赛车差速器端盖设计与制造研究
2012-02-21陈春林岑延清刘琰黄海峰
陈春林,岑延清,刘琰,黄海峰
(1.上汽通用五菱汽车股份有限公司,广西 柳州 545007;2.广西工学院鹿山学院,广西 柳州 545616)
根据赛车行驶运动学的要求和实际的车轮、道路以及它们之间的相互关系表明,赛车在行驶过程中,左右车轮在同一时间内所滚过的行程往往是有差别的。例如,转弯时外侧车轮的行程总要比内侧的长。另外,即使赛车作直线行驶,也会由于左右车轮在同一时间内所滚过的路面垂向波形的不同,或由于左右车轮轮胎气压、轮胎负荷、胎面磨损程度的不同以及制造误差等因素,引起左右车轮外径不同或滚动半径不相等而导致车轮行程不等。在左右车轮行程不等的情况下,如果采用一根整体的驱动车轮轴将动力传给左右车轮,则会由于左右驱动车轮的转速虽相等而行程却又不同的这一运动学上的矛盾,引起某一驱动车轮产生滑转或滑移。这不仅会使轮胎过早磨损、无益地消耗功率和燃料及使驱动车轮轴超载等,还会因为不能按所要求的瞬时中心转向而使操纵性变坏。此外,由于车轮与路面间尤其在转弯时有大的滑转或滑移,易使赛车在转向时失去抗侧滑能力而使稳定性变坏。
为了消除由于左右车轮在运动学上的不协调而产生的这些弊病,可以在赛车左右驱动轮间都装有差速器,差速器保证了赛车驱动桥两侧车轮在行程不等时,具有以不同速度旋转的特性,从而满足了赛车行驶运动学的要求。赛车使用的差速器结构型式为螺旋齿轮LSD,其结构示意图,如图1所示。

图1 螺旋齿轮LSD差速器结构示意图
图1所示的螺旋齿轮LSD差速器带有与其它部件连接的螺栓孔,而目前我们设计的赛车使用的螺旋齿轮LSD差速器是从国外采购回来的,具体结构如图2所示。

图2 目前正在使用的螺旋齿轮LSD差速器结构示意图
图1与图2螺旋齿轮LSD差速器的区别是:图2上的螺旋齿轮LSD差速器无螺栓连接孔。所以我们需要在螺旋齿轮LSD差速器上加工制造出螺栓连接孔才能与其它部件连接,只有这样才能发挥出螺旋齿轮LSD差速器在赛车上的作用和价值。
1 差速器端盖的设计
1.1 设计源由
图2所采用的螺旋齿轮LSD差速器是总长仅为200 mm的不等圆圆柱体组成的两端小中间大的不规则体,通过M6螺栓与其它部件连接的差速器面最宽为19 mm,且仅有9 mm的宽度是平面,其余的是朝外倾角为40°的斜面,这样特征的面占所有连接面的二分之一,另外的二分之一连接面为最窄的连接面,仅有9 mm的宽度,并且壁厚仅为3 mm。在差速器9 mm宽且非常薄的平面上均布钻M6螺栓连接孔,螺栓连接孔会在一定程度上降低螺旋齿轮LSD差速器的强度,且会存在漏油的潜在失效模式。差速器连接面为图3所示的剖面线表示区域。
所以,必须设计出能代替在螺旋齿轮LSD上钻螺栓孔,且与螺旋齿轮LSD连为一体,并起到不影响螺旋齿轮LSD强度的过渡零件,这就是设计差速器端盖的由来。
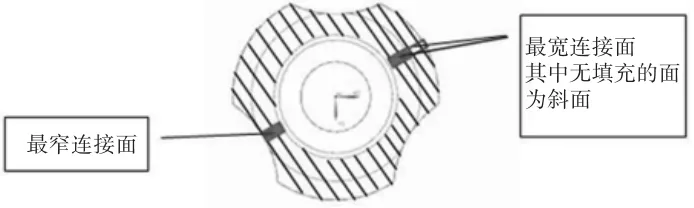
图3 差速器连接面解析图
1.2 解决方案
我们设计的差速器端盖需要解决的技术问题是:
(1)此端盖能代替螺栓孔起到与差速器连接的作用且不影响差速器的强度。
(2)保证差速器在工作中不存在漏油现象。
解决上述技术问题采取的技术方案是:采用差速器上现有的三个均布的圆弧面进行配合,保证差速器端盖与差速器装拆方便且固定牢靠无轴向窜动;在差速器端盖上钻螺栓连接孔作为与其它部件连接时用。
1.3 解决措施
针对以上技术上述方案提出的要求,具体的解决措施是:
(1)将差速器上的圆弧面进行白光扫描测绘。
(2)将白光扫描形成的数据进行处理,形成三维实体数模。
(3)按照差速器上三个均布的圆弧面进行配合的要求,将差速器三维实体数模装配到差速器端盖三维实体数模上。
(4)抽取差速器上三个均布的圆弧面。
(5)用抽取到的差速器上圆弧面来修剪与之配合的差速器端盖上的圆弧面。
(6)将修剪的差速器端盖上的圆弧面进行数控加工。
下图4为按以上步骤要求完成的差速器端盖的三维实体数模。

图4 差速器端盖三维实体数模
下图5为差速器端盖的二维尺寸标注图。
2 差速器端盖的制造

图5 差速器端盖二维尺寸标注图
差速器端盖采用45#钢材进行加工制造。差速器端盖的制造工艺为:下料(160 mm×160 mm×26 mm)→粗车(差速器外表面)→精车(差速器外表面)→钻孔→钻圆孔倒角→去毛剌→数控加工圆弧面。
其中,数控加工圆弧面是差速器端盖制造的核心工艺。为了保证差速器端盖与差速器装拆轻便且无卡滞现象,且装配到位的差速器端盖与差速器无轴向窜动且连接牢靠无间隙,差速器端盖圆弧面数控加工采用四道工步来完成:
(1)差速器端盖圆弧面数控加工工步
此工步采用Φ6铣刀粗车下图6所示剖面线表示的区域。

图6 差速器端盖圆弧面数控加工第一工步
(2)差速器端盖圆弧面数控加工工步
此工步采用Φ6铣刀粗车下图7所示的三个圆弧面:

图7 差速器端盖圆弧面数控加工第二工步
(3)差速器端盖圆弧面数控加工工步。
此工步采用Φ4铣刀精车图7所示的三个圆弧面。
(4)差速器端盖圆弧面数控加工工步。
此工步采用Φ2铣刀精铣图7所示的三个圆弧面,按照差速器端盖圆弧面三维实体数模形状要求加工成比原实体数模小0.04 mm的圆弧面。
经过三道数控制造加工工步完成的差速器端盖圆弧面表面粗糙度达到0.8。
下图8所示为制造加工完成的差速器端盖。

图8 制造加工完成的差速器端盖
3 实施验证
差速器端盖安装在差速器上的使用过程:
(1)将差速器竖起放在平面上,如图9所示。

图9 竖直放置的差速器
(2)将差速器端盖套入差速器一端。
(3)将差速器端盖上的圆弧面与差速器上的圆弧面的位置一一对齐。(见图10(b))。
(4)将差速器端盖轻轻放下就可保证圆弧面与差速器圆弧面完全接触。(见图10(a))。
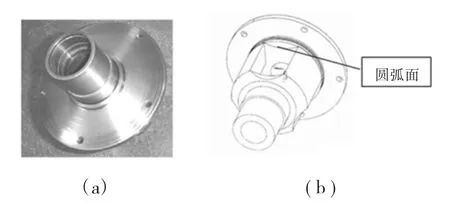
图10 装配到位的差速器端盖
此结构已进行实际操作验证,连接效果良好,使用方便可靠。
4 结束语
赛车差速器端盖设计与制造研究的技术创新归纳为以下几点:
(1)采用差速器上现有的三个均布的圆弧面进行配合,凹凸面的公差值为0.04 mm。
(2)在差速器端盖上钻螺栓连接孔作为与其它部件连接时用。
(3)转矩传递平稳,与差速器连接可靠,装拆方便且无轴向窜动。
(4)密封性好,不存在漏油潜在失效模式。
