聚乙烯装置的调节阀选型
2012-01-12于蕾
于蕾
(中国石化工程建设公司,北京100101)
聚乙烯装置调节阀的选取是否合理对于控制回路的最佳性能发挥起着极其重要的作用。笔者从事聚乙烯装置仪表相关设计工作多年,结合在详细设计过程中对调节阀技术确认的实践经验,探讨聚乙烯装置调节阀的选取方案。
1 聚乙烯装置中的调节阀选型
1.1 结构形式
1.1.1 直通单座阀
由于只有一个阀芯,容易保证密封,泄漏量小,但不能完全切断,所以适用于泄漏量要求小的场合。同时,由于压差对阀芯产生的不平衡推力较大,宜用于中、小口径的阀门。由于阀体流路较复杂,加之导向处易被固体卡住,不适用于高黏度、悬浮液、含固体颗粒等易沉淀、易堵塞的场合。这类阀门是聚乙烯装置中应用最多的一种,在确定阀门形式的时候需特别留意确定工艺介质中是否含有固体粉末、颗粒等杂质。
1.1.2 角型调节阀
角型调节阀的阀体为直角形,其他结构与直通单座阀类似。但是角型调节阀的阀芯为单导向结构,只能正装不能反装。这种阀的流路简单,阻力小,阀体内侧流线型通路有助于防止固体在内壁堆积,特别适用于高黏度、含有悬浮物和颗粒状物质流体的调节。
1.1.3 偏心旋转阀
适用于高黏度、高压差、严密关闭、可调范围大的场合。例如某些浆料介质,如果使用普通直通单座阀,显然是不合适的。偏心旋转阀的阀芯会在打开时尽可能快地偏离与阀座的接触,可以减少摩擦和磨损,非常适用于聚乙烯装置某些工况流体中含有微量固体粉末和黏稠的催化剂介质等。
值得注意的是偏心旋转阀与V形球阀不是同一个概念。V形球阀没有偏心结构,球在旋转的时候阀芯仍然与阀座接触,而偏心旋转阀的阀芯在旋转过程中,由于阀芯的偏心安装方式,会把阀芯尽量拉离阀座,使得阀芯与阀座密封面的磨损减少至最小。因此,偏心旋转阀的最显著特点是偏心结构设计,最大程度地避免了阀芯与阀座之间的磨损,在选型的时候要注意区分偏心旋转阀和V形球阀这两种阀门形式。
1.1.4 微小流量调节阀
结构与单座直通阀类似,专门针对微小流量调节而设计的阀门。适用于需要对微小流量进行调节的情况,例如生产过程中需要加入微量调节剂或者催化剂的场合,也是聚乙烯装置中不可缺少的一类阀门。
1.1.5 蝶 阀
蝶阀用来调节液体、气体、蒸汽的质量流量,由于这种阀具有自清洗作用,可广泛使用于有悬浮颗粒物和浓浊浆状的流体。蝶阀结构简单,流通能力大,特别适用于大口径、大流量、低压差场合。同时,蝶阀结构紧凑、占用的空间小,在空间有限的情况下也是可以考虑选择的。
以上为聚乙烯装置中常用到的几种阀门结构形式,根据不同的工艺介质,有针对性的选择不同结构形式的调节阀,在设计中是十分必要的。
1.2 调节阀材质
调节阀的材质应与工艺配管材料等级一致,阀体、阀盖、填料、阀内件的材质必须能够承受工艺介质的腐蚀。阀体材料优先选用铸碳钢、铸不锈钢,阀芯材料最低选用316SS不锈钢。
材料的选择关系到阀门价格。聚乙烯装置一般不含有特殊腐蚀性介质,阀门的材质通常使用碳钢和不锈钢即可;但是在有些带有粉尘或者固体颗粒的场合需要对阀芯和阀座进行加硬处理,以增加耐磨损程度。
1.3 执行机构
选择执行机构的主要因素有可靠性、安全性、动作平稳、输出力(矩)、最大切断压差、泄漏等级、结构简单、维护方便等。
在选型过程中,考虑可靠性和简单性,通常优先考虑采用气动薄膜执行机构。电动和电液执行机构在没有气源提供的场合可以考虑选用,但是电动和电液执行机构的结构比气动执行机构更加复杂,也更加昂贵。
选择执行机构时应注意调节阀的最大切断压差,其在调节阀的规格表中必须填写,最低取阀前压力值,有时取阀前压力值的1.1~1.2倍。
1.4 阀盖及密封填料
对于一般工况选择普通型的阀盖即可,但是在聚乙烯装置中有以下两种特殊的阀盖选择:
a)延长型阀盖,用于高温工况和低温工况。在聚乙烯装置,高温工况主要是蒸汽场合;低温工况主要是制冷机,其制冷剂为液体丙烯,最低设计温度为-45℃,应选用延长型阀盖。
b)波纹管密封型阀盖。氢气是聚合反应不可缺少的原料之一,采用波纹管密封型阀盖,可以有效地防止氢气外泄,从而避免氢气泄漏引起的爆炸和伤人事故。密封填料通常选择聚四氟乙烯(PTFE),高温的情况下选择石墨填料。
1.5 调节阀附件
1.5.1 定位器
气动阀门依靠定位器把来自控制系统的电信号转换为气信号作用在阀门上。目前使用较为普遍的是接收4~20mA信号,带有HART协议的智能阀门定位器和现场总线型定位器。
1.5.2 电磁阀
当调节阀需要联锁时,需要在气路上连接电磁阀以实现联锁的开/关控制,通常的安装方式是气路上安装1个两位三通电磁阀。
聚乙烯装置中提供了如图1和图2所示的两种电磁阀安装方式。图1为两个电磁阀并联,这种安装方式的优点是可以实现高可用性,当其中一个电磁阀故障时,另外一个电磁阀仍然可以实现联锁功能。图2为两个电磁阀串联,这种安装方式的优点是可以实现高安全性,当其中一个电磁阀发生联锁时,阀门即实现了联锁动作。
具体使用哪一种电磁阀连接方式,要根据工艺流程的要求,既实现工艺联锁的目的,同时又保证高可用性或高可靠性。
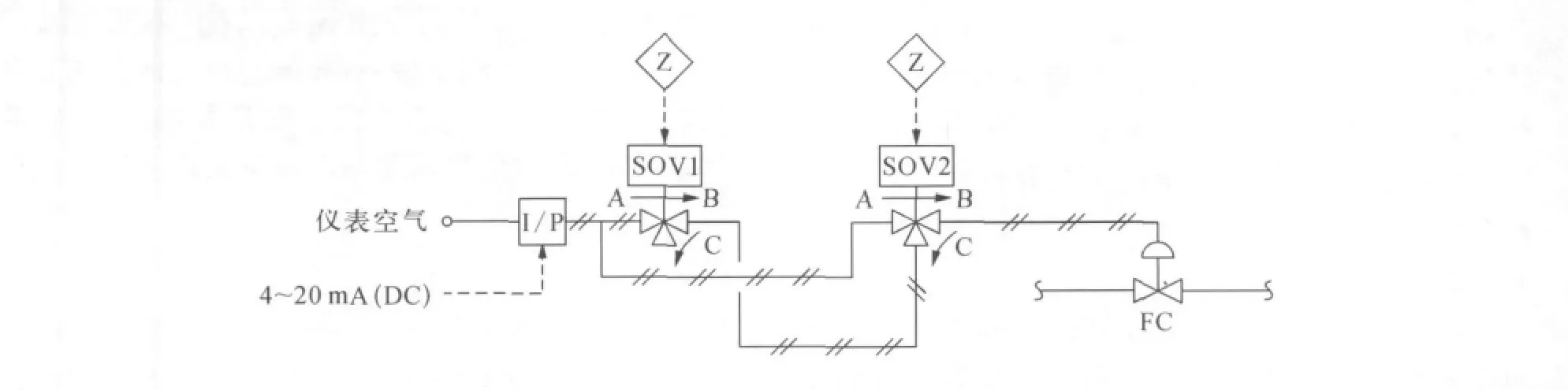
图1 调节阀带并联电磁阀配置示例(高可用性)
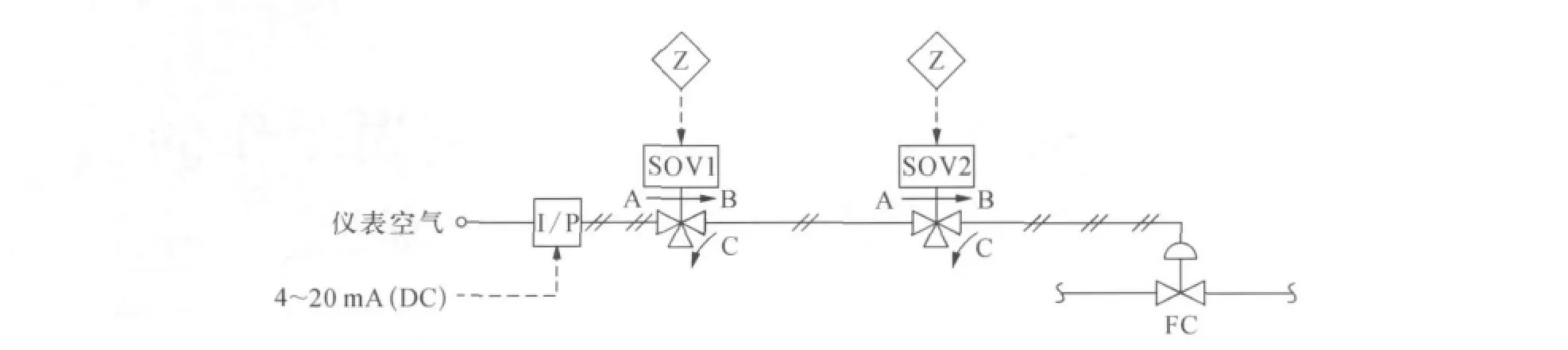
图2 调节阀带串联电磁阀配置示例(高安全性)
1.5.3 限位开关
当工艺流程中要求判断阀门位置的时候,会要求提供限位开关,调节阀上的限位开关主要为了参与联锁,判断阀门是否开/关到位,以便进行下一步操作。
选择以上阀门附件的时候,一定要提供仪表的防爆要求和外壳防护等级要求。由于聚乙烯装置的产品为粉料,对于有粉尘介质的场合,不仅要满足气体防爆要求,还要满足粉尘防爆要求。
1.6 闪蒸和气蚀
1.6.1 产生原理
对调节阀的性能影响最大的因素中,闪蒸和气蚀居于首位。这些现象的出现,会使调节阀结构发生损坏,严重缩短调节阀的使用寿命。
闪蒸和气蚀产生的原因:为维持流体稳定地流过阀门,在截面最小即缩流断面处,流速达到最大,流速的增加伴随着压力的降低,再往下游,随着流体进入截面更大的区域,速度下降,压力则随之回升;但阀门下游的压力不会完全恢复到与阀门上游完全相等,从而在阀门两侧产生了压力降。当阀门截面最小处的压力低于液体饱和蒸气压时,流体中就会产生大量气泡,如果阀门出口压力仍然低于液体饱和蒸气压时,气泡将保持在阀门的下游,此时就是发生了闪蒸。如果阀门出口压力恢复到高于液体饱和蒸汽压,气泡将会破裂或者向阀门内部爆炸,从而产生气蚀。由于气泡破裂对阀体、阀芯和阀座表面产生冲击,导致阀体、阀芯和阀座损坏,还会带来噪音和振动,特别是高压降工况,阀两端压降越高,危害性越大。
1.6.2 解决方案
聚乙烯装置中,有些工况的压力无法避免闪蒸和气蚀的产生,只能采取措施尽量减小闪蒸和气蚀对阀门的损坏。
a)选用直行程角阀,防止或减少液滴冲击阀门内件。
b)对阀芯阀座表面进行加硬处理,以提高抗冲刷的能力。
c)采用分级降压内件,把通过阀门的压降分成数个较小的压降,每一个较小压降都确保其缩流断面处的压力大于饱和蒸汽压,从而避免气泡产生。
1.7 生命周期成本
生命周期成本:在产品经济有效使用期间所发生的与该产品有关的所有成本,包括开发(计划、设计和测试),生产(加工作业)以及后勤支持(广告、销售和保证等)。
就调节阀而言,生命周期成本主要体现在购置费用和维护费用上,选择一个合适的阀门对于减少原料成本,增加产出率,减少超标产品的重新加工成本至关重要。因此,对于关键的控制场合,应当选择能够精确实现控制目标的阀门,从而提高控制性能,减少维护量,减少不必要的停车,增加产品合格率。
另外,对于同一个装置,在选择调节阀的时候,可以考虑在工艺条件允许的范围内,尽量减少阀门的种类;不同类型的阀门,对阀门附件提出统一要求,尽量减少备品备件的种类和数量,便于日后的检修和维护。
2 选型中遇到的问题与解决方案
2.1 阀门量程比过大
有的工艺条件要求阀门的可调量程比达到100∶1,甚至更大,该要求普通的调节阀很难实现。要解决此问题,需采取以下措施:核对流量数据,了解生产过程特点,如果小流量或者大流量仅仅是开车工况或者某些极少用到的工况,可以结合工艺特点,适当选择确保经常用到的工况在可调范围内,在工艺允许的范围内,极端工况能通过即可;如果工艺上要求必须小流量和大流量同时可调节,可以考虑设置2台阀并联做分程控制。
2.2 工况选择
聚乙烯装置生产不同牌号的产品,用到的原料比例和催化剂种类可能不同,同一个调节阀可能会有几种工况。有的是既要调节小流量,又要调节大流量;有的是有几种不同的工艺介质供操作工选择。因此,计算各个工况下调节阀的开度,选择合适的阀门,尽量兼顾几种工况,尤其是实际计算中,有些工况阀门开度良好,而换成另外一种工况,阀门就会出现气蚀或闪蒸,这时就要采取一些措施来应对,例如对阀芯和阀座表面进行加硬处理等。
2.3 介质状况
聚乙烯产品为粉料,工艺介质中常含有粉料颗粒,选用调节阀时,应对阀芯和阀座做加硬处理,可以提高阀门的抗磨损能力;选用适合固体颗粒介质工况的阀门形式,例如偏心旋转阀。
3 结束语
每台调节阀应用场合,经常会有几个可能的正确选择。在阀门选型过程中,要兼顾多方面因素,结合装置特点和工艺流程要求进行选型,同时还要考虑到阀门的生命周期成本,选择最适合的阀门。
[1] 陆德民,张振基,黄步余.石油化工自动控制设计手册[M].3版.北京:化学工业出版社,2000.
[2] 陆培文,孙晓霞,吴国熙.调节阀实用技术[M].北京:机械工业出版社,2006.
[3] 顾文卿.调节阀的选型设计实用手册[M].北京:北方工业出版社,2008.
[4] 王森,纪纲.仪表常用数据手册[M].2版.北京:化学工业出版社,2006.
[5] 金莉.调节阀的气蚀与闪蒸[J].石油化工自动化,2006,42(02):97-98.
[6] 李自皋,何彬学.浅谈控制阀的选型与使用[J].石油化工自动化,2008,44(03):64-68.
[7] 乐嘉谦.仪表工手册[M].北京:化学工业出版社,1998.
[8] 陈学敏.工程中电磁阀的应用探讨[J].石油化工自动化,2009,45(04):58-61.
[9] 谢云山,刘建领,赵忠荣.调节阀的选型设计要点[J].自动化与仪器仪表,2008(05):53-54.
[10] 吴国熙.调节阀使用与维修[M].北京:化学工业出版社,1999.