基于三菱PLC技术的机械手自动控制
2012-01-10丁敏英
丁敏英
(湖南商务职业技术学院实训中心,湖南长沙410205)
0 引言
在工业电气自动控制系统中,机械手应用相当普遍,但传统的控制系统由时间继电器、中间继电器、交流接触器等组成,其系统触点可靠性差,硬件接线复杂、故障率高,所以运用可编程控制器 (PLC)取代传统的继电器控制系统已是必然的趋势[1].本论文针对机械手实际控制要求,将整个机械手控制系统分解回原点、手动、单步、单周期和自动循环五个部分[2],操作者可以根据实际工作的需要,灵活地选择不同的工作方式;同时能适用于多品种传送加工,提高设备的工作效率,减少设备的维修工作量,对类似设备控制系统的改造或设计也有一定的指导意义.
1 工作示意图
如以下机械手移动工作动作示意图和元件分布所示,机械手将工件从A点向B点传送机械手上升、下降和左移、右移都是由双线圈两位电磁阀驱动气缸来实现的.抓手对工件的松夹是由一个单线圈两位电磁阀驱动气缸完成的,只有在电磁阀通电时抓手才能抓紧.该机械手工作原点在左上方,按下降、夹紧、上升、右移、下降、松开、上升、左移的顺序依次移动.它有回原点、手动、单步、单周期和自动循环五种工作方式[3].
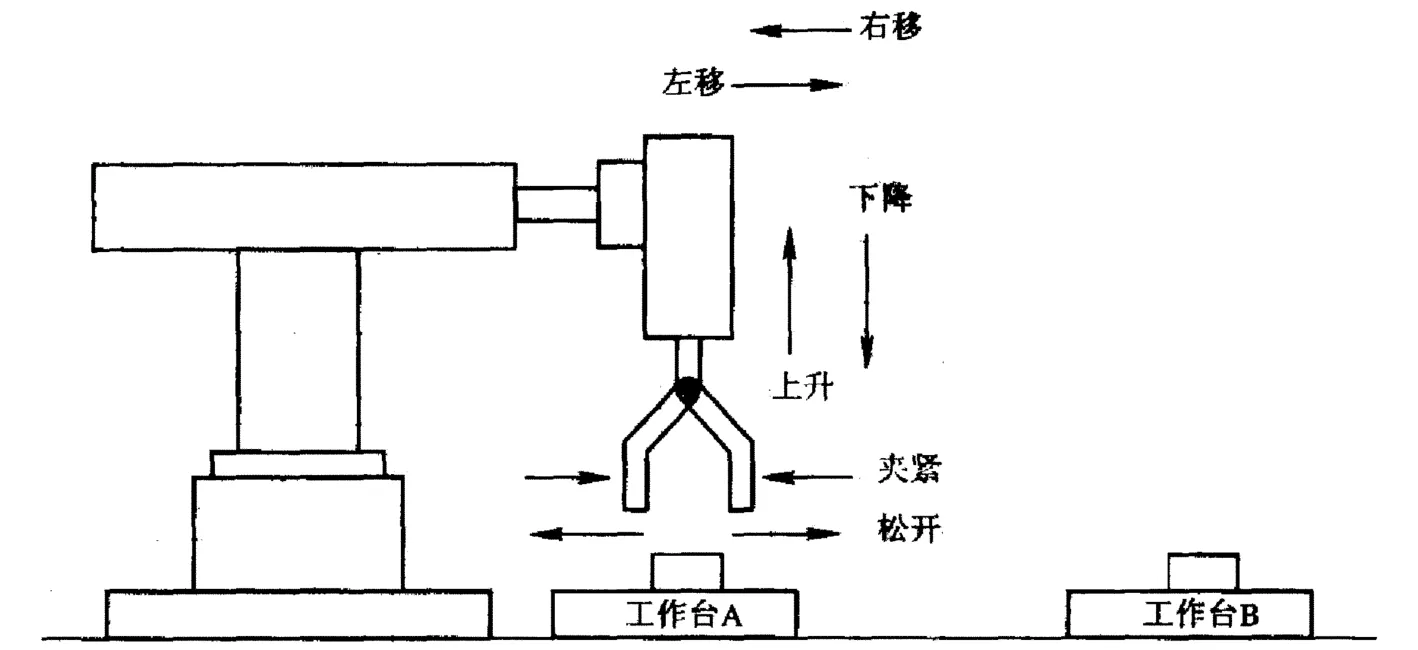
图1 机械手移动工作动作示意图
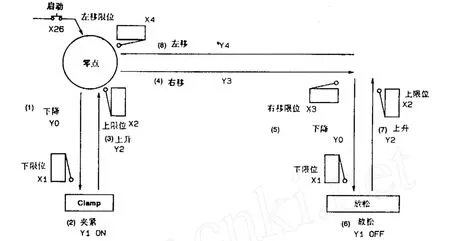
图2 机械手移动工作动作元件分布图
2 工作方式
根据系统控制要求,设计回原点、手动、单步、单周期和自动循环五种工作方式,现说明如下:
2.1 手动方式 (X20):使用各自的按钮单独接通 (分断)各自的负载.
2.2 回原点 (X21):按下此按钮和输入继电器X25,机械手自动回原点.
2.3 单步运行 (X22):每按一次启动按钮,前进一个工步.
2.4 单周期运行 (X23半自动):在原点处按下启动按钮,自动运行一个工作过程后回到原点.若在中途按下停止按钮则停止运行;再按下启动按钮,又从断点处自动运行,完成工作过程后回原点.
2.5 连续运行 (X24全自动):在原点处按下启动按钮,连续反复运行.若在中途按下停止按钮,则运行完工作过程后回到原点[4].
3 I/O分配表

表1 机械手移动工作动作I/O分配表
4 外部接线图
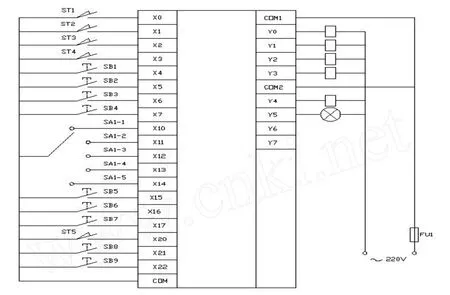
图3 机械手移动工作动作外部接线图
5 自动循环状态流程图

图4 工件传送机械手PLC自动循环控制状态流程图
6 程序梯形图
6.1 初始化程序
运用状态初始化功能指令IST与ST L指令一起,专门用来设置具有多种工作方式 (随机选择)的控制系统的初始状态 (S0手动、S1回原点、S2自动)以及相关的特殊辅助继电器的状态即原点位置条件,可以大地简化程序设计.
原点位置条件M8044:左移限位常开X4、上限位常开 (要求高出之)X2、放松常闭Y1(夹紧);初始状态设置IST:X20为输入继电器的首元件;S20—S27为自动方式中状态继电器的范围 (M8000为RUN监控器).

图5 初始化程序梯形图
6.2 手动方式程序
由相应按钮完成 (上升X5、下降X10、左移X6、右移X11、放松X7、夹紧X12).
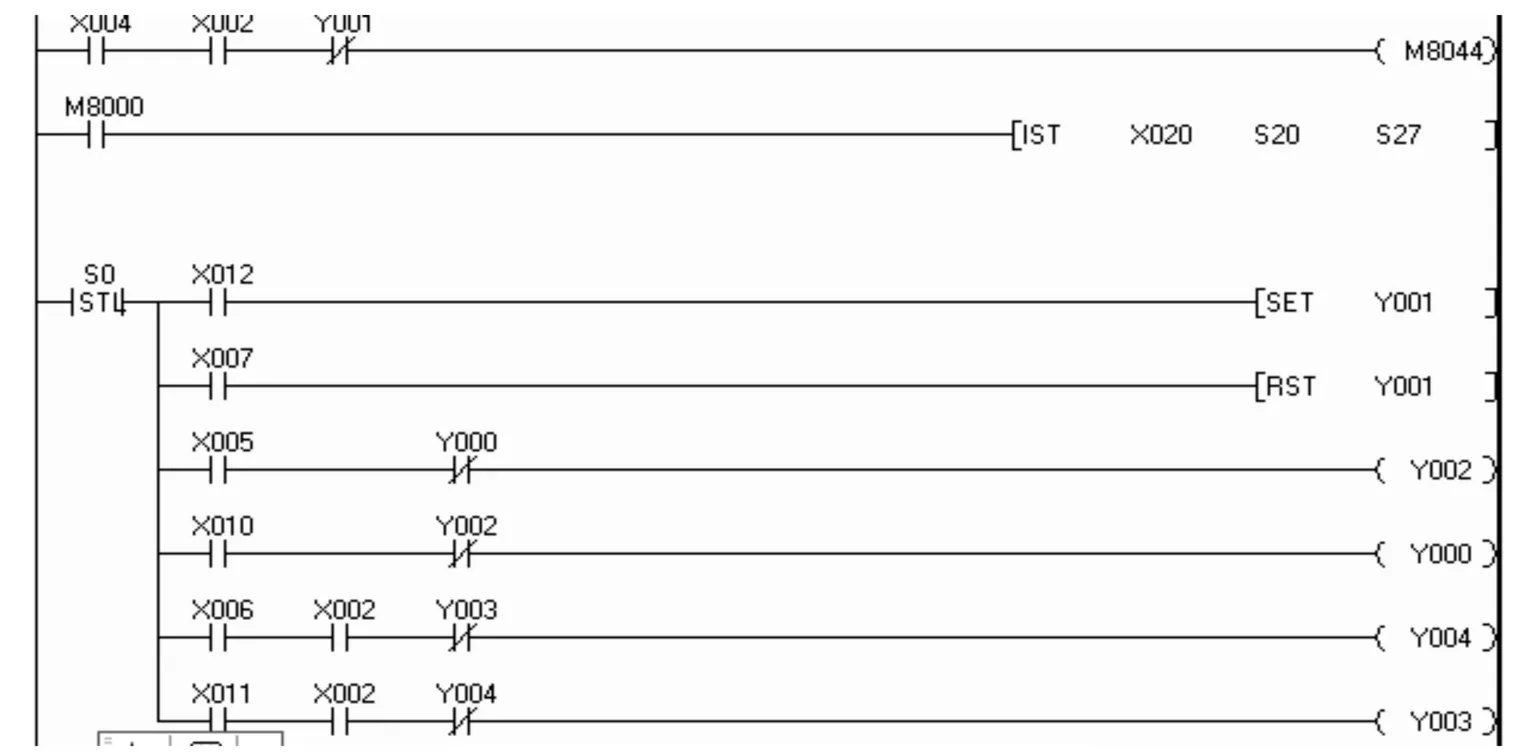
图6 手动方式程序梯形图
6.3 回原点程序
S1为回原点的初始状态,自动返回原点后M8043为ON(此时所有的输出继电器变为OFF),返回原点的程序步专用S10—S19.
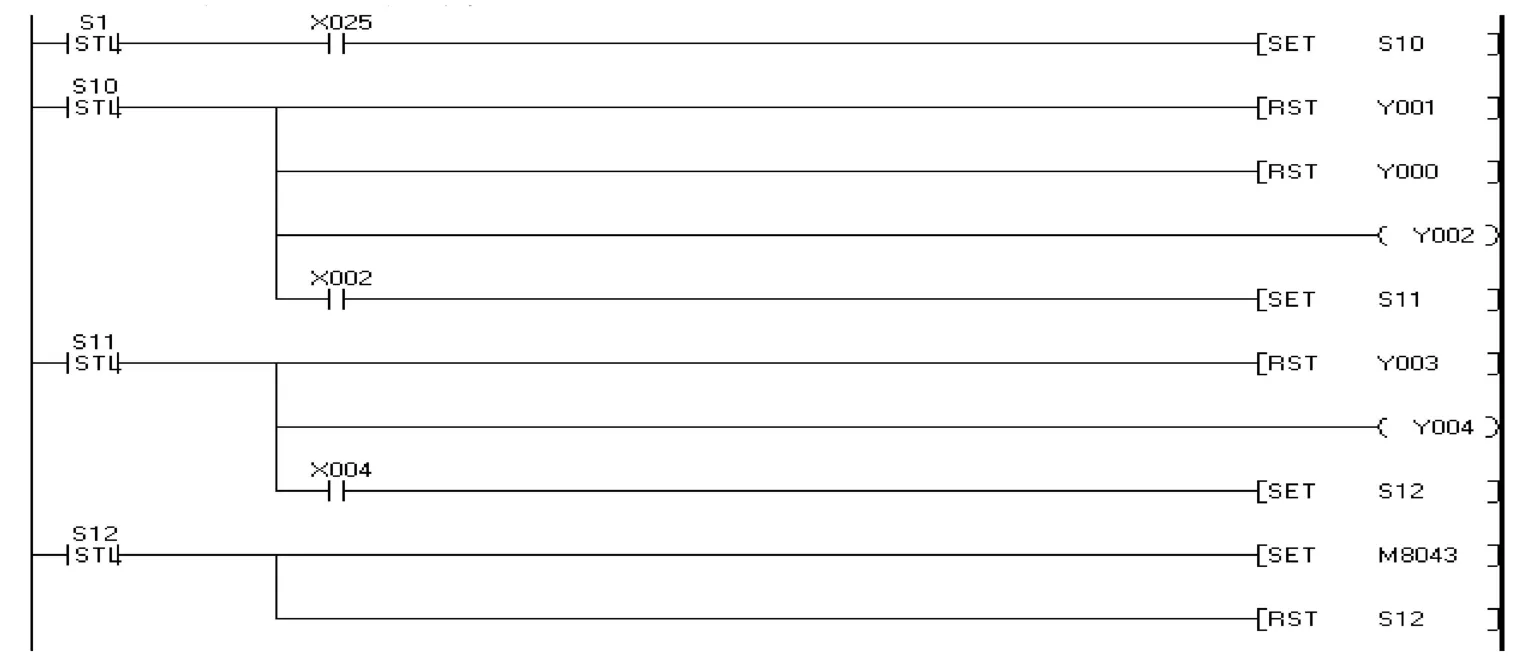
图7 回原点程序梯形图
6.4 自动程序 (包括半自动和全自动)
M8041(转换成功)和M8044(原点位置条件)是自动程序初始步S2转换到程序“第一步”S20的转换条件.

图8 自动程序梯形图
7 结束语
本论文从机械手自动控制的实际需要出发,利用PLC对其电气控制系统进行了改造,并给出了其PLC控制系统的硬件设计和梯形图程序,经过PLC改造后的机械手控制系统,提高设备的工作效率,减少设备的维修工作量;同时操作者能够根据实际工作需要,灵活地选择回原点、手动、单步、单周期和自动循环五种不同的工作方式.实践表明:该控制系统连线简单、功耗低、可靠性高[5],值得借鉴和推广.
[1]王平,周进.可编程控制器 (PLC)在煤矿架空人车控制系统中的应用 [J].煤炭技术,2006,(2):23-24.
[2]罗及红.全自动洗衣机控制电路的PLC自动控制 [J].电子世界,2012,(1):57.
[3]王少华,刘晓魃.电气控制与PLC应用 [M].长沙:中南大学出版社,2008,226.
[4]费建军,吴劲松,等.危险工况下液压支架推移杆的研究与分析 [J].煤矿机械,2010,(9):125-127.
[5]罗及红.卧式两工位双面钻孔组合机床的PLC自动控制 [J].中国制造业信息化,2010,(7):60.
