疏水硼酸锌与氢氧化镁协同阻燃EVA的性能研究
2012-02-15徐建中唐婷婷屈红强尚俊敏牛世杰
徐建中,唐婷婷,屈红强,尚俊敏,牛世杰
(河北大学化学与环境科学学院,河北 保定071002)
0 前言
EVA是近年来发展迅速的塑料品种之一,具有良好的耐冲击性、耐应力开裂性、柔软性、高弹性、抗撕裂性、耐穿刺性,密度低、且化学稳定性好,同时与填料、阻燃剂有较好的相容性。EVA适合于挤出、注射、吹塑、热成型等多种加工方式,主要产品有电缆护套、密封件、医疗管具、绝缘薄膜、管材、板材、建材、电气配件和日用品等多类产品[1]。随着EVA中VA含量的增加,其阻燃性能有一定地提高,但是依旧不能满足一些特殊使用要求,燃烧时产生带有毒性气体的黑烟,限制了其在家电、建筑、建材和电缆绝缘等方面的应用,故EVA的阻燃越来越引起人们的重视。国外研究人员将EVA阻燃材料的研究重点集中在无机阻燃剂中消耗量最大的 Mg(OH)2[2-4]。
Mg(OH)2因具有热稳定性好、不挥发、不产生有毒有害气体、价格比较便宜的优点,又能与多种物质产生协同阻燃效应,同时还能中和燃烧过程中产生的酸性与腐蚀性气体,是一种环保型绿色阻燃剂[5]。但是其主要缺点是阻燃效率低以及与聚合物相容性差,目前主要是通过对颗粒进行表面改性、细化来强化阻燃效果[6]。用硼酸锌作为协效剂,由于硼酸锌除了能释放结晶水,还可在聚合物基材表面形成熔融玻璃质硼酸盐隔离层,促进材料燃烧时炭化,具有抑烟作用[2]。Fabien Carpentier[7]等证明了 Mg(OH)2与硼酸锌复合的阻燃剂在EVA表面形成了玻璃层,减慢了聚合物的降解。
硼酸锌是无机盐,表面带有电荷,亲水疏油,与高分子材料共混时,在材料中难以均匀分散。目前国内在硼酸锌改性及应用方面的研究仍较少。本文采用一步法合成疏水硼酸锌。通过表面改性,降低其表面势能,改善亲油性,提高它在高分子材料中的分散能力,并将自制疏水硼酸锌与Mg(OH)2协同应用于EVA阻燃研究,比较了加入市售和自制硼酸锌改性EVA材料在力学性能上的差异。
1 实验部分
1.1 主要原料
Mg(OH)2,分析纯,天津市光复精细化工研究所;
硫酸锌,分析纯,天津市天大化工实验厂;
硼砂,分析纯,天津市进丰化工有限公司;
油酸,分析纯,天津市泰兴试剂厂;
硼酸锌,分析纯,天津市光复精细化工研究所;
EVA,工业级,VA含量14%左右,北京东方石油化工有限公司有机化工厂。
1.2 主要设备及仪器
双辊炼塑机,XKR-160,广东湛江机械厂;
平板硫化机,XBL-D400,河南商丘橡塑机械厂;
万能试验机,UTM4204,深圳市新三思计量技术有限公司;
光学接触角测定仪,SL200A,美国Kino公司;
傅里叶变换红外光谱仪(FTIR),TENSOR27,德国布鲁克公司;
热重分析仪(TG),TG209C,德国Netzsch公司;
冷发射电子扫描显微镜(SEM),JSM-7500F,日本电子株式会社;
X射线衍射仪(XRD),D8-Advance,德国布鲁克公司;
极限氧指数仪,JF-3,南京江宁分析仪器厂;
垂直燃烧测定仪,HC-3,天津工业研究所。
1.3 样品制备
疏水硼酸锌制备:在装有搅拌器的250mL烧瓶中,按一定比例加入硼砂、油酸、无水乙醇和蒸馏水,搅拌升温至70℃后保持恒温;待药品全部溶解后加入硫酸锌,反应7h后,趁热抽滤,反复用去离子水和无水乙醇洗涤。在105℃下干燥,粉碎即得疏水硼酸锌(Zn2B6O11·3H2O)粉体;
阻燃EVA制备:先将EVA在80℃干燥箱内干燥,然后加到双辊炼塑机上,待EVA熔融包辊后,再加入一定量的由市售硼酸锌或疏水硼酸锌和Mg(OH)2按一定比例混合而成的阻燃剂,混合均匀后下辊,然后在平板硫化机上热压成型,取出后在空气中冷压,在万能制样机上制成标准样条。
1.4 性能测试与结构表征
采用X射线仪对试样进行XRD分析,使用Cu靶,Kα射线,λ=0.15402nm,功率40kV,40mA,扫描范围20°~45°;
采用FTIR对试样进行FTIR分析,用KBr压片;采用SEM观察试样的形貌和尺寸;
采用TG进行热分析,以Al2O3做参比物,升温速度为10℃/min,气氛为空气:
硼酸锌表面的疏水性强弱通过活化指数和接触角进行评价,采用光学接触角测定仪测量接触角;
活化指数测定:称量1g改性的硼酸锌,放入50mL烧杯中,量取50mL蒸馏水,倒入其中,搅拌均匀,静置24h,将漂浮在水面上的样品过滤,抽干,在110℃下干燥10h,在干燥器中冷却至室温,称重即可得到漂浮部分的质量。活化指数越高说明改性效果越好,即硼酸锌表面疏水性越强。

式中H——活化指数,%
在完成上述工作以后,就要根据不同类型的负荷区块和不同性质的负荷进行电力负荷的预测。其中,对商业负荷的预测要注意的是,预测的重点区域一般是市政建设场所,还有一些大型商场、写字楼、娱乐场所等,这些地方的空间负荷容积率非常高。在进行空间负荷的预测中,一定要对这些建筑的新建引起的负荷变化予以重视,并根据城市的规划设计,选择适合预测城市到某一预测年份的用电指标,根据这个用电指标进行电力负荷的预测。对居民负荷的预测主要分为三部分,它们分别是:
Mf——样品中漂浮部分的质量,g
Mg——样品总质量,g
用电子万能试验机进行拉伸性能测试,样条在常温下放置24h后,按照GB/T 1040—1992进行测试,拉伸速率为20mm/min;
采用氧指数仪,按照GB/T 2406—1993测定极限氧指数;
采用垂直燃烧测定仪,按照GB/T 2408—1996测定垂直燃烧性能。
2 结果与讨论
2.1 硼酸锌结构和形貌分析
图1为疏水硼酸锌和市售硼酸锌的XRD图。如图1曲线2所示市售硼酸锌的衍射峰与JCPDS卡(JCPDS No.21-1473)一致,无杂峰出现,表明市售硼酸锌纯度较高。从图1曲线1中可以看出硼酸锌的衍射峰较尖锐,说明其结晶性良好。对比两者的衍射峰可以看出,峰位置基本吻合,但峰强度不同,说明油酸改性后硼酸锌样品纯度很高。
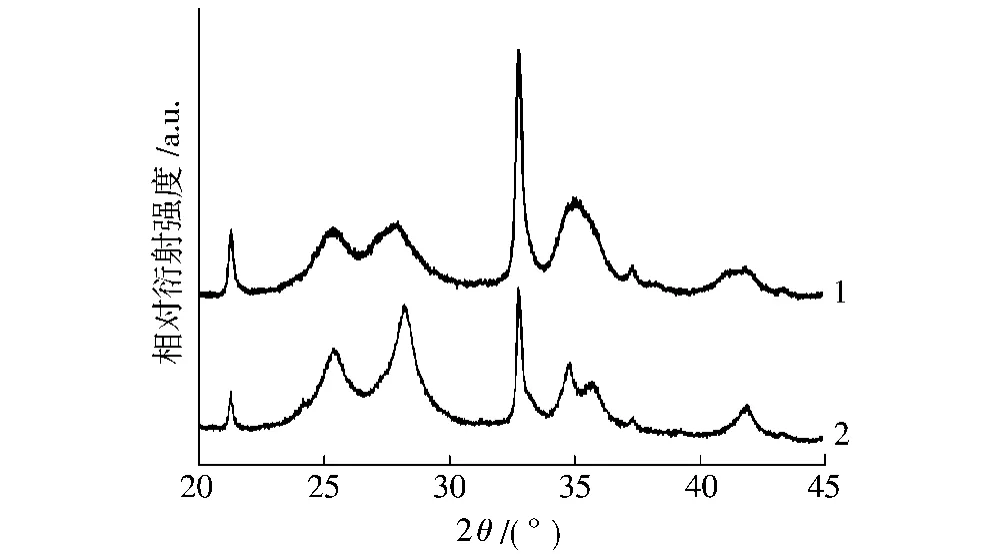
图1 样品的XRD曲线Fig.1 XRD curves for zinc borate
图2为油酸改性的疏水硼酸锌SEM照片,由图2可以看出,改性的疏水硼酸锌的形貌呈片状的薄片,颗粒之间层状堆积,颗粒直径为1~2μm,片层厚度为0.1μm。

图2 疏水硼酸锌的SEM图Fig.2 SEMmicrograph for hydrophobic zinc borate
2.2 硼酸锌的化学结构分析

图3 硼酸锌和油酸的FTIR谱图Fig.3 FTIR spectra for zinc borate and oleic acid
2.3 硼酸锌疏水性分析
由图4可知,在其他反应条件不变时,硼酸锌活化指数随油酸用量增加而增大。当油酸量为0.5%(油酸/硼酸锌的质量分数,下同)时,硼酸锌活化指数为58.7%;当油酸用量增加到1%时,硼酸锌活化指数达到99.1%。这是因为随油酸用量增加,硼酸锌表面键合了更多的油酸分子,从而使其疏水性越来越强。然而,当油酸用量继续增加时,硼酸锌活化指数变化很小。这可能是因为油酸己经在硼酸锌粒子表面形成了完整的单分子包覆层,这使增加的油酸无法对硼酸锌表面形成有效改性。因此,油酸的最佳用量为1%,所有硼酸锌的性能表征中,硼酸锌中油酸的含量均为1%。图5所示为硼酸锌的接触角图。当油酸含量为1%时,硼酸锌的接触角为105.1°。

图4 油酸用量对硼酸锌活化指数的影响Fig.4 Effect of dosage of oleic acid on active index of zinc borate
2.4 油酸用量对硼酸锌阻燃性能的影响
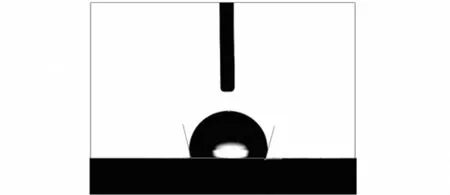
图5 疏水硼酸锌的接触角Fig.5 Water contact angle of hydrophobic zinc borate
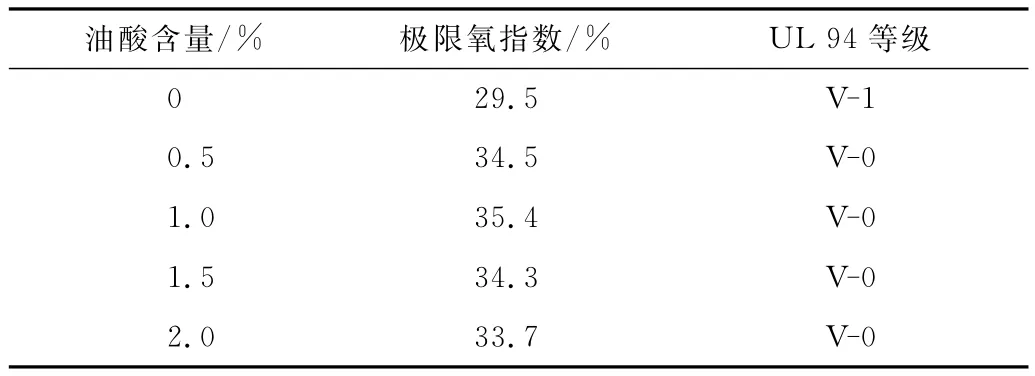
表1 油酸用量对硼酸锌协同阻燃EVA/Mg(OH)2复合材料阻燃性能的影响Tab.1 Effect of dosage of oleic acid on flame retardancy of EVA/Mg(OH)2flame retarded systemsynergized with zinc borate
从表1中可知,随着油酸用量的增加,极限氧指数先升高后降低,加入油酸后材料的垂直燃烧等级都达到了V-0级。当油酸用量为1%时,极限氧指数值达到了最大值为35.4%,随后逐渐降低。极限氧指数呈现出这种趋势也是因为油酸己经在硼酸锌粒子表面形成了完整的单分子包覆层,继续增加的油酸无法对硼酸锌表面形成有效改性,由于油酸是易燃物质,从而使硼酸锌表面过多的油酸促进了材料的燃烧,从材料的阻燃性考虑,油酸的最佳用量为1%。这样再次证明了油酸的用量为1%是最佳的。
2.5 硼酸锌对EVA/Mg(OH)2的阻燃作用
从表2中可以看出,硼酸锌与Mg(OH)2复配使用较Mg(OH)2单独使用时,体系的阻燃性能更好,说明硼酸锌具有很好的阻燃协同作用。比较疏水硼酸锌协同体系和市售硼酸锌协同体系的阻燃性能可以看出,当阻燃剂添加份数相同时,前者的极限氧指数和垂直燃烧等级均超过了后者。
由图6可知,复合材料有2个失重阶段,由于纯EVA的热降解发生在2个阶段:289.1℃时醋酸乙烯酯支链分解;411.6℃时聚乙烯主链发生裂解[8]。纯EVA的初始分解温度为328.8℃,改性硼酸锌的初始分解温度为142.4℃,加入阻燃剂后,复合材料的初始分解温变化不大,没有发生前移,说明阻燃剂没有使材料的初始温度产生恶化。纯EVA的燃烧残留率为0,当加入阻燃剂后,复合材料的燃烧残留率大幅度提高。从图6中可知用疏水硼酸锌协效 Mg(OH)2添加到EVA中的燃烧残留率提高最多,燃烧残留率达到43.03%。
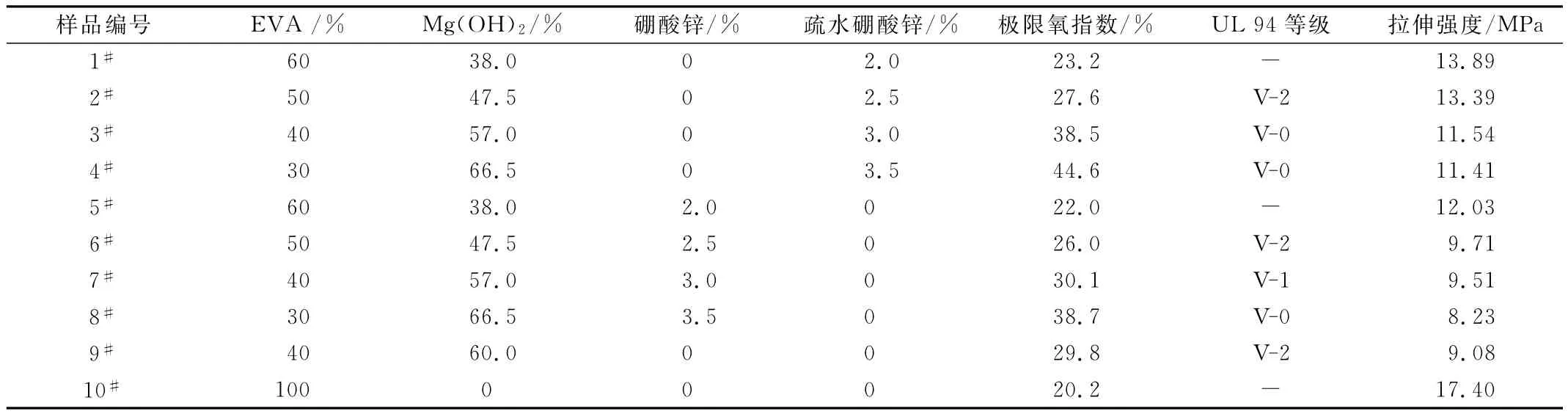
表2 硼酸锌对EVA/Mg(OH)2性能的影响Tab.2 Effect of zinc borate on the properties of EVA/Mg(OH)2flame retarded system
图7是不同配方的DTG曲线,在300~400℃的低温段中,纯EVA的最大热失重速率是3.5%/min,其他复合材料体系中最大热失重速率有所增加,但是变化不大,这是由于Mg(OH)2和硼酸锌释放大量结晶水所导致。在400~500℃的高温段中,不同配方的热失重速率相差较大,纯EVA的最大热失重速率是18.25%/min,EVA/Mg(OH)2体系的最大热失重速率 为 9.8%/min,市 售 硼 酸 锌 协 同 阻 燃EVA/Mg(OH)2体系的最大热失重速率为9.38%/min,疏水硼酸锌协效EVA/Mg(OH)2体系的最大热失重速率为4.59%/min,由此可知疏水硼酸锌协同阻燃EVA/Mg(OH)2体系在高温段的最大热失重速率是最小的。说明用硼酸锌协同阻燃Mg(OH)2较单独使用Mg(OH)2会使EVA样品的热稳定性略有提高,因为硼酸锌中的锌约有38%以氧化锌或氢氧化锌的形式进入气相,对可燃性气体进行稀释,使其燃烧速率降低,进一步增加其阻燃性[9],硼酸锌在分解释放结晶水的同时,硼酸锌促进Mg(OH)2快速分解释放结晶水,同时与氧化镁反应在材料表面形成致密的玻璃层,对热量传递起到阻隔作用,从而降低材料的氧化降解速度以达到阻燃剂间的协同效果,而疏水硼酸锌协同阻燃Mg(OH)2使EVA的热稳定性提高最多,这与表2中阻燃性能的数据一致。因为硼酸锌改性后,表面亲油疏水,与EVA的相容性提高,从而提高了材料的阻燃性能和热稳定性。

图6 EVA及其阻燃复合材料的TG曲线Fig.6 TG curves for EVA and its flame-retarded composites

图7 EVA及其阻燃复合材料的DTG曲线Fig.7 DTG curves for EVA and its flame-retarded composites
2.6 硼酸锌对EVA/Mg(OH)2力学性能的影响
从表2中可以看出,随着阻燃剂添加量的增大,拉伸强度下降。这主要是因为拉伸强度与填料的形貌、粒度、用量有很大关系[10]。无机填料的粒子分散在连续的塑料相中,与塑料大分子之间存在一个分界面,拉伸时界面受到应力,因应力集中而产生银纹[11]。由于无机填料量较多,界面作用很明显,使得拉伸强度随阻燃剂的用量的增加而下降。疏水硼酸锌协同阻燃Mg(OH)2使EVA的拉伸强度下降趋势缓慢。这主要是因为市售的硼酸锌表面亲水性较好,与EVA材料相容性较差,在材料中易团聚,使得它在EVA材料中的分散性变差,因而随着加入量的增加材料的力学性能弱化。而改性后的硼酸锌,表面由亲水性变为亲油性,由于油酸把EVA与无机阻燃剂有机的联系起来,使其具有很好的相容性,均匀分散而起到“架桥”作用,因而改善了阻燃材料中有机相和无机相间的亲和性,使材料的物性得到进一步改善。
3 结论
(1)随着油酸添加量的增加,疏水硼酸锌的活化指数先增加,当油酸用量大于1%后,活化指数不再变化;各样品协效的EVA/Mg(OH)2材料的极限氧指数先增加,同样当油酸用量大于1%后,极限氧指数降低;油酸的最佳用量为1%;
(2)疏水硼酸锌与Mg(OH)2复配时EVA材料具有很好的阻燃协同作用,比单独使用 Mg(OH)2时阻燃性能显著提高。在EVA/Mg(OH)2材料中加入疏水硼酸锌,其力学性能优于加入市售硼酸锌的复合材料。
[1] 龚浏澄,徐定宇.塑料成型加工实用手册[M].北京:科学技术出版社,1996:125-127.
[2] Crossa MS,Cusacka P A,Hornsby P R.Effects of the Additives on the Flammability and Smoke Emission Characteristics of Halogen-free Ethylene-vinyl Acetate Copolymer[J].Polymer Degradation and Stability,2003,79:309-318.
[3] Carpentier F,Bourbigota S,Brasa ML,et al.Charring of Fire Retarded Ethylene Vinyl Acetate Copolymer-magnesiumHydroxide/Zinc Borate Formulations[J].Polymer Degradation and Stability,2000,69:83-92.
[4] Serge B,Michel B L,Robert L,et al.Recent Advances in the Use of Zinc Borates in Flame Retardancy of EVA[J].Polymer Degradation and Stability,1999,64:419-425.
[5] Larry K.MagnesiumHydroxide Halogen-free Flame Retardantant Smoke Suppressant for Polypropylene[J].Plastics Compounding,1985,94:40-44.
[6] Henrist C,Mathieu J P,Vogels C,et al.Morphological Study of MagnesiumHydroxide Nanoparticles Precipitated in Dilute Aqueous Solution[J].Journal of Crystal Growth,2003,249:321-330.
[7] Fabien C,Serge B,Michel L B ,et al.Charring of Retarded Ethylene Vinyl Acetate CopolymermagnesiumHydroxide/zinc Borate Formulations[J].Polymer Degradation and Stability,2000,69:83-92.
[8] 张清辉,郑水林,张 强,等.水镁石基复合阻燃剂的制备及在EVA材料中的应用[J].高分子材料科学与工程,2008,24(12):145-148.Zhang Qinghui,Zheng Shuilin,Zhang Qing,et al.Preparation and Application of Bructe Matrix Composite Flameretardant[J].Polymer Materials Science & Engineering,2008,24(12):145-148.
[9] 黄中柏,叶旭初,张林进.无机阻燃剂硼酸锌及其协同效应[J].材料导报,2008,22:373-374.Huang Zhongbai,Ye Xuchu,Zhang Linjin.Inorganic Flame Retardant of Zine Borate and Its Synergistic Effect[J].Materials Review,2008,22:372-374.
[10] 段予忠.塑料改性[M].北京:科学技术出版社,1992:51-131.
[11] 金日光,华幼卿.高分子物理[M].北京:化学工业出版社,2006:230.