西林瓶包装小容量注射液可见异物来源及控制措施
2012-02-27邵常平
邵常平
(甘肃成纪生物药业有限公司,甘肃天水 741020)
1 概述
可见异物通常是在规定条件下目视可以观察到的不溶性物质,其粒径长度通常大于50μm,可见异物大致分为外源性可见异物和其他可见异物两大类,外源性可见异物包括:玻屑、纤毛、色点、色块等多种[1]。其他可见异物包括:白点、细小蛋白絮状物或蛋白颗粒、2 mm以下的纤维、少量絮状物或蛋白颗粒、微量沉淀物、摇而不散的沉淀等。可见异物的存在可造成肌体局部循环障碍,严重者引起组织缺氧而产生水肿和静脉炎等,严重危害人的身体健康,所以,《中国药典》(2010年版)[2]再次规范注射液的可见异物检查方法,由此可知,可见异物对小容量注射液生产的重要性。
本文主要分析西林瓶注射液区别于传统安瓿包装注射液可见异物产生的原因以及由于包材改变而产生可见异物的新问题,包括包材的质量标准、配剂、灌装、轧盖、环境、人员等环节中影响可见异物的各种因素,并提出相应的控制措施,以降低西林瓶包装小容量注射液可见异物的发生的几率,保障西林瓶包装的小容量注射液质量安全,保证人民群众的用药安全。
2 药液配制
配制药液所用的原辅料必须是经质量部和物流部共同年度审核通过的合格原辅料供应商,原辅料的质量必须合格并与产品工艺要求的级别相一致,经质量部检验合格后方可进行投料配剂。
药液的配制必须根据质量部审核批准的产品生产工艺进行配制,操作步奏也必须按照标准的SOP进行操作。其中,过滤系统对西林瓶注射液的可见异物起着决定性的作用,所以,过滤系统的好坏是可见异物能否合格的决定性因素。我公司用的是三级过滤系统,相对于其他企业的二级过滤系统在可见异物的控制方面要更为有效,产品的质量也更有保障,其中,活性炭过滤器我们选用的是1μm的钛棒,一级澄清过滤选用的是0.45μm的聚醚砜微孔滤膜过滤器,二级过滤我们选用的是0.22μm的聚醚砜微孔滤膜过滤器,在灌装之前又加了一道0.22μm的进口聚醚砜囊式微孔滤膜过滤器,从而将药液配制及输送过程中可见异物的影响因素降到最低。生产前后对不同孔径的终端过滤器都要进行滤芯完整性测试和清洗灭菌。药液在过滤过程中压力要保持相对稳定,避免药液过滤压力过大冲坏滤膜而造成质量事故。整个配剂及过滤系统(除滤芯)都要在生产前进行连线在位清洗和纯蒸气灭菌,更换品种时要更换相应品种的滤芯不得交叉使用避免污染,从而保障药品质量。
3 包材清洗
3.1 管制注射剂瓶(西林瓶)清洗
小容量注射液可见异物不合格因素很多,但玻屑是其中最主要的一项,也是对患者肌体造成危害最大的一项。相对于安瓿瓶,西林瓶从瓶壁厚度、口径、高度以及封口形式上都有安瓿瓶不能替代的优点。实际生产证明西林瓶在清洗灭菌的过程中破损率明显低于传统的安瓿瓶。我公司采用的是西林瓶超声波洗烘灌联动线。洗瓶采用超声波浸水预清洗和注射用水三水三气喷射清洗相结合的方法,浸瓶水槽采用0.22μm聚醚砜微孔滤膜过滤器单独循环的过滤系统,很大程度上降低了西林瓶上的附着物。再用经0.22μm聚醚砜微孔滤膜过滤器终端过滤的注射用水和0.01μm聚四氟乙烯微孔滤膜过滤器终端过滤的压缩空气进行交替喷射。由于西林瓶口径较传统安瓿要大,所以会很大程度地降低洗瓶机夹具夹破瓶子、喷射针头刺破瓶口将玻屑带到瓶子内壁的发生几率,故在洗瓶环节就显著降低了玻屑的带入风险。
西林瓶由于直径和壁厚都较安瓿有明显的优势,所以抗挤压和抗摩擦的特性要强于安瓿瓶,故经过隧道烘箱高温灭菌的西林瓶破损率极低,传统的安瓿在隧道烘箱里由于高温和挤压摩擦会产生大量破损,由于破碎时的喷溅效应会把玻屑喷溅到其他安瓿瓶中,其次,破碎的玻屑进入热风循环系统会更大程度地扩散破碎玻屑的污染范围。安瓿又是曲径结构,即使在烘箱出口处人工再进行翻转拍打也较难把附着在安瓿瓶内壁的细小玻屑清理出来。联动线的连接部位以及各种机械转换绞轮都会造成安瓿破损,但由于西林瓶的强度要远远高于安瓿瓶,所以在联动线连接转换部位破损率要低很多。为了降低可见异物的带入风险,隧道烘箱的链条及联动线的机械转换绞轮要经常进行维修调整以确保其运行精度和稳定性,每班清场都要彻底清洁传送带。QA要定期检测隧道烘箱高效过滤器的完整性并形成检测制度,如发现破损要尽快更换,避免产生质量事故。
3.2 胶塞清洗
胶塞清洗是西林瓶包装小容量注射液与安瓿包装注射液最大的区别,由于采用了新的包装形式,所以质量风险也随之引进,这也是西林瓶小容量注射液可见异物的控制难点。由于胶塞材质和成型工艺的特点,所以胶塞很容易附着脱模时产生的细小胶屑。这决定了它的清洗相对西林瓶要困难,这些胶屑在全自动加塞清洗机里经喷淋、漂洗、精洗,能很好地除去,但胶塞在全自动胶塞清洗机里来回翻滚,胶塞间会产生摩擦而产生新的胶屑。除了QA现场取清洗水样检测澄明度外,胶塞清洗最关键的是要经过验证,验证出每批次胶塞的清洗量和清洗时间,并编订好不同规格胶塞的清洗程序下发执行,保证岗位操作工严格按照生产工艺要求和审核批准的标准SOP进行操作,就可以有效的降低西林瓶注射液色点、色块、胶屑等可见异物发生的几率。
目前市场上的医用胶塞大致分为两种:一种是覆膜胶塞,另一种是非覆膜胶塞,也就是业界所说的配方胶塞。西林瓶包装小容量注射液选用卤化丁基非覆膜胶塞,经试验药液长期与非覆膜配方胶塞接触会溶出很多物质并会改变药液的pH值而严重影响产品质量,药液pH改变后可能诱使药液产生新的蛋白颗粒或絮状颗粒物,而致可见异物不合格。而卤化丁基覆膜胶塞的稳定性显著优于非覆膜配方胶塞,覆膜胶塞经长期与药液接触不会溶出其他物质,也不会改变药液的pH值从而产品的质量得以保证。胶塞的选择是西林瓶小容量注射液可见异物能否合格的关键因素之一。故选用卤化丁基覆膜胶塞可以有效降低西林瓶小容量注射液可见异物发生几率。
3.3 铝塑复合盖清洗
西林瓶小容量注射液使用铝塑复合盖轧盖密封,在十万级环境中用全自动铝塑复合盖清洗、灭菌、烘干一体机,出料口设置在万级环境中,铝塑复合盖在全自动铝盖清洗机里经喷淋、漂洗、精洗、灭菌、烘干、冷却、出料备用,由于铝塑复合盖在清洗过程中来回翻滚,铝塑复合盖间会产生摩擦、挤压而产生大量轻质铝屑及铝盖变形。除了QA现场取清洗水样检测澄明度外,铝塑复合盖清洗最关键的是要经过验证,验证出每批次铝塑复合盖的清洗量和清洗时间,并编订好不同规格铝塑复合盖的清洗程序下发执行,保证岗位操作工严格按照生产工艺要求和审核批准的标准SOP进行操作,就可有效的降低铝塑复合盖对产品和万级洁净区环境造成污染的风险。从而确保产品质量合格。
4 灌装
与安瓿包装小容量注射液不同的是西林瓶包装小容量注射液不需要拉丝熔封,也就不会产生黑头和炮头。但也是产生可见异物风险很高的的环节,灌装前震荡料斗和灌装针头以及分药器都必须彻底清洁消毒,特别是一些死角盲区需特别注意,这样才能有效的降低罐装过程中可见异物的带入几率。胶塞通过震荡料斗的震动通过下塞轨道、真空加塞滚轮加塞,所以在这个过程中由于不可避免的摩擦很震动,可能会使覆膜胶塞产生新的脱落和异物,也是西林瓶包装小容量注射液可见异物比较难控制的环节,为避免产品不合格,在选用设备时应尽量选用下塞轨道较宽松的设备,岗位操作工应多观察及时发现卡塞断塞的情况,并及时排除设备障碍,以确保产品质量。
5 轧盖
西林瓶包装小容量注射液经灌装加塞完成后处于半密封状态,环境基本以对药物本身不会产生较大影响,轧盖工序就是将清洗烘干后的铝塑复合盖用轧盖机进行轧盖使药液完全密封。在轧盖过程中轧盖机轧刀会与铝塑复合盖摩擦产生细小的铝屑,会污染洁净区环境产生质量风险,故操作工要及时清理避免对还未轧盖的药液和周围洁净环境造成不必要的污染,降低质量风险。轧盖过程中胶塞松动或者脱落的注射液要及时剔除,避免产生不合格品流入下道工序。
6 环境因素
按GMP规范规定,洗瓶、胶塞清洗、铝塑复合盖清洗都要在十万级洁净环境中进行,药液配制和除菌过滤都要在万级环境中进行。而灌装加胶塞和轧盖都在百级层流下进行。空调系统是质量保证的基础,整个环境洁净度的控制、层流方向、换气次数、房间间静压差以及洁净区清洁频次和清洁方法、清洁用具的选用等因素控制不严格都可能引入可见异物致使产品不合格。所以,空调系统的定期维护监测尤为重要,关键项目有尘埃粒子、浮游菌、沉降菌等,此项目必须形成制度并强制执行,以确保产品质量。对设备和洁净区的清洁用具、清洁方法以及清洁频次都要经过验证确认后下发执行,并按照验证总计划定期进行再验证。空间消毒应尽量采用消毒效果好残留量小或者无残留的消毒剂或者消毒方法,我公司用臭氧消毒。其他单位多用消毒液消毒,那么,消毒液配置好后必须用0.22μm的微孔滤膜过滤器进行过滤,以避免引进新的微粒而导致可见异物不合格。洁净服应采用防静电不易脱落的医用专用洁净服,形式四连体最好、三联体次之。特别强调的是口罩的材质应与洁净服同材质。清洗方法和使用期限要经过验证确认方可。并形成管理规程和标准操作文件,岗位操作工严格执行。这样才会有效降低西林瓶包装小容量注射液中纤维及其他可见异物的发生率提高药品质量。
7 人员因素
在影响西林瓶包装小容量注射液产品质量诸多因素中,人员因素可以说是洁净室内最大的污染源约80%,主要是人体会把外界的尘粒带入洁净区,人体本身也会散发大量的皮屑,人在自然活动时自然散发出的热量会形成一股热流,使大于0.3μm的微小粒子扩散,扩散量可达到每分钟近千百万粒,粒子中大部分是10~300μm的皮屑,粒子由衣服、皮肤、头发、口腔、鼻腔及化妆品等途径向外散发污染洁净环境。
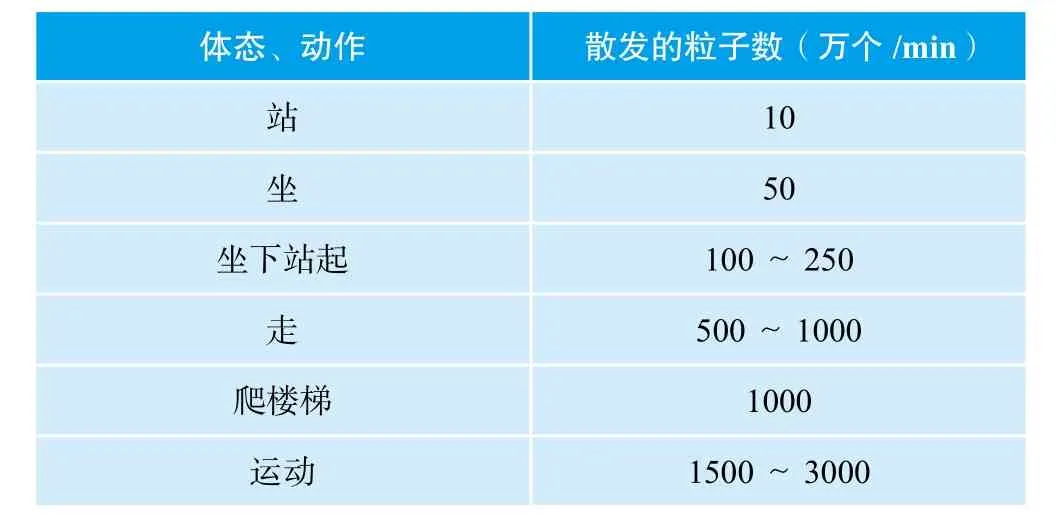
表 洁净室操作人员所散发的粒子数(≥0.3μm)
所以,人员必须穿戴洁净服佩戴口罩和手套,操作过程要轻拿轻放,不要做不必要动作和违反标准操作规程的动作。限制进入洁净区、操作间的人员数量,保证换气次数可以有效的保持洁净室的洁净度。
操作工的学历水平也层次不齐,个别企业人员流动性很大,所以,岗位操作工的岗位培训和GMP培训就尤为重要,要反复培训实行考核上岗末位淘汰制度,加强员工的责任意识和岗位操作熟练程度。从理念上给他们灌输合格的产品是生产出来的而不是检验出来的。把好这一关可以有效降低因人员质量观念不强、岗位操作不熟练而导致可见异物不合格的发生几率。
8 结束语
小容量注射液由于具有药效迅速,作用可靠,可使某些药物发挥定时、定位、定向药效的优点,而成为医院临床用来抢救及治疗重症患者的常用药和必备药。但传统安瓿瓶包装小容量注射液在医院使用护士开瓶时会产生大量的玻璃纤维,对原本安全的药品造成了二次污染,对患者的肌体造成新的伤害。西林瓶包装小容量注射液是覆膜卤化丁基胶塞、铝塑复合盖封口,不会在医院临床使用时造成二次污染,所以,近年来西林瓶包装小容量注射液发展很迅速,最终将替代安瓿包装的小容量注射液。《中国药典》(2010年版)对注射液中可见异物检查提出了更严格的检查要求,目的就是为了保证注射液的质量和临床使用的有效性和安全性。鉴于注射液可见异物的影响因素在生产的各个环节都有,在实际生产过程,应根据各个生产企业各个环节的问题具体分析,严格按照生产工艺要求、标准操作程序执行,才能最大限度的降低可见异物的发生几率,保证药品质量,保障人民的用药安全。
[1] 李晓瑞.小容量注射剂可见异物影响因素分析和处理措施.亚太传统医药,2011,7(9):203-204.
[2] 国家药典委员会.中华人民共和国药典: 2010年二部[S].北京:中国医药科技出版社,附录76.
