自动化技术在焦炉除尘系统中的应用
2012-02-20吴君华
吴君华
(华菱涟钢信息自动化中心,湖南 娄底 417009)
随着经济的发展,焦炭的需求量在不断的增加,然而国家对环保的要求越来越高,粉尘的排放指标相应的也越来越苛刻,所以对焦炉烟尘排放提出了更高要求。在涟钢3#焦炉除尘系统中,由于对处理能力、除尘效率、工作稳定可靠性提出了较高的要求,我们采用了西门子S7-300系列PLC自动化控制系统进行在线监测与控制。此系统自动化程度高,管理方便,运行可靠,故障率低,维护简便,为焦炉除尘的稳定运行提供了可靠的技术保证。
1 焦炉除尘工艺
除尘系统是由除尘风机提供动力,将焦炉装煤与出焦时产生的烟气,通过管道吸入阻火型脉冲袋式除尘器中,再通过双层排灰阀排入灰尘管道,由离心风机抽入储灰仓,加湿后排出。
1.1 除尘主要设备描述
(1)除尘风机:在焦炉装煤或出焦时启动高速运行,将烟尘吸入阻火型脉冲袋式除尘器中,过滤烟尘后排出气体;
(2)阻火型脉冲袋式除尘器:收集烟气中的灰尘并反吹,使得灰尘暂时存储在除尘器的灰斗中;
(3)离线阀:当除尘器反吹时关闭离线阀,阻止除尘风机对除尘器的吸力,提高反吹效果;
(4)仓壁振动器:将除尘器布袋上的灰尘振落至除尘器灰斗中;
(5)电磁脉冲阀:将除尘器中的灰尘反吹掉落至除尘器灰斗中;
(6)双层排灰阀:将除尘器灰斗中的灰尘排入排灰管道;
(7)离心风机:将排灰管道中的灰尘吸入储灰仓中,由加湿机加湿后排出;
(8)掺冷风阀:防止布袋温度过高,前烟气温度过高时,自动开阀;
(9)液压快速切断阀:安装于装煤除尘管道,风机启动时自动开,停止时自动关;
1.2 主要控制工艺
主要控制工艺流程如图1所示。
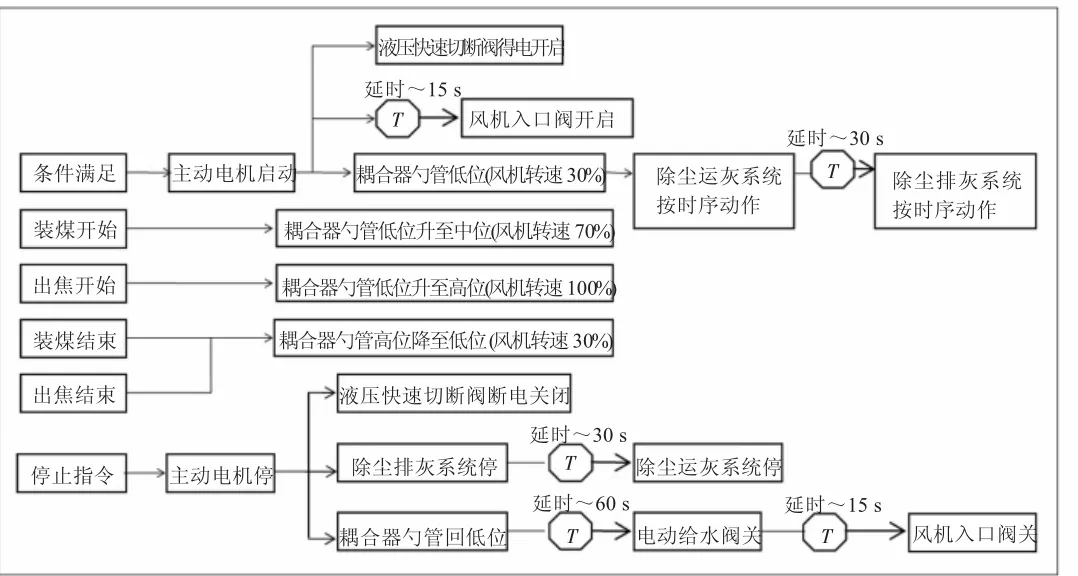
图1 主要控制工艺流程图
2 焦炉除尘控制系统
2.1 系统特点
本系统是实现对整个焦炉除尘设备的联锁控制、实时数据的采集与分析、过程与设备状态的监控与报警、过程趋势数据的采集与处理、报表打印、画面显示等。我们根据工艺对控制系统的要求,选择了性价比较好的西门子S7-300系列PLC组成控制系统。S7-300系列PLC主要具有以下特点:
(1)运算速度快,循环周期短,逻辑指令执行时间最快可达0.05 μs。
(2)编程功能强。可以用于复杂功能的编程与控制,可以采用STEP7或STEP7-Lite编程软件,利用多种编程语言进行编程。
(3)通讯功能强。S7-300系列的CPU模块至少带有一个标准的RS-485/422串行通讯接口,可以支持MPI多点通信。
(4)扩展性好。S7-300PLC不仅具有众多的开关量I/O扩展模块,而且还具有众多的特殊功能模块可以供用户选择,大大提高了PLC的控制性能。
2.2 硬件与通讯
本系统采用了西门子S7-300系列PLC作为控制系统,通讯网络采用Siemens公司的PROFIBUS DP总线(网络通讯速率选择1.5 MB/s)。主要由一个控制主站以及三个远程站组成,两台上位机通过以太网交换机与控制主站进行通讯(网络通讯速率100 MB/s)。系统配置图如图2所示。
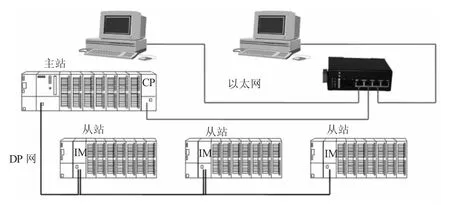
图2 系统配置图
2.3 软件设计
焦炉除尘控制系统分为:控制部分、数据采集、数据通讯、设备运行曲线以及操作记录。
(1)控制部分为软件主程序,主要执行系统数字量信号的逻辑关系处理,以及对模拟量信号的分析与控制。
(2)数据采集部分主要将设备温度、压力、振动、启停状态、开关状态以及灰仓料位等数据进行采集,给主程序提供必要的数据依据,来实现对设备的自动控制,同时完成各类参数的实时数据显示。
(3)数据通讯部分主要通过PROFIBUS DP总线来控制各个从站设备与主站的系统协调性。
(4)设备运行曲线以及操作记录,主要是完成对数据的归档以及对操作记录的存档。
2.4 系统的实现
焦炉除尘系统具有全自动控制、半自动控制、集中手动控制以及现场手动控制共4种控制方式,4种方式可以由操作人员根据生产或检修的需要进行切换。
(1)全自动控制。是除尘系统的主要运行方式,当所有设备都处在正常状态时,操作人员只有点击“系统启动”按钮,所有设备将根据预先设定好的启停顺序自动运行;
(2)半自动控制。本系统分为排灰与清灰两个子系统,如果不需要所有设备都运行,可以单独启停排灰或清灰系统,相应设备也按预先设定好的启停顺序自动运行;
(3)集中手动控制。在设备无故障前提下,可以在控制室对任何一台设备进行单一的手动启停动作;
(4)现场手动控制。在现场就地操作时的启停方式,仅作为调试或检修手段。
当除尘过程中某一设备出现故障时,故障点来尘方向的所有设备立即停止,故障点去尘方向的设备保持运行状态不变,待维修人员确定并解除故障后,由操作人员重新启动已停止的设备。紧急情况时,可点击“紧急停止”按钮,所有运行中的设备都将立即停止运行,待设备恢复正常后,点击“故障复位”按钮,系统又可正常启动。
2.5 主要人机界面设计
系统主画面如图3,操作画面如图4。
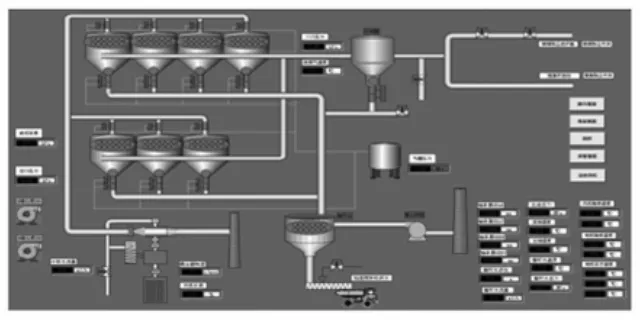
图3 系统主画面图
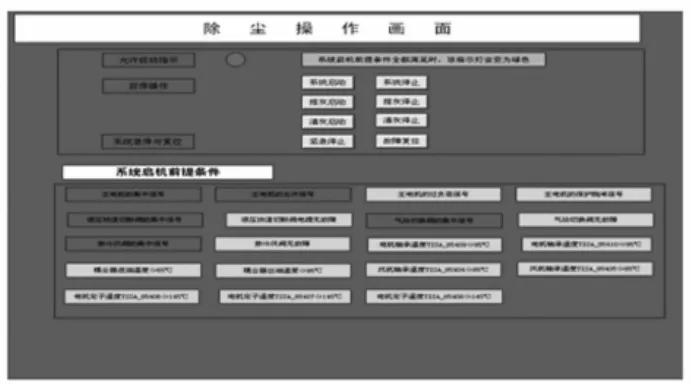
图4 操作画面图
3 结束语
在满足生产需要的同时,采用成本相对较合理的自动控制系统,是企业所追求的低投资高回报的价值取向。设备运行的稳定性,模块化结构,可扩展性,程序在线式修改,维护量少,是此系统运行准确性与可靠性的保障。清晰简洁的画面,交互式的人机对话,简单方便的操作方式,降低了操作人员的操作难度,在线式的故障诊断,减少了维护人员的工作量,同时也提高了工作效率,缩短了设备故障时间,为企业带来了经济效益的增长。
[1]胡 敏.深入浅出西门子S7-300 PLC[M].北京:北京航空航天大学出版社,2004.
[2]蒋 辉,王 鑫.西门子PLC在输煤上的应用[J].PLC&FA, 2009,(11):45.
