浅析模具高速加工工艺及编程技术
2012-02-20谭文平刘红华
谭文平,刘红华
(1.湖南株洲金利金属容器厂,株洲 412005 2.湖南涉外经济学院机械学院,长沙 410205)
随着高速加工技术的不断发展,在模具的制造加工中,高速加工技术得到了越来越多的应用。同时加工机床、数控系统、刀具系统、CAD/CAM软件等相关技术的快速发展又进一步推动了高速高工技术的发展。模具加工的工艺也逐步代替了传统模具加工采用的“退火一铣削加工一热处理一磨削”或“电火花加工一手工打磨、抛光”等复杂冗长的部分、甚至全部的工艺流程[1]。
1 模具高速加工工艺
1.1 粗加工
模具粗加工的主要目地是单位时间内去除尽可能多的材料,同时为半精加工做好准备工作。图1所示在粗加工过程中刀具载荷受到工件轮廓形状的影响。因此在切削过程中若被切削层的金属形状发生变化时,致使刀具上承受的载荷值发生改变,造成切削过程的不稳定,也使得刀具磨损速度不均匀,降低了工件加工表面的质量。目前CAM软件的不断发展一定程度上解决了上述问题,从而获得良好的加工质量。稳定的切削载荷,使得切削层面积和材料去除率保持恒定,因此切削载荷和刀具磨损速率也将保持不变,以此提高刀具的寿命和工件的加工质量。最终可以避免改变刀具进给方向时将刀具埋人工件中[2]。
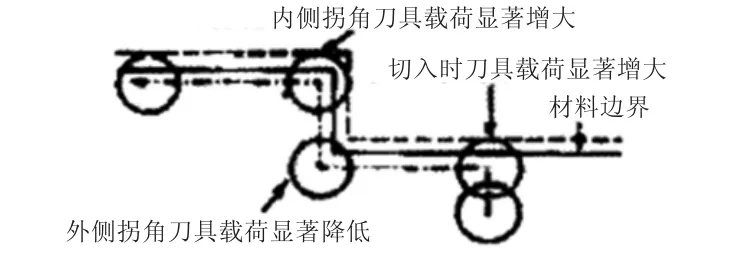
图1 粗加工时工件轮廓形状对刀具载荷产生的影响
1.2 半精加工
模具半精加工的主要目地是就是使工件获得好的轮廓形状,对于工具钢模具,均匀的表面精加工余量尤其的重要。精加工时刀具切削层面积的变化及刀具载荷的变化都与加工余量相关,最终将影响切削过程中的稳定性及工件表面质量。因此对于半精加工策略的优化,能够保证加工后工件表面产生均匀的剩余加工余量。现有的CAD/CAM软件一般都具有对剩余加工余量进行分析的功能,并能及时根据剩余加工余量的具体情况采取合理的加工策略。
1.3 精加工
模具的高速精加工策略与刀具和工件的接触点有很大的关系,但是在加工过程中刀具与工件的接触点会不断地变化,而接触点的位置与曲面斜率和刀具有效半径有关。对于较复杂曲面,要尽可能的采取同一工序连续加工的方法,以减少抬刀和下刀的次数。但是在加工中由于工件表面斜率的变化,如果只对加工的侧吃刀量(Step over)加以定义,就会导致斜率不同的表面上的实际加工的步距不均匀的情况,进而对加工质量产生很大影响。
1.4 优化进给速度
一般晴况下,为了避免进给方向的突然转变,在精加工中曲面的曲率半径要大于刀具半径的1.5倍。在模具的高速精加工中,为保证切削过程的平稳性,在每次切人、切出工件时,避免采用直线转接,而要使得进给方向的改变尽量采用圆弧或曲线转接。
2 模具高速加工中的NC编程策略
高速加工的成功实现不仅取决于高速主轴、CNC系统、专用刀具,以及特殊的加工工艺和加工控制方法等[因素3-7],更有其他诸多因素的影响。因此对工艺过程进行优化时,为消除刀具的非正常磨损,对金属模具高速加工优化NC编程策略有以下几点:
2.1 合理选择切削用量
精加工时,要想获得较好的表面加工质量,要求使得每齿进给量即刀具切削载荷等于走刀的步距增量。如果二者不相等,则加工的工件表面质量会很差。针对平面、坡面、曲面和圆面等不同的零件形状,我们应该根据具体情况采用不同的步距量。此外如果进给运动滞后的话,将会影响加工的工件质量,而且也会加速刀具的过热磨损。
2.2 走刀路径的选择与优化
高速加工不仅必须满足无干涉、无碰撞、轨迹光滑、切削载荷平滑等的刀具轨迹要求;同时,要保证零件的加工精度和表面粗糙度;达到缩短走刀的路径,减少进退刀时间和其它辅助时间的目的;最后还要保证数值计算的方便,缩减编程工作量、减少程序段数[8]。
2.3 典型型面与难加工型面的加工策略
高速加工工艺技术是成功进行高速加工的关键技术之一。典型型面与难加工型面的加工的加工是决定高速加工技术成败的一大因素。若选用不当的切削方法,不仅加剧了刀具的磨损,甚至达不到高速加工的最初目的。因此在高速加工中要根据零件轮廓的类型及其复杂程度决定选择适当的加工方法,以获得优质的高速加工工件。
2.4 采用高速高精度的关键控制技术
采用高速高精度的关键控制技术,如加工残余分析、待加工轨迹监控、自动防过切保护、尖点控制、高精度轮廓控制技术、NURBS插补、进给速度优化、刀具轨迹编辑优化及裁剪修复、刀具轨迹验证等,能够保证高速加工的顺利实现,获得良好的工件质量。
3 结论
本文主要讨论了高速加工的工艺,阐述了影响高速加工质量的关键因素,急需要注意的问题。为提高加工效率、加工质量和刀具寿命,保证高速加工的顺利进行,高速加工NC编程策略的优化就显得尤为重要。其中涉及刀具路径选择以及不同工序、不同加工形状的编程过程的一些细节问题。选择合适恰当的加工方法,适宜的切削用量,保证高速加工的顺利实现,获得良好的工件质量。
[1]陈森灿,叶庆荣.金属塑性加1二原理[M].北京:清华大学出版社,l991.
[2]中国机械T程学会.锻压手册(1)[M].北京:机械]二业出版社,2002.
[3]Schulz H.Hochgeschwindigkeitsfilsen Metallischer and Nichtmetallischer Werkstofe.Carl Hanser Vedag,Mtlnchen,Wien,1989.
[4]Lepold J.Werkzeuge fuer Hochgeschwindigkeitberarbeitung.Carl Hanser Vedag,Munchen,Wien,1999.
[5]Enselmann A.HSC-Harfrgsen von Formen und Gesenken-Tec h nologie.Wirtschaftlichkeit,On timiemng.Vulkan Vedag,Essen,1999.
[6]FlalbOehmer P,Rodriguez C A,Oezel T,Altan T.High-speed Machining of Cast Iron and Alloy Steels for Die Mold Manufacturing.Materials Processing Technology.2000,98:104-114.
[7]Elbestawi M A.High Speed Milling of Dies and Molds in Their Hardened State.Annals ofCIRP,1997(1):57-62.
[8]周 济,等.数控加工技术.北京:国防工业出版社,2002.