乙炔清净工序中废水的综合利用
2012-01-16王刚
王 刚
(河南神马氯碱股份化工股份有限公司,河南 平顶山 467001)
乙炔清净工序中废水的综合利用
王 刚
(河南神马氯碱股份化工股份有限公司,河南 平顶山 467001)
介绍了PVC生产中乙炔清净工序废水、废气的技术改造情况。通过改造,实现了清净系统废水、废气的零排放,解决了清净系统排污时地沟着火的难题。
乙炔清净;废水、废气;零排放;综合利用
在电石法PVC生产过程中,乙炔清净系统会产生大量溶解有饱和乙炔气的废水,合理有效地回用清净系统的废水、废气,成为很多电石法PVC厂家的技术难题。河南神马氯碱化工股份有限公司采用密闭循环工艺,对乙炔预冷系统和水环式压缩机进行技术改造,实现了乙炔清净系统废水、废气的零排放,达到了清洁、安全、高效、节能的目的。
1 清净系统废水废气的产生及回用情况
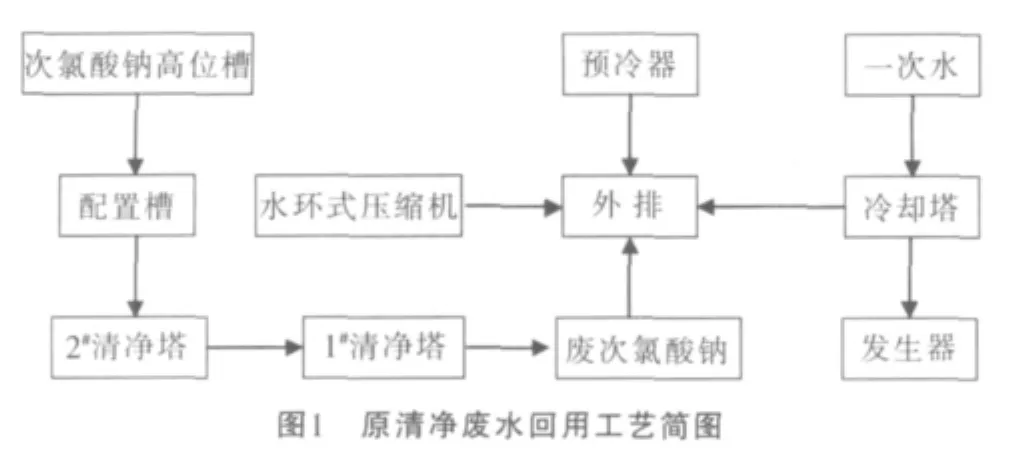
该公司10万t/a PVC湿法乙炔处理装置冷却塔采用2台并联使用,1开1备。在正常操作时,使用一次水补充到泵前和塔釜,水经循环泵送至塔顶与乙炔气逆向接触喷淋冷却,一部分高温水送到乙炔发生器内水解电石用(或送到压滤),过剩的需外排。在夏季,因水温较高,需要补充大量一次水,造成大量水外排,既污染了环境,又造成了水资源和乙炔气的浪费。2级清净塔均为填料塔,乙炔气先进入一级清净塔与二级清净塔来的低含量次氯酸钠逆向接触后,除去乙炔中的部分 H2S、PH3,未除尽 H2S、PH3的乙炔气进入二级清净塔,再与0.085%~0.120%的新鲜次氯酸钠接触,彻底除去H2S、PH3杂质,一级清净塔的低含量次氯酸钠废水直接排放到地沟,造成了环境污染和水资源的浪费。该公司使用的是加压清净工艺,水环式压缩机机封冷却水直接进入泵腔,再加上乙炔气中夹带的水蒸气不断地冷凝在泵腔内,需要定期排放水环式压缩机泵腔内分废水,造成水和气的浪费。另外,乙炔预冷器的冷凝水需要定期排放,不但造成水和气的浪费,而且,存在着预冷器排污时引起地沟着火的事故隐患,因此,清净废水废气的全部回用成为PVC生产过程中的安全环保难题。原清净废水回用工艺简图见图1。
该工艺存在以下缺陷:
(1)大量废水外排,造成水资源和溶解乙炔气的浪费,环境污染严重。
(2)由于冷却塔中流通的高温乙炔气中携带大量电石粉尘,导致填料容易结垢,清塔频繁。
(3)乙炔预冷器换热面积小,除水不彻底,对后序工序产生不利影响。原料气乙炔中含水过高,易与氯化氢形成盐酸,使转化器设备及管线受到严重腐蚀,腐蚀的产物二氯化铁、三氯化铁结晶体还会堵塞管线,影响正常生产。水分还易使催化剂结块,降低催化剂活性,导致转化器阻力上升,流量提不上。此外,水分还易与乙炔反应,生成对聚合有害的杂质乙醛。
(4)预冷器生产能力小,设备老化,部分管程管道堵塞,造成管道易积水、输气能力降低。
(5)预冷器内冷凝水和一级清净塔内的废次氯酸钠需要定期排放,不但造成水资源的浪费,而且易引发地沟着火爆炸。
(6)检修单台乙炔预冷器时,会造成系统停车。
2 废水废气改造工艺
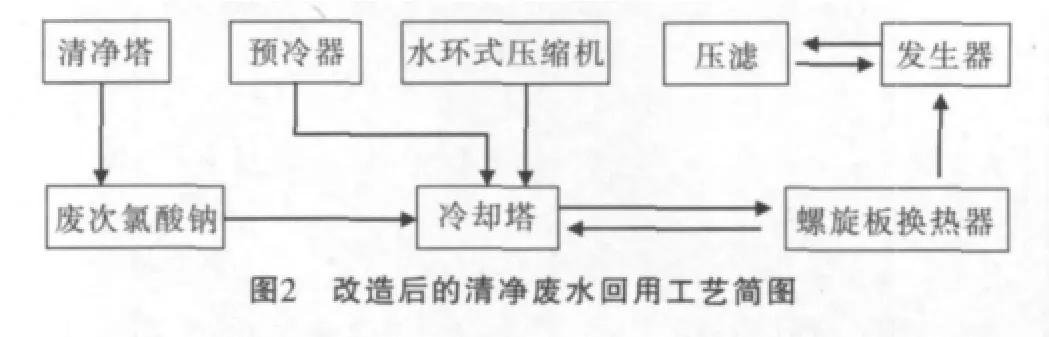
废次氯酸钠水温较低,为32℃,可以直接送至冷却塔作冷却水用,同时,废次氯酸钠还可以除去乙炔中的部分硫、磷等杂质,产生的酸性水可除去塑料填料表面的CaCO3污垢。根据这些特性,将冷却塔排出的高温废水送至螺旋板换热器降温后,重新送到冷却塔密闭循环使用,不再用一次水降温,把多余的部分废水送往发生器中作为补充用水(多余水为废次氯酸钠水),替换原有的一次水降温的工艺,不仅可以节约大量的一次水,而且,实现了冷却塔废水的全部回收利用。把一级清净塔内的废次氯酸钠溶液和水环式压缩机泵腔内分废水籍压差用管道送至冷却塔,有效利用废次氯酸钠水的酸性除垢,延缓冷却塔内塑料环结垢的速度,同时,利用含次钠废水和水环式压缩机泵腔内废水的低温实现对乙炔气的降温,实现对含次氯酸钠废水和压缩机外排废水的合理回用。
利用现有预冷系统装置,对乙炔预冷系统进行改造,增大预冷面积、加大管道管径等,合理回用该系统冷凝水,实现废水废气零排放。把150 m2预冷器更换为350 m2预冷器,冷却循环水管道由DN150加大到DN200。乙炔预冷器的冷却水由凉水塔循环水改为5℃冷冻水。为降低冷却器的管道阻力,提升预冷器的冷却效果,在乙炔预冷器的冷却水管道上增加2台防爆冷水泵(1备1开)。同时,利用系统自身压力将预冷器排放的冷凝液送往冷却塔作冷却水用,消除了排污时地沟着火爆炸的事故隐患。改造后的清净废水回用工艺简图见图2。
3 效益分析
本项目总投资60万元,装置投用后,每小时可回收工业废水102 t,若以水费0.8元/t计,则每年可减少水费:102 t/h×8 000 h/a×0.8 元/t=65.2 万元/a。
乙炔气在101.33 kPa下,60℃水中的溶解度为0.845 g/kg,乙炔气密度为1.018 58 g/L,则,每年清净外排废水里面溶解乙炔气量为:
102×8 000×1 000×0.845=689 520 000 g 折合乙炔气:689 520 000 g/1.018 58 g/L=676 942 410 L, 按电石发气量275 L/kg计,需电石量为:676 942 410 L/275 L/kg=2 461 608.7kg,取电石价格 4 000 元/t,需要9 846 434.8元。
每年可创效益:65.2+984.6-60.0=989.8(万元)
该项目投运后,可全部回用清净系统产生的废水,将大大降低对环境的污染,具有良好的社会效益。
因污垢减少,减少用酸冲洗液面以及清洗冷却塔的频率,清塔频率由每月1次降低到3个月1次。
4 解决的关键问题及创新点
(1)实现了电石法PVC乙炔清净工序中废水废气的零排放。
(2)实现了乙炔预冷新工艺。以氟压机冷却水代替传统冷冻盐水工艺。乙炔气温度由≥20℃降至≤10℃,乙炔含水量大大降低,预冷器脱水效果更彻底,延长触媒及除雾器滤芯的使用周期。
(3)根除了该系统废水排放造成地沟着火的安全隐患,确保了邻近单体槽的运行安全。
5 结束语
该回收工艺合理、实用,投资较低,符合国家节能环保政策及氯碱行业清洁生产要求;彻底实现了乙炔清净系统废水、废气的综合利用,大大提高了安全生产系数,具有显著的经济效益和环保效益,具有很好的推广应用价值。
Utilization of the waste water in acetylene purification process
WANG Gang
(Henan Shenma Chlor-alkali Co.,Ltd.,Pingdingshan 467001,China)
The technical transformation of acetylene purification process was introduced.All of the waste water was recycled,including the cooling tower water, purification tower wastewater, condensing water preheater, compressor sealing water and exhaust gas.Two years running, the waste water and gas to achieve zero emission, and the problem of fire were solved.
acetylene purification process; waste water and gas; zero emission; utilization
TQ085
B
1009-1785(2012)03-0041-02
王刚(1982—),男,2006年毕业于井冈山大学,现于河南神马氯碱化工股份有限公司聚氯乙烯厂负责安全生产、项目管理等工作。
2011-11-01
