激光表面淬火与常规表面淬火在模具应用上的研究分析
2012-02-20薛滔
薛 滔
(新乡北方车辆仪表有限公司,河南 新乡 453000)
1 激光表面淬火与常规表面淬火方法说明
随着工业的快速发展,对模具行业也提出了更高的要求。如何提高模具的加工质量和寿命,始终是一个研究的新课题。采用表面强化处理是提高模具质量和使用寿命的重要途径。它对模具的综合性能以及提高效率降低成本挖掘模具的潜力具有重要的意义。目前常规的模具表面强化处理方法有:感应淬火、火焰淬火、化学热处理(如渗碳、碳氮共渗)等。这些方法大多工艺较为复杂,处理周期较长,处理后存在较大形变。近年来,随着大功率激光器的出现及激光加工技术在工业上的应用日趋广泛、成熟,为模具表面的强化提供了一种新途径。
常规表面淬火有:感应淬火、火焰淬火、渗碳淬火等。a.感应淬火是将工件置于感应圈中,由感应圈通以交变电流产生高频交变磁场将工件加热到Acs或Acm以上,经快速冷却在工件表面形成马氏体组织。由于工件的大小尺寸各不相同,所以需根据不同工件设计相应的感应圈。工件加热时由于集肤效应,工件棱边易过热,处理后会出现裂纹、硬度不均匀、变形等缺陷。b.火焰淬火是用火焰加热工件表面上某些部位,使零件表面迅速被加热到淬火温度并将冷却介质喷射到工件表面,达到表面淬火的目的。工作时需要配套相应的冷却系统。由于加热时温度均匀性差,难以控温,工件表面淬硬深度不易控制,会造成硬度不均或不足,易畸变开裂,表面易熔化呈“汗珠状”。由于淬火时需要经验判断,仅适用于单件和小批量生产。c.渗碳淬火对大型零件处理时会受到炉膛尺寸的限制,工件在渗碳后会严重影响到零件的表面质量,由于受到形状因素的影响还存在表面硬度不均匀等现象,渗碳淬火仅适用于单件和小批量生产。以上常规淬火方法对形状复杂的模具会使加工工艺繁杂、加工难度加大、增加加工成本,尤其是对模具还需要反复拆装。
激光表面淬火(激光相变硬化)是将104-106w/cm2高功率密度激光束照射在金属表面,使其表面以1010℃/s速度迅速达到相变温度而形成奥氏体,当激光束离开后,不需冷却介质,利用金属本身热传导而发生“自淬火”,在工件有足够质量前提下,冷速可达1023℃/s。使金属表面发生马氏体转变。与传统淬火方法相比,激光淬火是在急热、急冷过程中进行的,温度梯度高,从而在表面形成了一层硬度极高的特殊淬火组织,如晶粒细化、高位错密度等。其淬火层的硬度比普通淬火的硬度高15%~30%。淬硬层深度可达0.1~3mm,模具表面经激光淬火后耐磨性提高3-10倍,有效延长了模具的使用寿命。图1是相同材质激光淬火与常规淬火硬度比较。
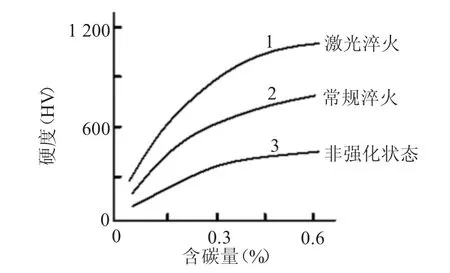
图1 激光淬火与常规淬火硬度比较
2 激光强化加工系统的组成
图2一个具有多轴联动的激光强化加工系统工作原理示意图。它由三部分组成:第一部分为激光器系统,由激光头、激励电源、冷却系统和谐振腔参数变换装置组成;第二部分为光束传输与变换装置,把激光束按加工要求引导到待处理零件表面,同时对激光束进行空间强度分布的变换,以满足对模具表面不同受力部位进行有效的强化处理。光束经变换后即可在模具表面产生所需的强化单元,通过多轴联动的数控系统即可对模具的三维曲面进行可控的、快速和有效的强化处理;第三部分为计算机数控系统,控制激光工作头和数控工作台等多轴运动,其激光束相对于工件的运动轨迹决定了强化的带形状,以实现复杂模具表面的激光强化处理

图2 激光强化加工系统的组成
3 激光强化处理工艺
3.1 工件表面预处理涂层
当激光器确定后,金属材料对激光的吸收能力主要取决于其表面状态。一般需激光处理的金属材料表面都经过机械加工,表面粗糙度值很小,其反射率可达80%~90%,使大部分激光能量被反射掉。为了提高金属表面对激光的吸收率,在激光热处理前要对材料表面进行表面处理(常称黑化处理),即在需要激光处理的金属表面涂上一层对激光有较高吸收能力的涂料。
表面预处理的方法包括磷化法、提高表面粗糙度法、氧化法、喷(刷)涂料法、镀膜法等多种方法,其中较为常用的是磷化法和喷(刷)涂料法。常用的涂料有石墨、炭黑、磷酸锰、磷酸锌、水玻璃等。也有直接使用碳素墨汁和无光漆作为预处理涂料的。对于有些低碳钢材料,在其表面用炭黑粉末处理,在进行激光淬火时可起渗碳作用。
3.2 工艺参数优化
激光相变硬化工艺参数主要有激光器输出功率P,光斑大小D及扫描速度v,在其它条件一定的条件下,激光硬化层的深度H与P、D、v有如下关系:H=P/(D.v)。为了得到最优工艺参数,基本方法是根据已有成功的资料,确定一个工艺参数范围,再以P、D、v三个因子,各取三个水平,做出正交试验表在试件上进行试验研究。图3拉深模具常采用的材料Cr-Mo铸铁,在不同扫描速度下,激光功率与硬化层深的关系曲线。图4为不同的激光功率下,扫描速度与硬化层的关系曲线。图示表明:在一般情况下,激光功率越高,硬化层越深;扫描速度越大,硬化层越浅。图5在激光功率P=1 200 W,扫描速度v=15 mm/s,光斑直径D=4.5 mm的工艺参数条件下,淬火层的硬度及硬化层深之间的关系。从中可看出,经激光处理后材料表面的硬度有较为显著的提高。
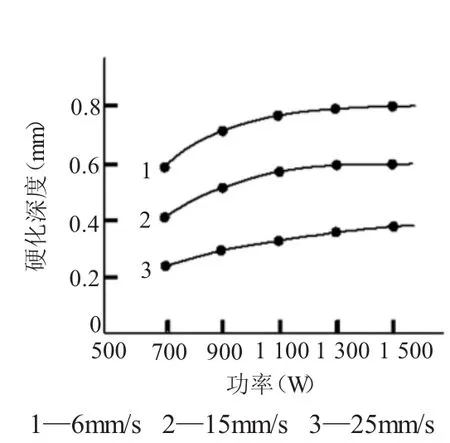
图3 激光功率、扫描速度与硬化层关系曲线
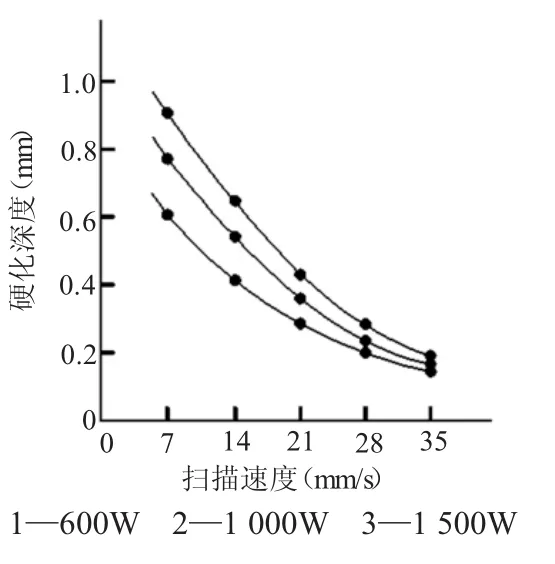
图4 不同激光功率下扫描速度与硬化层关系曲线

图5 硬度沿硬化层深分布
4 硬化层残余应力和耐磨性能
在激光硬化处理过程中,金属材料表面组织结构的变化及表面相对于材料内部温差的产生和消失,必将产生残余应力。残余应力的大小和分布状况对模具的实用性能有很大影响,激光硬化产生的残余应力沿淬硬层深度的分布情况如图5。由图6可见,激光相变硬化在模具表面产生较大的残余压应力,能有效地防止疲劳裂纹的产生,提高模具的疲劳寿命。
模具表面的耐磨性能直接决定了模具的使用寿命和加工质量。表1列举了几种常用模具材料,激光淬火与普通淬火磨损量的对比数据。从表中可以看出采用激光表面强化技术能大大提高材料的耐磨性能。
5 结论
与常规表面淬火相比,激光淬火淬硬层均匀,硬度高(一般比感应淬火高1-3HRC),还可根据模具的形状特点和使用要求在指定区域内进行,且对表面质量没有任何损伤。经激光处理后的模具,不需后续加工即可直接投入生产使用,从而降低了模具的制造成本。由于激光淬火加热层深度和加热轨迹容易控制,工艺简单,可在线加工。还可通过编制专用的处理软件,实现激光处理工艺参数的计算机自动优化、处理过程的计算机仿真模拟和实时监控及激光处理后表面组织结构和性能的计算机预测,实现模具的复杂形状和人工智能化的表面处理,能满足自动化处理的需求。因此在模具领域正逐步取代感应淬火、火焰淬火、渗碳淬火等常规工艺。尤其重要的是激光淬火后工件的变形可以忽略,因此特别适合高精度要求的工件表面处理。
通过对几种模具材料进行常规表面淬火与激光表面淬火,在实际工作状况下的检查对比,表明采用激光强化技术能大幅度提高模具的使用寿命,而冷冲模的强化效果更为明显。如对T10钢制造的冲头和Cr12Mo钢制造的凹模进行激光硬化处理,激光硬化层为0.15mm,硬度为1200HV,由原来冲压2.5万件提高到10万件,寿命提高3~4倍。采用激光表面淬火技术优势明显。
[1]蒋昌生,蒋勇.模具表面强化处理[M].锻压技术,1993.(4)
[2]陈光南.激光热处理新技术及其应用[J].金属热处理,1998.(7)
[3]关振中.激光加工工艺手册[J].北京:中国计量出版社,1998.
[4]刘江龙,邹至荣.高能束热处理[M].北京:机械工业出版社,1997.
[5]才鸿年,马建平.现代热处理手册[M].化学工业出版社,2010.
