VLOC大型舱口盖舾装工艺流程
2012-01-22
(南通中远川崎船舶工程有限公司,江苏 南通 226000)
钢质水密货舱口盖的种类很多,常用的有纵向滚动式、折叠式、箱式和横移式等4种[1-2]。为了能够达到整体的舾装精度,舱口盖的舾装附件比较繁多,且琐碎,如果某个小部件安装时出现偏差,会导致整体组装后偏差加大,甚至会影响其使用。本文以南通中远川崎船舶工程有限公司制造的VLOC船的横移式舱口盖为例,详细阐述其舾装工艺及工艺流程。
该VLOC船共有6个货舱,舱口盖布置见图1。每个货舱仅1片舱盖,其中第4货舱上的舱口盖还兼作直升机的停机坪。每个舱口盖的大小为32 508 mm×16 460 mm×1 200 mm,最大重量为155 t。每个舱口盖各配备一只液压马达,并且用齿轮齿条的传动方式将其向船右舷移动打开或向左舷移动关闭。

图1 舱口盖的总体布置
1 舾装前的准备
1.1 舱口围安装精度检查
舱口围的安装精度直接影响到舱口盖安装的难易程度和质量。舱口围在船体合拢以后开始安装,由于船体分段PE时存在误差,往往会造成舱口围的取付出现偏差。这种偏差一般有:①舱口围与舱口纵桁或舱口横梁错位,影响强度;②舱口围合拢后,其长度和宽度偏差,影响与舱口盖的配合;③舱口围的水平度达不到规定的精度要求,会影响到舱口盖的水密性[3]。必须事先把握舱口围的精度,作为舱口盖定位时的参考。舱口围的精度要求为①各边距货舱开口中心线的允许偏差为±5 mm;②对角线长度之差的绝对值≤15 mm;③舱口围的整体水平度要求为±5 mm,任意1 m范围内的水平度要求为±3 mm,见图2。
1.2 舱口围划线
在舱口围上画出货舱开口的中心线、舱盖的外周线以及滚轮导轨和滚轮顶升装置的定位线,画线时要参考舱盖滚轮至舱盖中心的实际尺寸,以消除舱盖制作误差给现场安装带来的影响。
2 舱口盖舾装工艺流程
2.1 延伸轨道的搭载、定位
延伸轨道定位时既要保证与横向舱口围的直线度和水平度求,也要兼顾滚轮导轨在延伸轨道的上的位置要求。
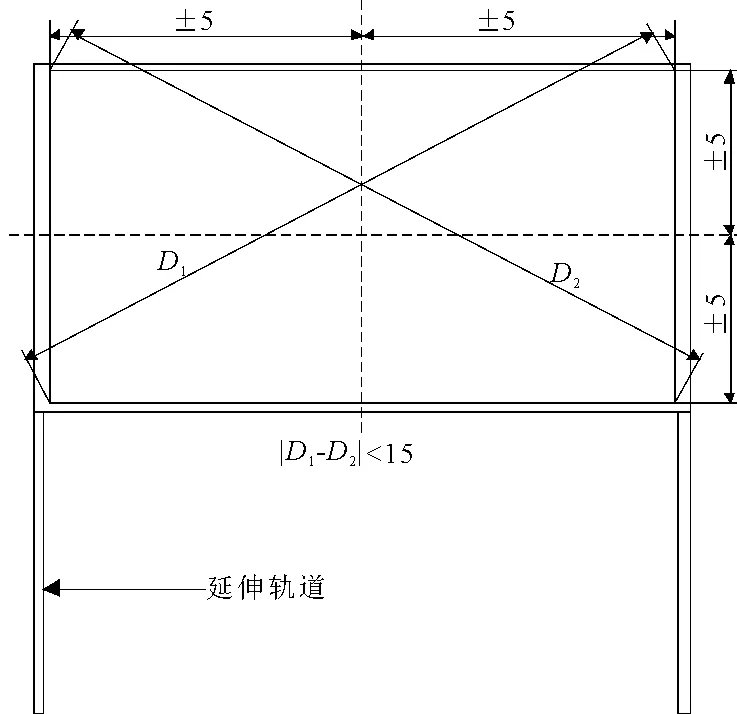
图2 舱口围精度要求
2.2 安装滚轮导轨和滚轮顶升装置
严格依据舱口围上已画出的定位线来安装滚轮导轨和滚轮顶升装置(见图3),保证面①始终与面②平行或重合。要注意顶升装置处的导轨末端和顶升块的配合余量。装配完成后焊接导轨时要注意平衡受热,以防导轨受热不均而产生变形。

图3 滚轮顶升装置示意
2.3 舱口盖搭载、定位
1)吊运。舱盖顶板上设置了4只吊耳供搭载吊运时使用,因该类型舱盖单片体积庞大,重量较重,舱盖到货的放置方向与最终搭载方向一致,以方便搭载时吊运作业。
2)舱盖搭载前的准备工作。
①在横、纵向舱口围的中心位置打上样冲线,舱盖定位时以舱口围中心线与舱盖中心的样冲线重合为目标;
②准备好临时支撑垫块,搭载时垫在舱盖的侧边底板下作为舱盖的临时支撑使用。
3)舱盖定位时的注意点。
①微调舱盖时确认横、纵向舱口围的中心线与舱盖中心的样冲线重合;
②舱盖定位后确认导轨位于平滚轮的中心位置,即滚轮的两侧边与导轨的距离相等。
2.4 安装Fy Stoppers(Y方向止推块)
FyStoppers用来限制舱盖在关闭位置时的横向自由度,安装在横向舱口围上,共4个,前后各2对。安装FyStoppers前需要确认舱盖位于正规位置上,并保证图中5 mm的间隙要求。
2.5 在舱口围上标记舱盖的裙线
舱盖定位后,在舱口围上标记出舱盖的裙线,作为舱口围上安装压金条装时的参考基准线。
2.6 安装Fx Stopper(X方向止推块)、支撑垫块等附件
1)FxStopper用来限制舱盖在关闭位置时的纵向自由度,安装在后侧横向舱口围上,每舱1个。
2)测量并记录支撑垫块的高度数据。
3)每隔1 m测出舱口围上表面距舱盖密封橡皮下表面的距离,以便后续安装压金条时作参考,保证橡皮的压缩量正确且均衡。
4)将支撑垫块(FzStopper)安装到舱口围上。
5)安装锁紧装置。
6)安装齿轮齿条传动机构(液压马达及其支架等)。
止推块示意图见图4。

图4 止推块示意
2.7 舱盖打开
1)舱盖开启前确认滚轮轴承和滑动表面处已添加润滑油。
2)先利用滚轮顶升装置将舱盖顶起,然后启动液压马达带动舱盖向右舷外侧开启,直至舱盖达到正常打开位置时停止并立即采取措施将舱盖固定住,防止舱盖因自重发生滚动。
3)安装舱盖在正常打开位置的横向止动块和插销。
4)将舱盖开启到最大打开位置并用临时Stopper固定舱盖,然后安装最大打开位置时的止动插销。
2.8 安装压金条
1)根据已标记出的裙线在舱口围上画出压金条的装配线,压金条要保证在密封橡皮的中间位置上,安装允许误差见图5。
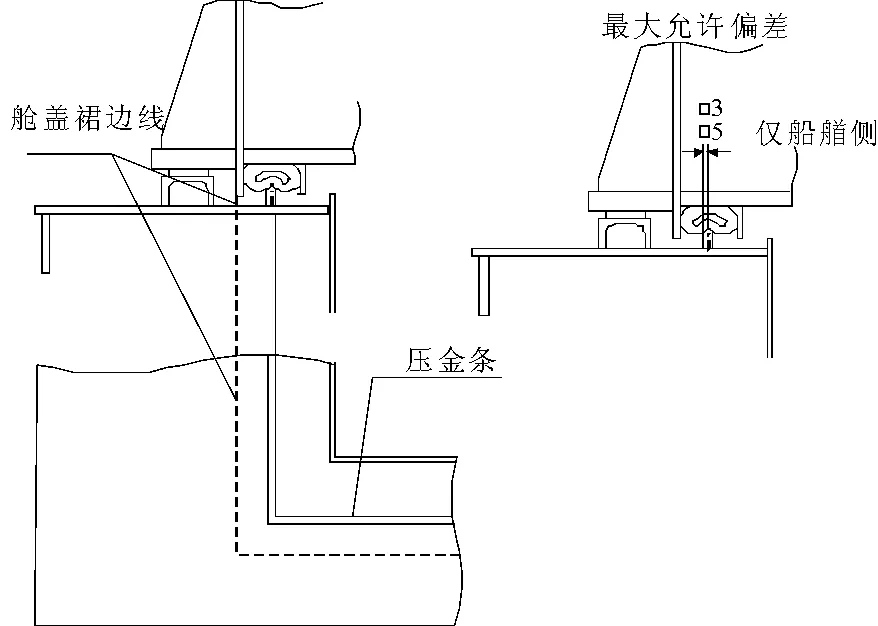
图5 压金条安装
2)根据装配线安装压金条,安装时要注意检查压金条的高度,参考舱盖定位时计测的裙边数据,最终保证舱盖关闭时密封橡皮的压缩量在设计范围内:13±3 mm。
3)压金条焊接时要注意保护,防止焊接飞溅破坏压金条的平滑表面,以减少后续打磨工作量。
4)压金条焊接完成后须对焊缝进行打磨、抛光处理,以形成平滑连续的密封面,保证舱盖的水密性并延长密封橡皮的使用寿命。
2.9 舱口盖试验
1)水密试验。用冲水试验来检查舱盖的密性。试验前要彻底清楚密封橡皮和压金条表面的灰尘、油渍等污染物。
2)动作试验。检查舱盖的打开和关闭动作过程并记录相应的动作时间、液压系统的实际压力值等。试验前所有润滑点要检查确认。
3 工艺流程合理化分析
1)可以减少舱口盖在码头舾装阶段的火气作业,以保证船舶涂装有足够的工事周期,而且有效避免了与涂装的交叉作业,使得工程更有利开展,真正实现壳、舾、涂一体化造船。
2)避免了舾装与涂装的混合作业,从而避免相互制约、相互影响的局面,另外在船舶连续建造阶段不影响后续船舶的舾装工事,使得配员更加合理化,从而提高整个企业的生产效率。
3)避免各科室、各工种的交叉作业,使得安全管理工作更容易开展,更利于安全生产。
4 结论
该工艺流程既满足了舱口盖的舾装精度,又符合壳、舾、涂一体化的先进造船理念,而且能够避免交叉作业,易于安全生产管理,合理化配员,从而提高了整个企业的生产效率。
[1] 佘玥霞.船体舾装精度检验技术的研究[J].江苏船舶,2006(1):31-33.
[2] 朱士贵.舱口盖制作检验与公差要求[J].江苏船舶,2000(2):33-35.
[3] 鄢二强.大舱盖安装技术探讨[J].造船技术,2003(6):17-19.
