大型高铬铸铁护套的铸造工艺
2012-01-06冯晓冉张建宝
冯晓冉,张建宝
(石家庄强大泵业集团有限责任公司,石家庄 050035)
大型高铬铸铁护套的铸造工艺
冯晓冉,张建宝
(石家庄强大泵业集团有限责任公司,石家庄 050035)
护套作为挖泥泵的重要过流部件,要求具有良好的耐磨性和较高的硬度。通过对大型高铬铸铁护套成分工艺分析,针对高铬铸铁的铸造性能特点,制定合理的工艺参数,成功生产了大型高铬铸铁护套。
高铬铸铁;硬度;耐磨性
1 大型高铬铸铁护套简介
随着疏浚行业的快速发展,挖泥泵零部件越来越大型化,近期我公司就接到了某航道局的大型护套生产任务。此护套零件重量经计算约为19t,零件最大方向尺寸:4501×3900×1090(mm),是我公司历史上生产的最大高铬铸铁护套。客户要求护套表面无明显气缩孔,内部组织致密并且硬化后硬度须大于58HRC,因此铸造难度较大。
2 化学成分选择
化学成分设计的主要思路是:①加大含碳量以获得足够数量的高硬度共晶碳化物。但含碳量过高,碳化物成网状,脆性加大;②含铬量适当,以保证基体组织淬火后主要为马氏体,从而保证达到足够硬度。结合我公司的Cr26材质实验,确定成分见表1。

表1 护套化学成分(%)
3 铸造工艺设计
3.1 造型方法
采用碱酚醛树脂砂造型。铸件尺寸超过4500mm,考虑到工装和现场条件的限制,决定采用外壁和内腔全部组芯的工艺方案。
3.2 加工量
此护套最大方向长度超过4000mm,考虑到高铬铸铁线收缩难以精确计算且为组芯生产的现状,参考铸件尺寸公差和机械加工余量(GB/T6414-1999),上端面加工量均留25mm,下端面加工量均留20mm。
3.3 分型面
根据护套形状,采取从中间分型分模的方法。
3.4 浇冒口设计
根据高铬抗磨白口铸铁的凝固特点采用顺序凝固原则,在护套的最高部位设置顶冒口,不易放顶冒口的部位设置侧冒口。铸件壁厚120mm,按照比例法确定为冒口颈ø140mm,冒口共11个,冒口直径ø350mm,高度为 800mm。
零件重量19t,加上浇冒口浇注重量约为28t,故采用漏包浇注,开双浇口。根据浇注重量,包孔直径确定为 70mm,选择 F包孔:F直:F横:F内=1:1.5~2:1~1.5:2~4的封闭式与开放式结合的浇注系统。根据陶瓷浇道砖的规格,确定直浇道ø90mm,横浇道ø70mm,内浇道 ø50mm。最终确定F阻=F包孔=F横=3846mm2,F直=6359mm2,F内=11775mm2。F包孔:F直:F横:F内=1:1.65:1:3。
3.5 浇注温度和速度
根据该种合金的特性,结合铸件结构和现场浇注条件确定浇注温度为1360~1410℃;浇注速度为4~5min浇注完毕。
3.6 抬箱力的计算
因为此次生产为组芯无箱造型,因此为避免跑火发生,抬型力的计算是个重点。根据公式F抬=k(F型+F芯),其中 k 取 1.2,ρ=7500kg/m3,ρ芯=1500kg/m3,S型≈3m2,h=1.0m,g=10m/s2,V芯≈6m3。
F型=ρgS型h=225kN
F芯=gV芯(ρ-ρ芯)=360kN
则:F抬=1.2×(225+360)=702kN
由此得出压铁须不少于70t。
3.7 其他工艺参数及操作要点
碱酚醛树脂砂造型,模型拔模斜度1.5°,铸造收缩率按2%,浇注温度1380~1400℃,采用玻璃钢模型。
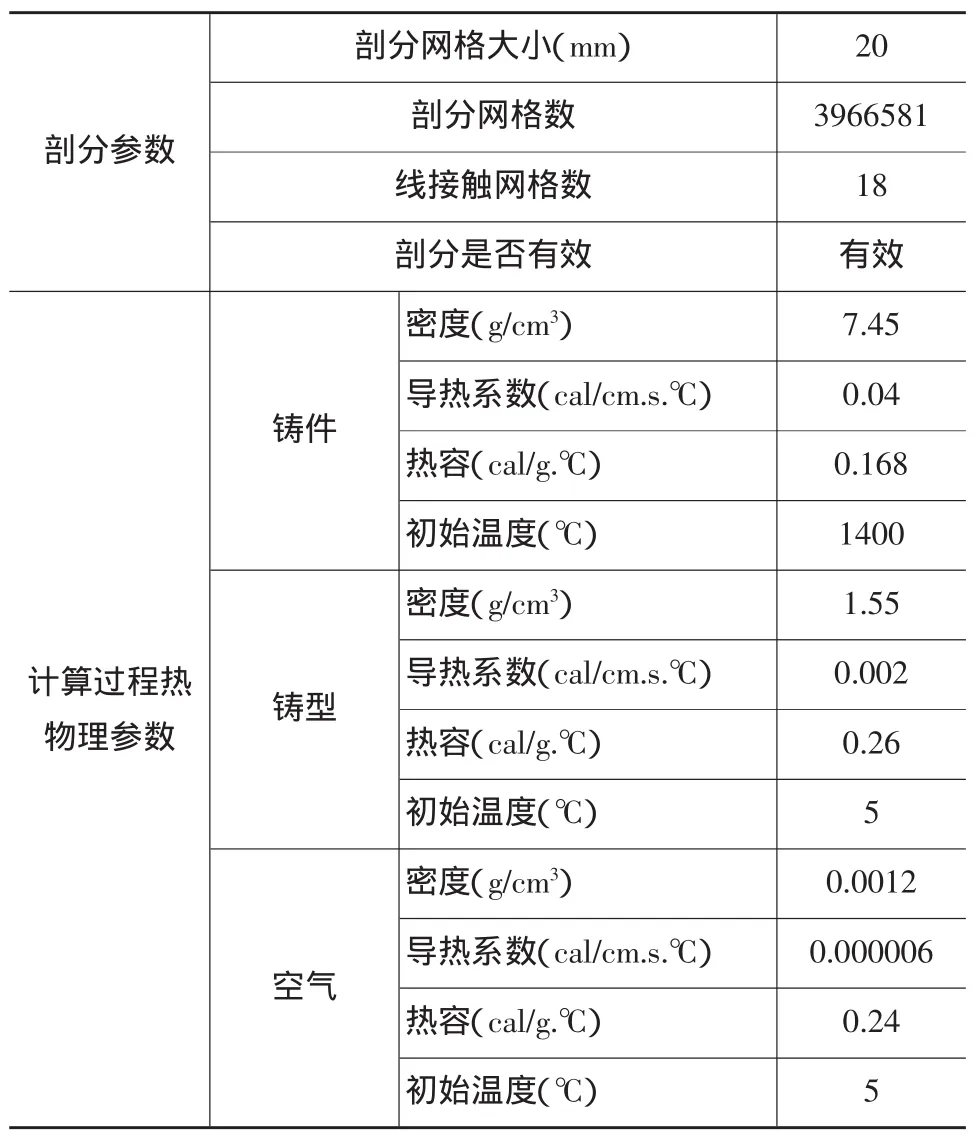
表2 铸造CAE计算参数列表
操作要点。制芯时芯铁要放草绳团,保证芯子的退让性,芯子中间开排气孔。采用组芯造型,上下型各分为4块,共8块。放置芯铁,依照每半形状制做梯形芯铁,中间放置横向芯铁加固,为保证强度,芯铁采取焊接型材的方式。在隔舌位置放置冷铁及铬矿砂,芯头部位开出溢流槽4道,宽40mm,高20mm。制芯时芯盒内放置芯铁,合箱过程中,不下芯子先合上箱,将上箱扣好后打好记号测量尺寸,最后下芯子以便最后合箱的准确性。完成合箱后,沿分型面围草绳多股,并在每个面外侧采用多股草绳从下向上引出,外侧用砂子填满围好。
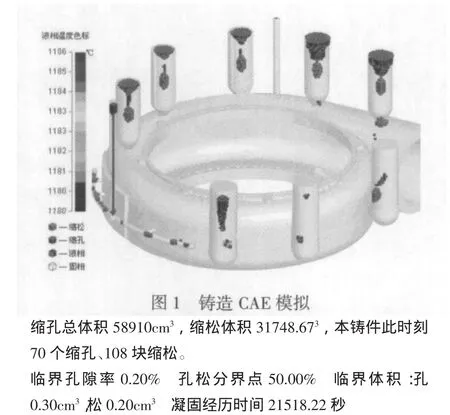
3.8 铸造CAE验证
从图1中可见缩孔可能存在部位主要分布在浇道和冒口的中心部位,铸件中不存在明显的缩孔或缩松,从计算机数值模拟的结果看,可以认为设计的铸造工艺方案是可行的。
3.9 打箱及热处理
铸件打箱过早容易产生裂纹和影响铸件硬度,因此必须在温度200℃以下方可打箱,压箱时间约20天,另外打箱过程中不允许磕碰铸件。
热处理工艺为淬火+回火。
4 生产实践验证
按照既定的工艺实施生产两件,铸件打箱清理后发现外表良好,冒口无明显缩孔缩松,经磁粉探伤,表明铸件内部组织致密,无缺陷。尺寸测量也合格,热处理后硬度为58-60HRC,客户检验后对铸件质量比较满意。
5 结束语
本文通过对护套成分工艺分析,针对高铬铸铁的铸造性能特点,制定合理的工艺参数,成功生产了大型挖泥泵护套,在生产组织、生产准备、生产工艺等方面积累了诸多数据和经验,为公司赢得更多的挖泥泵市场提供了有力的技术保障。
[1]苏俊义编著,周庆德校,《铬系耐磨白口铸铁》〔M〕,国防工业出版社.
[2]《铸造手册》铸铁分册[M],机械工业出版社.
[3]李魁盛主编,《铸造工艺及原理》[M],机械工业出版社.
[4]曹瑜强主编,《铸造工艺及设备》第2版[M],机械工业出版社.
[5]毛双亮,水衡勇,陈闪闪,等.Cr26型高铬铸铁组织性能及其热处理工艺[J].铸造技术,2011(9):1230~1231.
Casting Technology for Large High Chromium Cast Jacket
FENG XiaoRan,ZHANG JianBao
(Shijiazhuang Kingda Group Co.Ltd,Shijiazhuang 050035,Heibei,China)
Jacket is an important overflowing assembly of excavating pump,which requires better wear resistance and higher hardness and the quality of large high chromium cast jacket is the highest so is difficulty of its cast too.The involved technology has been introduced with the largest high chromium cast jacket produced successfully in the history of our company according to composition design and process control.
High chromium cast;Hardness;Wear resistance
TG251+.2;
B;
1006-9658(2012)01-3
2011-11-13
2011-158
冯晓冉(1984-),男,助理工程师,从事高铬铸铁铸造工艺研究
