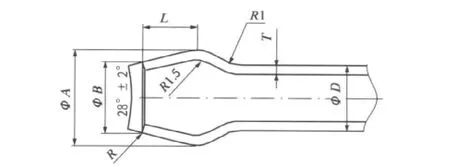
图6 115°油管接头的剖视图
3 加工过程对密封性的影响
油管接头的加工过程对密封性的影响是根本性的,如刀具磨损、设备故障、加工方法不正确等原因使其加工精度降低,从而降低密封效果,导致渗油.
喇叭口的粗糙度一般要求为1.6,这个值的大小取决于冷镦喇叭口的镦头的表面光洁度.镦头一般为钢质,油管也为钢质,硬度都较大.镦头长时间使用后容易产生磨损,磨损后喇叭口的粗糙度将会超出要求,从而造成密封不严.在镦头前部镀钛可以有效减少镦头的磨损[2].
三通接头圆锥面要保证光滑、完整,否则同样会影响密封效果.三通接头的加工工序为:加工通孔→加工圆锥面→加工螺纹孔→加工螺纹等.这几道工序加工过程中的同轴度问题很重要,如果这几道工序的轴心不在一条轴线上,同轴度偏差较大,将会造成三通圆锥面与油管喇叭口接头对不齐的现象.此时如果将三通接头与油管拆开,就会发现三通圆锥面上的压痕不满圆周,大约占3/4圆周,且压痕粗细不一致[3].
之前,受加工设备及加工方法所限,加工三通接头及软管接头的过程中金属屑无法及时清除,需要对工件进行二次装夹[2].多次装夹是导致同轴度偏差的最重要因素,现在的加工手段已趋于成熟,再加上数控机床的普及,对于此类产品的加工一般都采用一次装夹工艺,这样就有效避免了加工过程对同轴度的影响.
4 检验过程对密封性的影响
油管总成加工完成后都要进行100%气密性检验.厂家在做气密性检验的时候,与油管接头对接的工装如果未完全与油管对齐,油管喇叭口就会因为被工装碰撞而产生损伤,造成密封不严而导致漏油现象的出现.
5 空心螺栓退刀槽对密封性的影响
空心螺栓的端部一般都应该有1.5 mm的退刀槽,如图7所示.
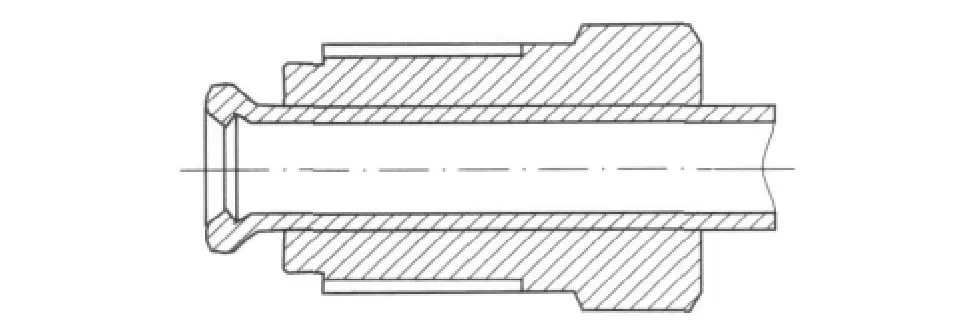
图7 空心螺栓的剖视图
退刀槽的作用在于充分压紧油管喇叭口,使喇叭口与对手件紧密配合.如果没有退刀槽,将会出现螺纹拧到尽头时空心螺栓仍未将油管喇叭口充分压紧的情况,二者间的密封性不能保证,易导致漏油.增加退刀槽之后,空心螺栓的螺纹还未拧到尽头时已经将油管喇叭口充分压紧,甚至还有前进空间,以保证油管喇叭口与对手件的紧密配合[4].
6 空心螺栓与油管间隙对密封性的影响
空心螺栓与油管之间的间隙对密封性的影响很重要.油管(钢管)一般采用NES标准,见表1,油管外径为4.76 mm,空心螺栓内径为4.9 mm(+0.1~ +0.3 mm),二者之间的间隙(双边间隙)一般要保持在0.3~0.4 mm左右,如图8所示.如果油管外径偏大,或者空心螺栓内径偏小,将会使二者之间的间隙小于0.3 mm,甚至会在0.2 mm之下.这时候,装配过程中油管在空心螺栓内的横向活动空间将受限,会产生油管与对手件不能对齐的情况,即存在密封不严的问题.
笔者针对油管漏油的问题曾尝试多种解决办法,但都没有达到预期的效果,原因是忽视了油管与空心螺栓之间的间隙的影响.NES标准要求的油管外径为4.76 mm,之前供应商的油管外径为5.0 mm,二者配合有间隙,易导致漏油.
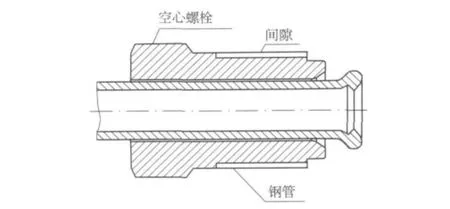
图8 空心螺栓与油管配合的示意图
根据目前国内的生产水平,同轴度很难达到要求精度.因此,油管装配时,油管轴心、空心螺栓轴心、对手件螺纹孔轴心、圆锥面轴心、对手件通孔轴心很难保证绝对的同轴,甚至出现较大偏差,而导致漏油,需要采取有效的措施来解决此问题.
既然多道工序之间的同轴度误差不可避免,因此需留出充分的间隙让油管与对手件的轴心对齐.间隙足够大,可以保证油管与对手件找正的过程中在空心螺栓内有足够的横向调整空间,否则,油管将受到空心螺栓内壁的阻挡,而无法与对手件对齐.
7 结语
制动油管漏油问题是一个复杂的综合性问题,目前的技术手段还不能有效解决此问题,文中从接头结构到其加工工艺,分析了导致油管漏油的原因,及相应的解决措施,这些对实际应用具有一定的参考价值.今后,可通过进一步的试验来找到更有效的办法.
[1] 张珍,王长宏.巧修“三漏”[J].山东农机化,2010(5):23-23.
[2]林腾蛟,李润方,徐铭宇.双台阶钻柱螺纹联接弹塑性接触特性数值仿真[J].机械设计与研究,2004,20(1):41-49.
[3]周炳森.新编金属焊接实用技术百科全书[M].西安:中国知识出版社,2006:53-156.
[4]何富君,张瑞杰,兰爽,等.J55油管螺纹工作特性研究[J].石油矿场机械,2004,33(3):18 -21.
