转子部件批量生产时的数控车削定位及工装
2012-02-20周爱梅
周爱梅
(解州特种潜水电泵制造有限公司,山西 运城 044001)
在普通车床上批量生产转子部件时(如图1所示),为了确保尺寸正确,减小误差,工人加工时一般会采取将刻度盘定好刻度,保证所要加工的尺寸,将一批零件加工一遍,然后再定一个尺寸的刻度,再将一批零件加工一遍。通常用普通车床加工一个转子部件,工人要将零件上下搬动将近10次,当零件是很重的时,大大增加了劳动强度。
为了改善加工品质,提高生产效率,减轻工人劳动强度,采用数控车床进行批量生产,这样一次装夹可以完成多个工步,上车次数缩减为4次。但在数控车床上批量生产时,对好刀以后,工件原点也就确定了下来,程序所加工出的尺寸,也就相对于机床原点保持固定不变,而顶尖孔的深浅,转子部件总长为名义尺寸,这些都会导致长度上的误差,为了保证产品品质,就存在一个轴向定位问题。
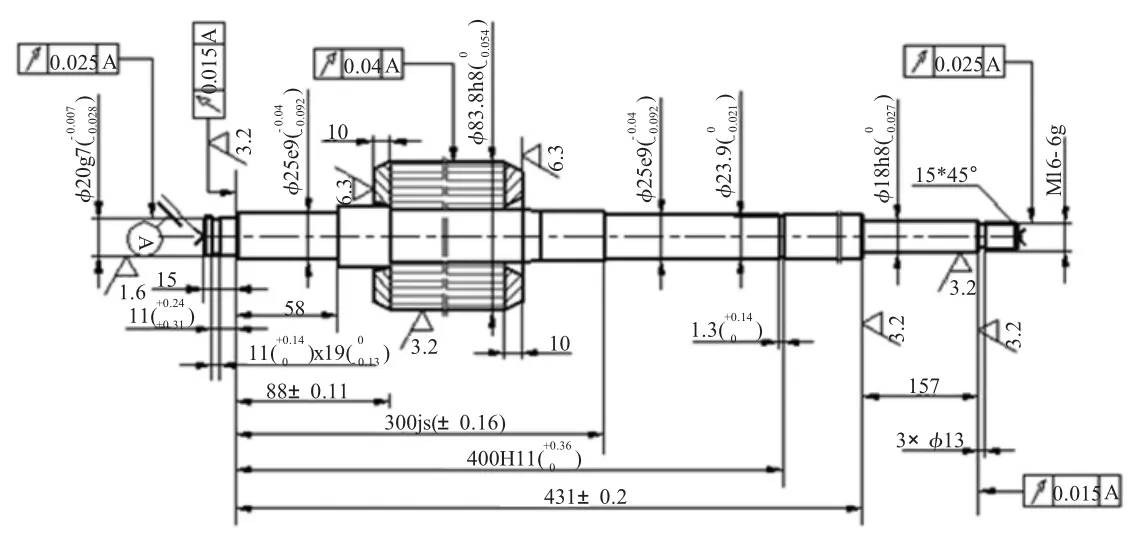
图1 转子部件图
1 使用粗基准时的定位
轴向定位可以用大的卡尺或直尺每次测量定位,但效率比较低。做如图2所示定位工装,在粗车转子部件下端及铁芯外圆时,选D端面作为轴向定位粗基准,将定位工装Ⅰ(靠近尾座一端所用定位工装,在图2中以双点画线所示:其中1为螺母,2为垫片,3为定位套,4为定位杆,5为定位板)固定在尾座上,根据转子部件长度将尾座调整好并固定,将定位杆中的定位板端面和转子部件D端面调整贴齐,并将定位杆固定。每加工一个转子部件,都用定位板定位,定位好以后,将尾座顶尖固定好,将定位板转到不妨碍加工的位置。
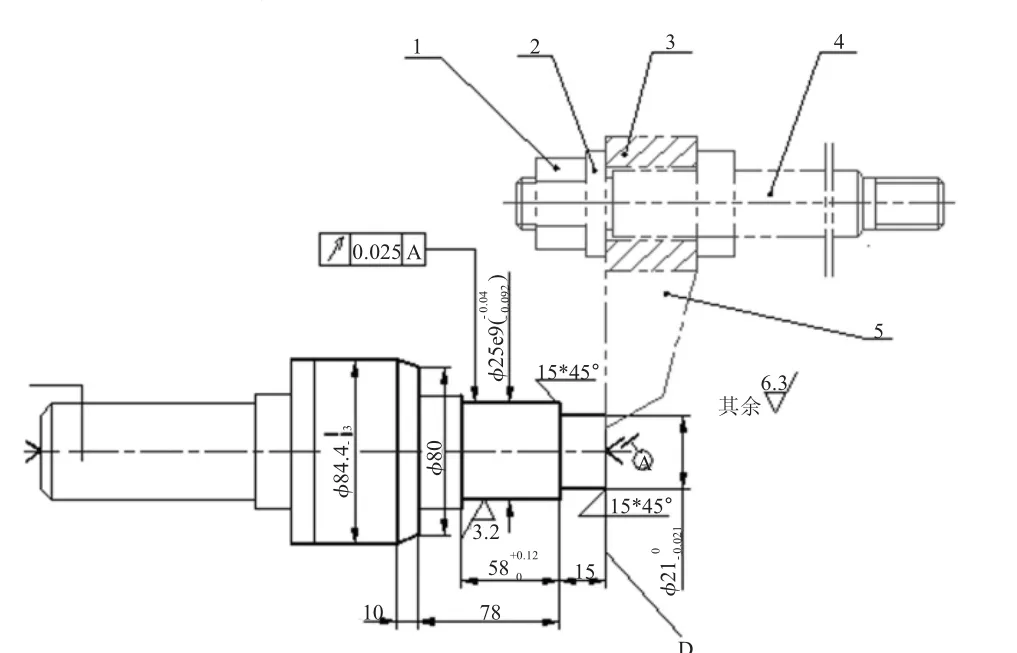
图2 粗车转子部件下端工序图及其定位工装Ⅰ
2 用浮动顶尖进行调整装夹
解决了粗基准定位问题以后,紧跟着还有一个问题,那就是转子部件的总长是名义尺寸,长度误差都在2~3 mm,靠尾座这一端固定好以后,所有的余量都留在了靠主轴的一端,为了保证同轴度,在主轴一端也采用顶尖,而不采用三爪夹的方式,而主轴一般都采用固定顶尖,如果这时还采用固定顶尖,已经无法正常加工,所以必须让顶尖能够自动伸缩,就采用浮动顶尖,浮动顶尖设计如图3所示。
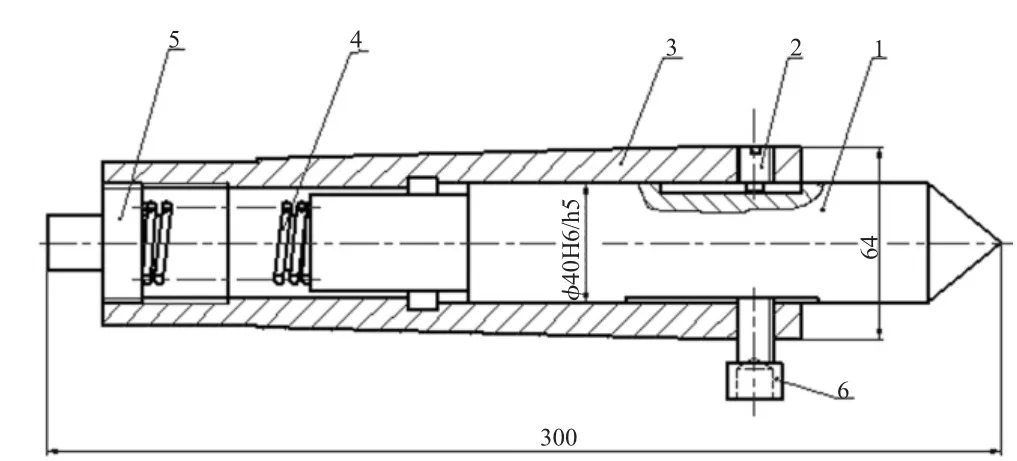
图3 浮动顶尖部件图
在装夹转子部件时,先松开内六角螺钉6,当转子部件定位装夹时,浮动顶尖体1在力的作用下,可以轴向微量移动,就解决了装夹时转子部件总长度误差的问题,当全部装夹好以后,将内六角螺钉6拧紧就可以。平头紧定螺钉2主要起防转作用和导向作用。这道工序的定位工作,到此已完成,可以粗车转子部件下端及铁芯外圆了。
3 使用精基准时的定位
在粗车转子部件上端时(如图4所示),需要E端面作为轴向定位精基准,这时将定位工装Ⅱ(靠近主轴一端所用定位工装,在图4中以双点画线所示,其中1为定位板,2为定位杆,3为定位套,4为垫片,5为螺母)安装在法兰盘上,根据转子部件将定位杆调整到合适位置固定,每装夹一次转子部件,松开浮动顶尖的内六角螺钉6,将转子部件E端面与定位板端面贴齐,调整好后,将浮动顶尖的内六角螺钉拧紧,并将挡板转向不妨碍加工的位置,将尾座顶尖调整好并锁紧,就可以粗车转子部件上端。

图4 粗车转子部件上端工序图及其定位工装Ⅱ
转子部件的精车定位与粗车定位类似,可以参照调整。
4 结束语
利用浮动顶尖,有效地解决了转子部件长短不一对采用数控加工而造成的困难,采用定位工装Ⅰ、Ⅱ,缩短了辅助加工时间,突破了障碍,这两项工作使转子部件从普通车床加工到采用数控车床加工,是一个质的飞跃,在很大程度上更好地保证了产品品质,提高了生产效率,减轻了工人劳动强度。也使现代化制造业向前迈了一大步。
[1]梁炳文.机械加工工艺与窍门精选(第四集)[M].北京:机械工业出版社,2004.
[2]刘守勇.机械制造工艺与机床夹具[M].北京:机械工业出版社,2008.