方坯连铸机冷床液压系统改造
2012-01-04陈学文天津钢铁集团有限公司炼钢厂天津300301
陈学文 (天津钢铁集团有限公司炼钢厂,天津 300301)
方坯连铸机冷床液压系统改造
陈学文 (天津钢铁集团有限公司炼钢厂,天津 300301)
在方坯连铸生产过程中,为步进式冷床动梁升降油缸提供压力油的同步马达故障率高、维修时间长、维修成本高,针对该问题进行了故障分析,提出了冷床液压系统改造方案。通过利用原有元件改变同步马达的供油位置,从而改善了同步马达的工作条件。该方案利用较少的改造成本提高了设备作业率,降低了生产成本,产生了较高的经济效益。
方坯连铸机 步进式冷床 活动梁 升降油缸 同步马达
1 引言
步进式冷床是方坯连铸生产线不可缺少的设备之一,具有运输及缓冷钢坯,减少钢坯变形及表面划痕的功能。目前该设备广泛应用于方圆坯连铸机,其重要参数是承载能力、床身长度、移动速度,这些参数对连铸生产线的产量及钢坯的冷却温度有很大影响。步进式冷床主要由固定梁、活动梁、升降油缸、平移油缸、同步马达及液压系统等组成,通过活动梁的举升、前进、下降、后退完成一个工作循环,钢坯在冷床上移动一步,移动的步长由平移油缸的行程控制。为满足钢坯长度要求,采取两组冷床并列方式,每组冷床宽度为4 650 mm,两组冷床之间距离为1 600 mm,每组冷床的动梁均有升降油缸及平移油缸,要求两组动梁的升降及平移动作同步。在使用运行中发现许多问题亟需解决,如液压系统振动大冲击、噪音大、漏油严重等问题,严重制约着生产的正常运行,同时造成严重的浪费,因此决定对其进行改造。
2 冷床液压系统概况
冷床的动作主要是动梁的平移和升降是靠液压驱动来完成的,这里主要研究动梁的升降。其原理是:液压泵输出的压力油流经2个控制元件(比例阀),分别输送给2组液压缸(每组两个液压缸),每组液压缸分别驱动一组动梁。原系统在每组油缸下腔油路上设置1台同步马达,确保动作同步、平稳。从使用中可以看出,振动、冲击、噪音、漏油等现象频繁发生在同步马达处。
3 故障分析
冷床同步马达在工作过程中经常有漏油现象发生,影响生产正常进行。造成同步马达漏油的原因主要有:(1)同步马达制造质量缺陷;(2)使用不当;(3)工况条件差。
同步马达为JAHNS生产的MTO-4-150-EA9同步马达,4联结构,每联排量q=150 ml/r;每2联为一只动梁升降油缸无杆腔供油,单只油缸流量Q1=430 L/min,则同步马达转速 n=Q1×103/2q=1 433 r/min,接近同步马达的极限转速。JAHNS为国际知名品牌,其产品质量可靠,在使用过程中对油品的清洁度控制严格,达到NAS7级,因此造成同步马达故障是因为其使用压力高、转速高。下面对其压力进行计算。
3.1 步进式冷床的主要参数

3.2 冷床升降机构受力分析
动梁导辊受力分析见图1。
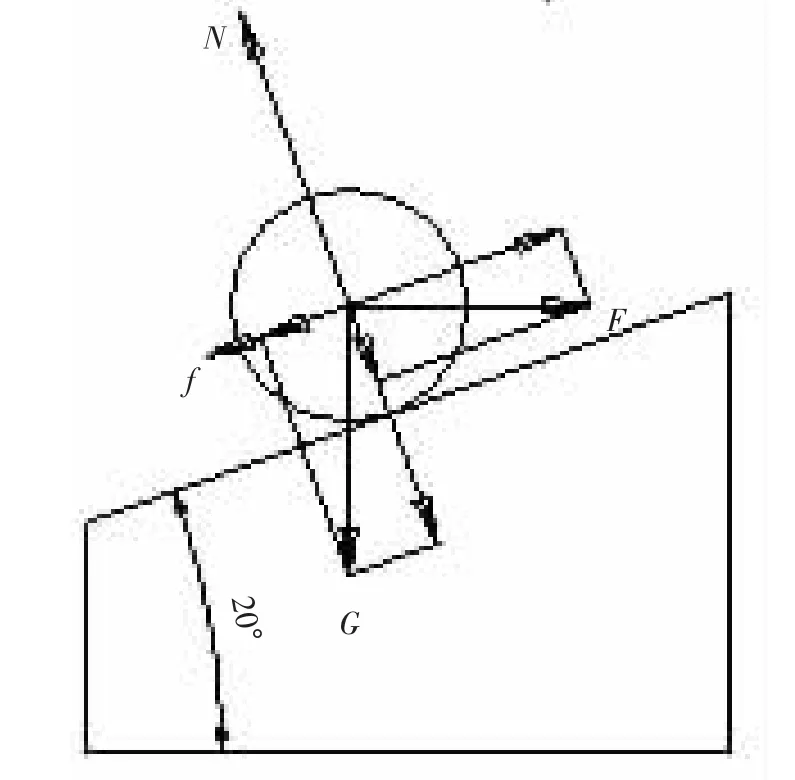
图1 动梁导辊受力图


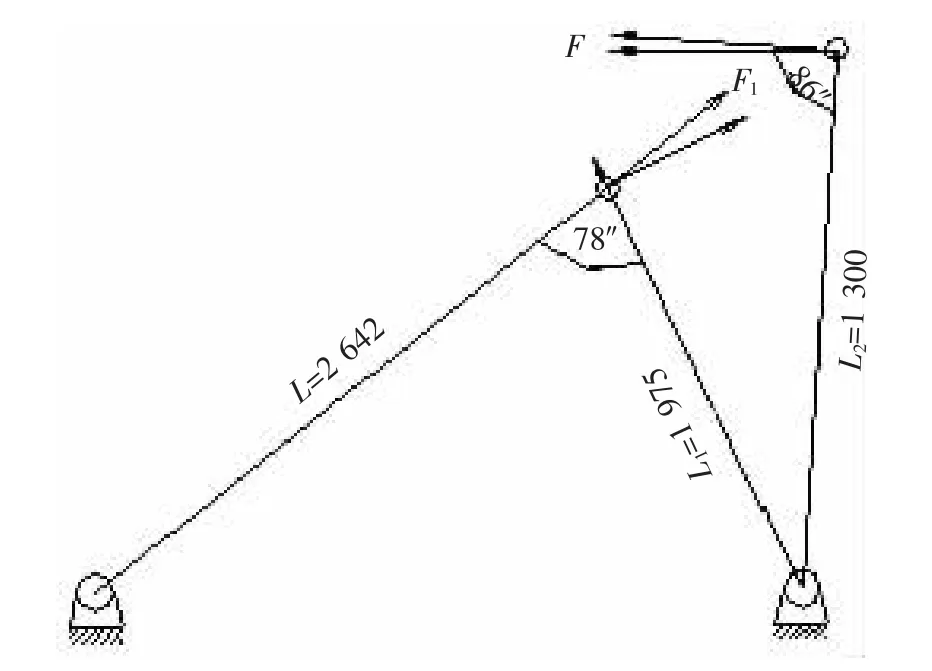
图2 动梁升降传动机构受力简图

将以上数值带入式(3),得出P1=13.1 MPa。
同步马达的压力损失约为1.2 MPa,则同步马达入口压力为14.3 MPa,几乎已达到系统极限压力,印证了前面的论述。
4 改造方案
通过故障分析可知该处发生故障的最重要原因是系统设计存在问题,致使同步马达的使用工况差,故障频发,因此需改善其工作况。由于同步的需要,我们过去在连接油缸下腔的油路上设置了同步马达,使系统成为进油主动同步回路。但由于其流量、压力等参数值很高,造成该设备负荷很大,从而出现以上弊端。为了消除所存在的问题,我们把同步马达放置在与油缸上腔相连的油路上,对回油实施控制,形成回油同步控制回路。即将同步马达放在动梁升降缸的有杆腔,动梁上升时同步马达只起到收集回油流量的作用,而不承受负载力,因而同步马达的工作压力为马达的压力损失与比例阀节流口压力损失之和,约为4.5 MPa。动梁下降时,由于设备自重的原因,液压系统几乎不用提供动力,故系统只对同步马达提供开启平衡阀所需的控制油压,压力约为5 MPa。综上所述,液压马达所承受的液压力远远低于改造前的14.3 MPa。动梁升降缸有杆腔流量为Q2=210 L/min,同步马达每联排量q=150 ml/r,则同步马达的转速n=Q2×103/2q=700 r/min;其转速低于改造前的n=1 433 r/min。可见将同步马达放在动梁升降缸的有杆腔将极大降低其工作压力及转速,改善其工作条件。
5 结束语
冷床液压系统改造后运行3个月,未出现因同步马达故障而停机。与以前每月停机一次相比,维修成本降低,同步马达的购置成本为10万元,维修成本1.5万元/次,按照维修6次需更换新马达计算,可节约38万元/年;同时大幅度减少了故障停机时间,提高了连铸机的工作效率,且极大降低了该处的消耗,由此产生的经济效益非常可观客观。
[1]章宏甲.液压与气压传动[M].北京:机械工业出版社,2001.
[2]左健民.液压与气压传动[M].北京:机械工业出版社,2003.
[3]杨培元.液压系统设计简明手册[M].北京:机械工业出版社,2001.
[4]何存兴.液压元件[M].北京:机械工业出版社,1983.
[5]邓昭明.机械设计基础[M].北京:高等教育出版社,2003.
[6]朱新才,周秋沙.液压与气动技术[M].重庆:重庆大学出版社,2003.
beam,lifting cylinder,synchronous motor
Modification of Hydraulic System of Billet Caster Cooling Bed
Chen Xuewen
The synchronous motor providing pressurized oil for pusher type cooling bed lifting cylinder showed frequent failure,long maintenance time,high maintenance cost during billet casting production.The failure was analyzed and a modification plan for the hydraulic system of cooling bed was proposed.The original components were utilized to change the supply position of the synchronous motor so as to improve motor working condition.The proposal made use of less modification cost to increase equipment availability,lower production cost and yield high economic benefit.
billet caster,pusher type cooling bed,movable
(收稿 2011-11-20 编辑 苗龙军)
陈学文,高级工程师,毕业于天津理工大学机械系,现任天津钢铁集团有限公司炼钢厂设备厂长。
