一种新型供砂装置
2012-01-06胡长青季利群
胡长青,季利群
(内蒙古第一机械制造集团公司,内蒙古包头市 014032)
一种新型供砂装置
胡长青,季利群
(内蒙古第一机械制造集团公司,内蒙古包头市 014032)
在使用树脂砂造型工艺的生产中,经常遇到一些铸件的造型工艺要求面砂使用新砂,中间填充层和外层背砂使用混合砂或再生砂的造型工艺。通过对单一模式供砂方式的连续式混砂机供砂装置进行改造,很好的解决了这一问题。
树脂砂造型;混砂机;供砂装置
在使用树脂砂造型工艺的生产中,经常遇到一些铸件(一些大尺寸的铸件或做工艺试验的铸件)造型工艺上要求面砂使用新砂进行混制,中间填充层和外层背砂使用混合砂或再生砂进行造型的工艺。我们使用的连续式混砂机供砂装置是单一模式的供砂方式(标准配置几乎都是这种形式),见图1。在混制过程中,要么使用设定比例的混合砂,要么完全使用新砂或者完全使用再生砂,生产过程中无法随时切换,也就无法实现上述工艺要求的操作。实际生产中碰到这种工艺上要求面砂使用新砂的,由于设备功能的限制,只能从头到尾使用新砂,如果产品的批量较大,生产的时间长了,由于新砂在某一时段的大量加入,到一定时间再生砂的储量越来越多,甚至超出砂斗的容量,不得不定期外排。这样无疑就加大了铸件的制造成本。为此,我们对一台25吨连续式混砂机的供砂装置进行了改造,投入使用后取得了满意的使用效果。尤其对于有些中小规模的铸造企业,改造后的混砂机可以一机多用,造型生产的间隙还可以用于制芯混砂(100%新砂),充分发挥单台设备的作用。
1 原供砂装置简介
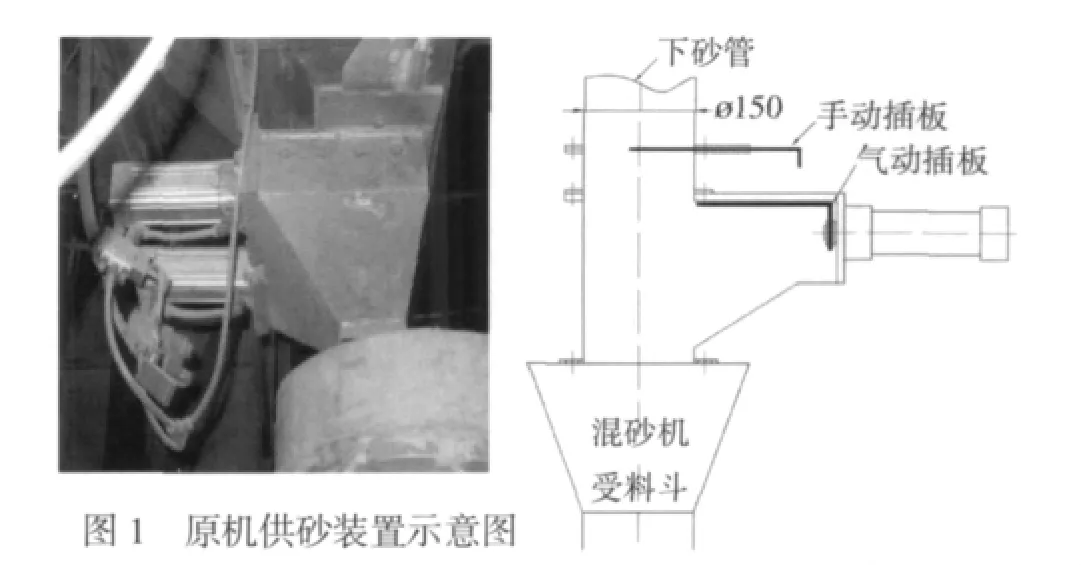
为了更好地描述新型供砂装置的原理,我们先介绍一下原机的供砂装置,示意图如图1。
在混砂机新砂、再生砂联体储砂斗的下方安装有两套相同的气动供砂装置,一套用于新砂,一套用于再生砂,由汽缸控制闸板的开启与关闭。下砂流量的大小通过安装在下砂管上部的手动插板开度大小来调节。例如新砂下砂管的手动插板开度调节成下砂量416kg/min,混砂机混砂时就按25t/h的供砂量混制新砂。需要说明的是气动闸板的开度在设计上要保证大于手动插板的最大开度,也就是说供砂装置的下砂流量始终由手动插板控制,需事先人工称重设定。大部分树脂砂造型工艺常用的型砂配比都采用85%~90%的再生砂加15%~10%的新砂进行混砂,它的好处在于新砂的添加量与一次造型、浇铸、落砂、再生循环过程中的砂损耗量大致相当,有助于再生砂量的恒定,更好地控制再生砂的质量,砂型终强度能满足工艺要求,型砂、树脂、固化剂的投入最经济。因此混砂机的手动插板的开度调节定位于85%~90%的再生砂加15%~10%的新砂的配比。混砂机工作时,两种型砂的气动闸板同时开启,同时关闭。混制出的是造型生产中最常用的混合砂。如果此时需要使用100%的新砂进行混砂,只能停机重新调节设定新砂下砂管的手动插板开度,生产过程中无法随时切换。也就不能实现前述造型工艺的操作。
2 新型供砂装置
为了能使供砂装置实现随时切换功能,就需要每个气动闸板具备两个可以随时自动切换的开度,供应不同流量的型砂。
新型供砂装置的特点是,仍然由两套结构相同的气动闸板向混砂机供应新砂和再生砂,但砂量的大小不再由上方的手动插板控制,而是由气动闸板的开度来控制,也就是说气动闸板同时具有开关和开度大小调节功能,原有手动插板平时处于全开状态,仅在供砂装置需要检修时才关闭以便于维修。
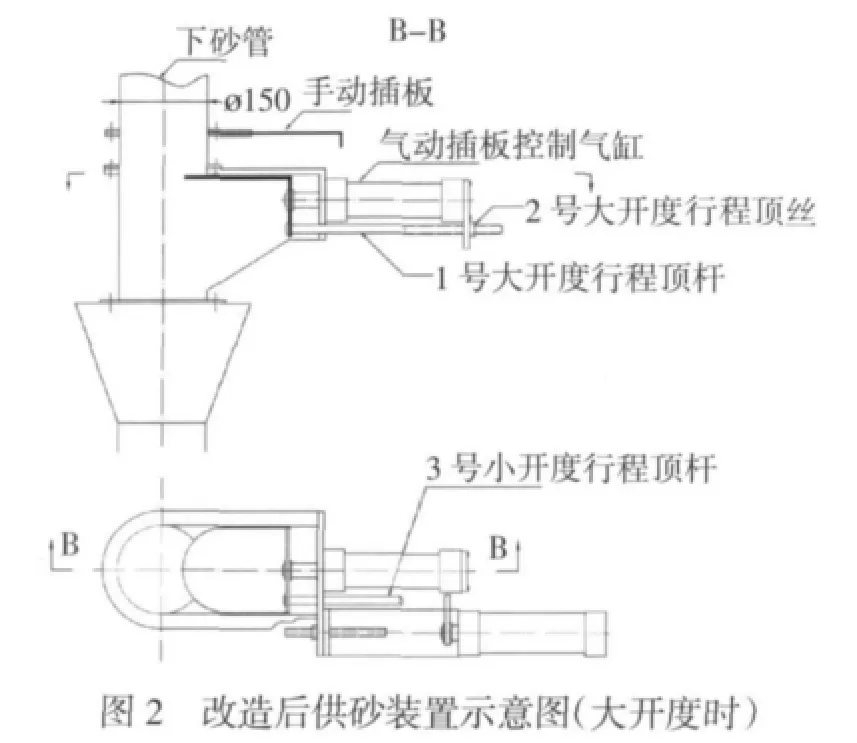
下面介绍这套供砂装置的工作原理,具体结构可以根据用户的实际现场情况进行设计。气动闸板控制汽缸和小开度行程控制汽缸分别选用缸径50mm和63mm规格。原理图如图2、3示,混砂机工作前两套气动闸板都处于关闭状态,根据上述混砂工艺的要求,每个供砂装置只要具备两种可以随时切换的流量,即关闭—小流量、关闭—大流量,就可通过电气控制程序组合实现不同供砂配置的实时切换功能,即可以实现混制85%的再生砂+15%的新砂(混合砂)、100%的新砂+0%的再生砂 (完全新砂)、100%的再生砂+0%的新砂(完全再生砂)的三种常用的混砂工艺配比。对应的气动闸板状态分别为:
再生砂小开度(85%)+新砂小开度(15%);
新砂大开度(100%)+再生砂闸板关闭(0%);
再生砂大开度(100%)+新砂闸板关闭(0%)。
具体的设计方案是,在气动闸板的后端面上设计两根行程顶杆。一根用于闸板大开度行程控制(图2中件1),另一根用于闸板小开度行程控制(图3中件3)。闸板大开度行程的大小由位于其后端同一轴线的行程顶丝2调节,闸板小开度行程的大小由位于其前端同一轴线的行程顶丝4调节。
调节方法:调节时先将两套供砂装置的四个控制汽缸的压缩空气管都脱开,使四个控制汽缸都处于自由状态。
(1)大开度行程(大流量)调节:用力推压小开度行程控制汽缸的缸杆,使其缸杆完全缩回,此时小开度行程顶杆对闸板开度就不起限制作用。来回调节气动闸板开度,把新砂或再生砂闸板开度定位于416kg/min,调节大开度行程顶丝使其顶紧大开度行程顶杆,锁紧锁母。新砂和再生砂大开度行程就调节完毕。
(2)再生砂小开度行程(小流量)调节:来回调节再生砂气动闸板开度,把再生砂闸板开度定位于354kg/min(85%再生砂的重量)。调节小开度行程汽缸杆位置,使其限位顶块顶紧小开度行程顶杆3,调节小开度行程顶丝4,使其顶紧小开度行程控制汽缸顶杆,锁紧锁母。再生砂小开度行程调节完毕。
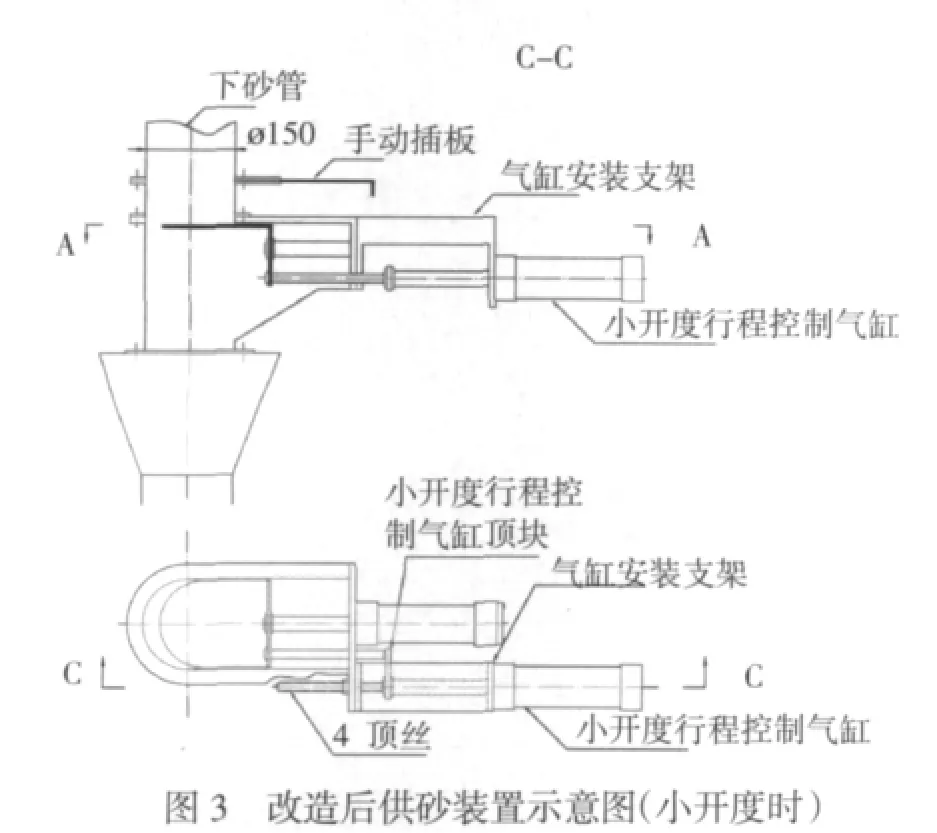
(3)新砂小开度行程(小流量)调节:来回调节新砂气动闸板开度,把新砂闸板开度定位于62kg/min(15%新砂的重量)。调节小开度行程汽缸杆位置,使其限位顶块顶紧小开度行程顶杆3,调节小开度行程顶丝4,使其顶紧小开度行程控制汽缸顶杆,锁紧锁母。新砂小开度行程调节完毕。
以此类推:可以调出多种比例的混制配方。
修改电气控制程序。分别把混制混合砂、完全新砂、完全再生砂这三种常用的混砂工艺配比的控制程序设置为程序A、程序B、程序C。供砂装置初始状态为两套气动插板控制汽缸无杆腔进气,缸杆顶出,新砂、再生砂气动插板完全关闭。那么供砂装置程序A的动作如下:
(1)小开度行程控制汽缸无杆腔进气,缸杆向前顶出,端部顶紧小开度行程顶丝。
(2)新砂、再生砂气动插板控制汽缸有杆腔进气,气动插板向后移动,小开度行程顶杆3随气动插板向后移动至顶紧小开度行程控制汽缸顶块,新砂以62kg/min(15%新砂的重量),再生砂以354kg/min(85%再生砂的重量),向混砂机供砂混制混合砂,直到按停止按扭停止混制混合砂。
(3)按停止按扭后,气动插板控制汽缸无杆腔进气向前移动,气动插板完全关闭。停止下砂,小开度行程控制汽缸有杆腔进气,小开度行程控制汽缸带动顶块退回原位结束操作。如图3示。
程序B的动作如下:
(1)新砂插板控制汽缸有杆腔进气,气动插板向后移动,带动大开度行程顶杆1向后移动至顶紧大开度行程顶丝2,新砂以416kg/min下砂,向混砂机供砂混制新砂,直到按停止按扭停止混制新砂。
(2)按停止按扭后,新砂气动插板控制汽缸无杆腔进气向前移动,气动插板完全关闭,停止下砂。如图2示。
程序C的动作如下:
(1)再生砂插板控制汽缸有杆腔进气,气动插板向后移动,带动大开度行程顶杆1向后移动至顶紧大开度行程顶丝2,再生砂以416kg/min的流量下砂,向混砂机供砂混制再生砂,直到按停止按扭停止混制再生砂。
(2)按停止按扭后,再生砂气动插板控制汽缸无杆腔进气向前移动,气动插板完全关闭,停止下砂。如图2示。
以上三套混砂程序可以随时切换,不分顺序,从而实现上述造型工艺。
3 小结
改进后的供砂装置与原供砂装置相比,其核心是增加了一套开度切换控制装置,通过两个汽缸来控制插板的大小开度,实现了大小开度的自动切换。使混砂机在生产过程中能根据造型工艺的要求随时对混砂的配比进行切换,节约了原材料的消耗。经多年使用,该装置动作可靠,砂定量精度高,尤其适合中小型铸造企业使用,充分发挥单台设备的作用。
A New Sand Feeding Device
HU ChangQing,JI LiQun
(Inner Mongolia 1st Machine Manufacturing Group Co.Baotou 014032,Inner Mongolia China)
Rebuilding of a sand feeding device for continuous sand mixer has properly solved the problem that different molding sand such as new sand and mixed sand or reclaimed sand would be needed for different sand layer of some molding technology of certain castings in resin bonded sand molding.
Resin bonded sand molding;Sand mixer;Sand feeding device
TG231.2;
A;
1006-9658(2012)04-0031-3
2012-05-17
稿件编号:1205-055
胡长青(1965-),男,工程师,多年从事设备管理和设备改造工作
