电渣炉固渣启动过程模糊控制器的开发与应用
2011-12-28姜周华董艳伍
邓 鑫,余 强,姜周华,董艳伍
(1.东北大学 材料与冶金学院,2.东北大学 信息科学与工程学院,沈阳 110004)
电渣炉固渣启动过程模糊控制器的开发与应用
邓 鑫1,余 强2,姜周华1,董艳伍1
(1.东北大学 材料与冶金学院,2.东北大学 信息科学与工程学院,沈阳 110004)
针对电渣炉在化渣阶段采用固渣启动的生产方式,结合整个化渣过程冶炼工艺的要求,设计了一种模糊控制器,并将其应用到实际生产,解决了电渣炉固渣启动过程断弧和冲击电流过高的问题,实现了固渣启动过程全自动控制.结果表明:实际生产中固渣启动过程平稳,提高了化渣效率和电渣锭的底部质量.
电渣炉;固渣启动;模糊控制
电渣炉的主要生产过程分为3个阶段:化渣、重熔和补缩。在化渣阶段,根据引弧启动方式的不同又分为固渣启动和液渣启动两种:固渣启动即用自耗电极直接引弧化渣;液渣启动是先用石墨电极引弧化渣,或者将化渣炉化好的渣子倒入结晶器中,再将自耗电极插入刚刚熔化的液体渣中进行热启动.无论哪种引弧启动方式都是电渣重熔必不可少的工艺过程.
对于固渣启动而言,能够稳定地控制好引弧电流按照预置的工艺曲线进行变化是固渣启动的关键.但由于固渣启动过程的物理化学反应比较复杂[1],另外,引弧材料的数量、物理形状和摆放状态的随机性较大,加上渣子的不断加入,使引弧电流的瞬间变化非常剧烈,从而给固渣启动过程的自动控制带来很大的困难,目前该控制过程多采用手动控制.本文针对电渣炉固渣启动冶炼工艺的特点,结合现有的控制方法,设计了一种模糊控制器,并运用到实际生产中,实现了固渣启动过程的全自动控制.
1 固渣启动过程控制的基本原理
固渣启动是将引弧材料放置在底水箱上,用自耗电极直接接触引弧材料,这样使变压器、短网、自耗电极、引弧材料和底水箱构成一个供电回路,如图1所示,利用自耗电极直接接触引弧材料时发出的电弧热将引弧材料和不断加入的渣子熔化,从而达到引弧造渣的目的.
在固渣启动的过程中,关键是控制好引弧电流按照预置的工艺曲线进行变化.通常在引弧的开始阶段电压是恒定的,对电流的控制是通过调节自耗电极上升和下降的速度来实现的[2].若实际电流大于设定电流,则增加自耗电极的上升速度,使自耗电极接触引弧材料的面积变小,从而减小引弧电流.反之,则增加自耗电极的下降速度,增大自耗电极与引弧材料的接触面积,从而增加引弧电流.
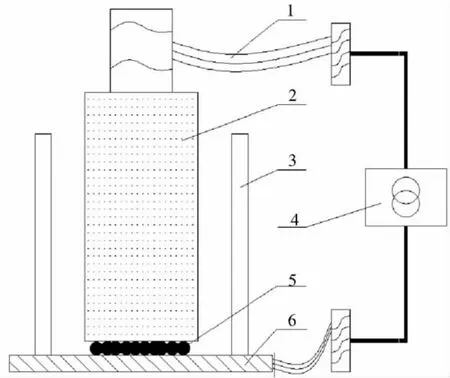
图1 固渣启动供电回路示意图Fig.1 Schematic diagram of power supply for solid slag start-up
自耗电极速度控制系统主要由自耗电极、电流互感器、交流伺服电机和自耗电极速度控制器组成,其速度控制系统结构图如图2所示.
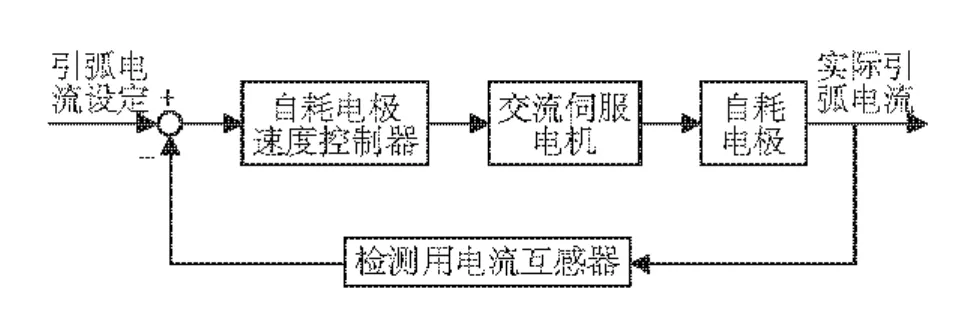
图2 自耗电极速度控制系统结构图Fig.2 Block diagram of speed control system for consumable electrode
2 模糊控制器的设计
2.1 控制策略的选择
所谓模糊控制是以人的控制经验作为控制的知识模型,以模糊集合、模糊语言变量和模糊逻辑推理作为控制算法的数学工具,用计算机实现的一种智能控制,它具有抗干扰能力强、鲁棒性好等特点[3].目前,模糊控制器的设计多采用模糊控制与传统PID控制相结合的方式,以提高系统的控制精度和控制效果.
本文采用模糊控制加传统PID控制的策略设计控制器,控制结构图如图3所示.之所以将传统PID控制中的微分调节去掉,是因为微分调节主要是针对大惯性过程引入的,它能给出控制系统提前开始制动的减速信号,而针对固渣启动过程电流瞬时变化快、电流变化幅度大的特点,以及在启动时还要保持引弧电流有一定的幅值震荡范围,这样就要求系统的瞬时反应能力要强,而微分调节在本系统中是不适用的.

图3 本文模糊控制器结构图Fig.3 Block diagram of the fuzzy controller
2.2 建立模糊控制器数据库及模糊化运算处理
本模糊控制器的输入是引弧电流偏差E和引弧电流偏差变化率EC[4],输出是PI控制器两个控制参数 kp、ki的变化量△kp、△ki.PI控制器采用增量式算法,即:

式(1)中,△u是自耗电极速度调节变化量;kp、ki为比例、积分系数;E为引弧电流的设定值与实际引弧电流值的差;k为采样时刻.
在系统运行中,通过不断检测E和EC,来对两个控制参数kp和ki进行在线修改,有PI控制器参数实时计算公式如下:

本文以某特钢厂8 t电渣炉的固渣启动过程为背景,引弧电流工艺设定起始电流是5.3 kA,最大化渣电流是13 kA.根据工艺要求,以及分析大量手动控制引弧过程的实际运行数据,确定固渣启动电流偏差E的变化范围为[-4 kA,+4 kA],偏差变化率 EC的变化范围为[-3.3 kA/s,+3.3 kA/s].本模糊控制器的输出△kp和△ki的变化范围根据经验确定分别为[-5,+5]和[-2,+2].
由于不同变量的变化范围不同,所以有必要使用比例因子将所有变量统一到离散论域{-6,-5,-4,-3,-2,-1,0,+1,+2,+3,+4,+5,+6}之中.考虑到简化系统决计算的复杂程度和提高控制系统的反应速度及控制精度,在输入输出论域上,均定义7个基本模糊集合:{负大,负中,负小,零,正小,正中,正大}.所有基本模糊集合都用符号表示为{NB,NM,NS,ZO,PS,PM,PB},且隶属度函数形状均采用分辨率和控制灵敏度都比较高的三角形.确定最终隶属度函数曲线如图4所示.
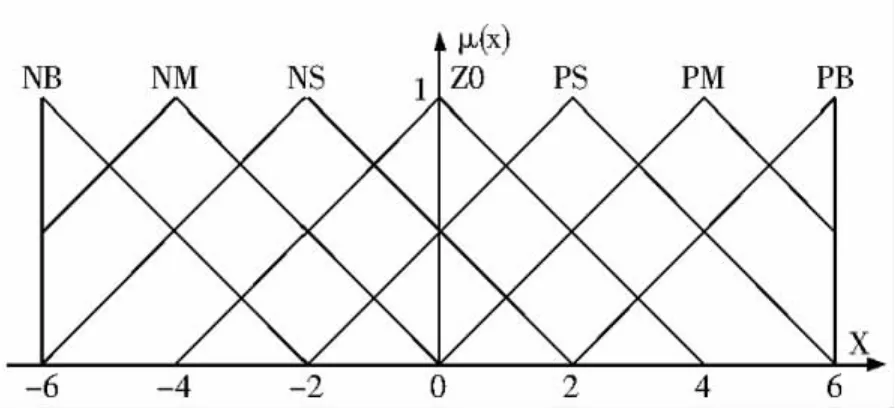
图4 E、EC、△kp、△ki的隶属函数曲线Fig.4 The curve of membership function to E、EC、△kp、△ki
2.3 确定模糊控制规则
通过分析大量现场生产数据和现场操作人员的总结,确定了以下控制规则:
(1)在固渣启动刚开始时,需要引弧电流保持一定幅值的震荡,其范围在设定值±3.3 kA;
(2)当偏差|E|较大时,为提高响应速度、避免系统超调,kp取大值、ki取零值或较小值;
(3)当偏差|E|减小时,防止超调过大产生振荡[5],kp减小、ki随|E|的减小而增大;
(4)偏差E和偏差变化率EC同号时,说明输出向偏离稳定值的方向变化,这时要适当增大kp、减小ki;反之适当减小kp、增大ki;
(5)在化渣后期偏差E很小时,为使化渣电流稳定,kp取较小值、ki可取较大值.
根据以上规则条件确定出△kp和△ki的控制规则,△kp的模糊规则表见表1,△ki略.
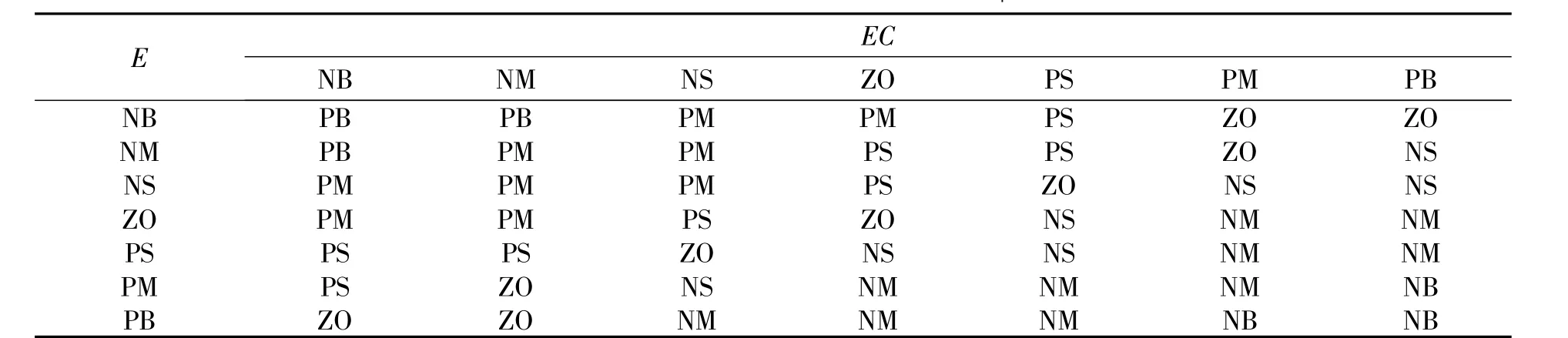
表1 △kp模糊规则表Table 1 Fuzzy regulation about△kp
2.4 模糊推理制度和决策
在获得了△kp和△ki的模糊规则表后,根据模糊理论进行算法合成,分别求得相应的△kp和△ki的控制决策表,因为两个控制决策表的求解过程完全一样,故在此仅将△kp控制决策表的求取过程详述如下:
对于二维输入(E、EC)单输出(△kp)的模糊控制系统,其控制规则一般可写成如下语言推理形式:
针对固渣启动控制的实际情况,采用最大隶属度法进行模糊决策,从而得到△kp的模糊控制决策表,见表2.同理可得△ki的模糊控制决策表,从略.
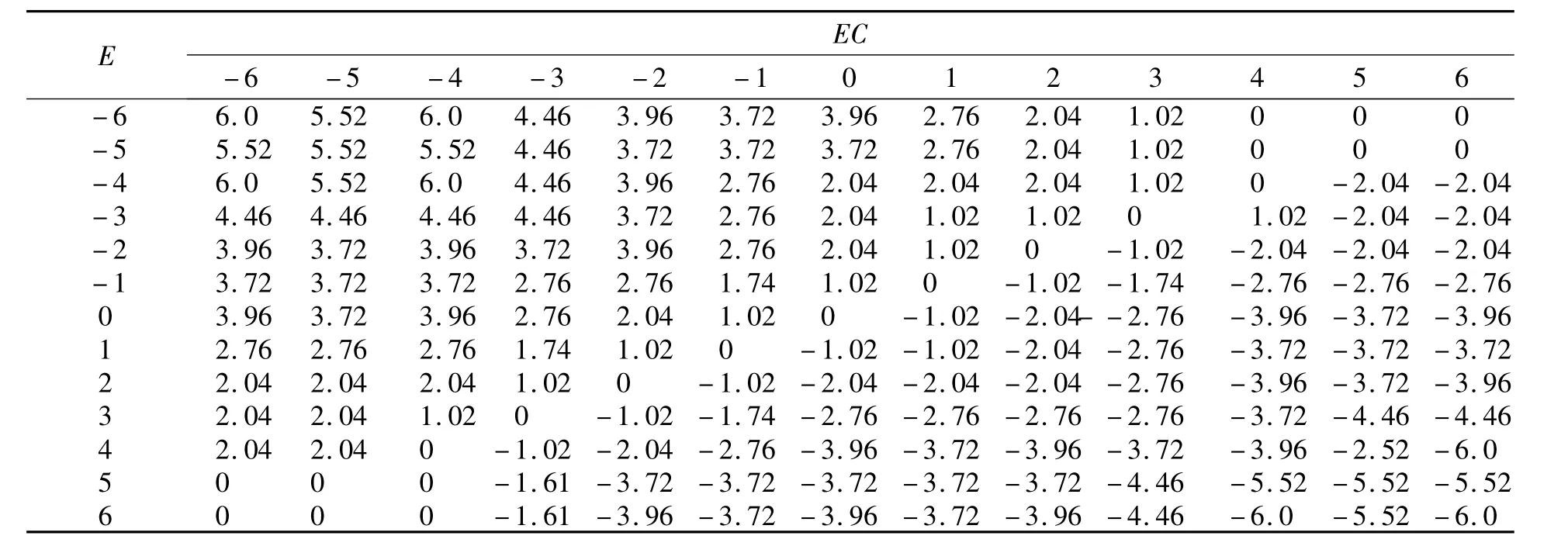
表2 △kp的模糊控制决策表Table 2 The decision-making table for△kp
3 系统实际运行效果
对比使用本固渣启动过程模糊控制系统前后的生产趋势图,其中图5是固渣启动化渣电流手动控制趋势图,图6是模糊控制系统下固渣启动化渣电流趋势图.可以看出,模糊控制系统下固渣启动过程中冲击电流明显减少,整个过程比手动控制平稳了许多.通过近百炉次实际生产的检验,启动成功率在97%以上.电渣锭底部质量得到提高,电渣锭底部见图7,基本无生渣存在,化渣期和重熔期的过渡没有明显缺陷.
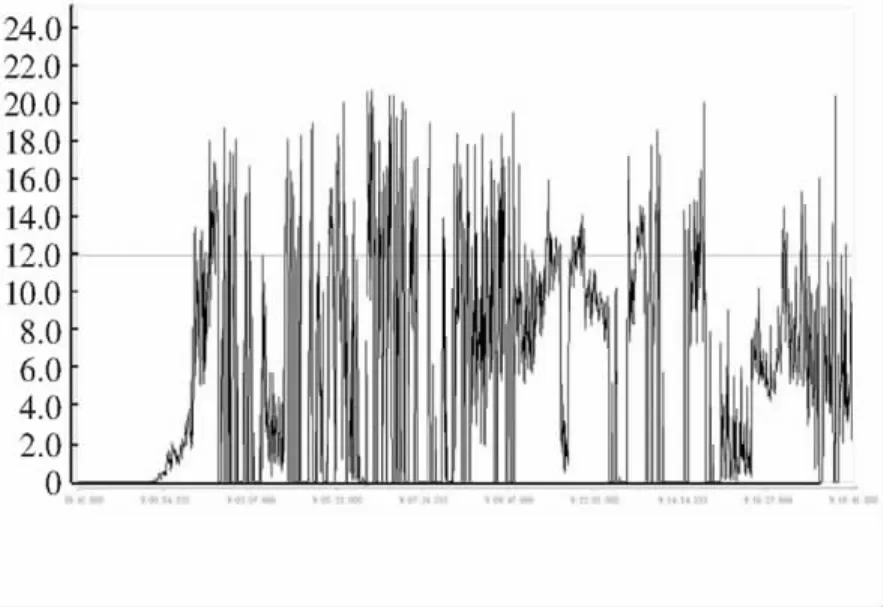
图5 手动控制固渣启动化渣电流趋势图Fig.5 Trendline of melt-slag current for solid slag start-up by manual control
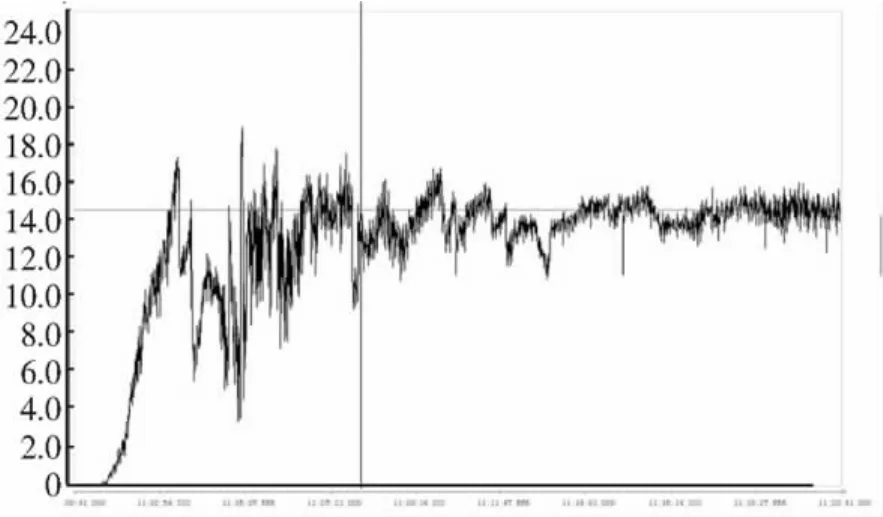
图6 模糊控制系统下固渣启动化渣电流趋势图Fig.6 Trendline of melt-slag current for solid slag start-up by fuzzy control system

图7 电渣锭底部Fig.7 Bottom electroslag ingot
4 结论
(1)本固渣启动过程的模糊控制系统克服了时变、非线性、以及工作过程复杂等工况不利因素的影响,具有系统计算负荷小、响应速度快的特点,解决了电渣炉固渣启动过程断弧和冲击电流过高的问题.
(2)实现了固渣启动过程的全自动化控制.
(3)固渣启动过程平稳,提高了化渣效率和电渣锭的底部质量.
[1]姜周华.电渣冶金的物理化学及传输现象[M].东北大学出版社,2000:1-10.
[2]王时胜,孙达昕.电渣熔铸机自耗电极自动进给控制系统的研制[J].南昌:电气传动,1999(6):23-26.
[3]李士勇.模糊控制,神经控制和智能控制论[M].哈尔滨:哈尔滨工业大学出版社,2004:420-422.
[4]任伟,郑险峰.电渣炉电极调节系统的模糊自适应PID控制[J].冶金自动化,2006(1):15-18.
[5]王达宇,何国青等.电渣重熔过程智能控制的研究与应用[J].工业加热,2005(6):42-45.
Development and application of fuzzy controller in solid slag start-up process for electroslag furnace
DENG Xin1,YU Qiang2,JIANG Zhou-hua1,DONG Yan-wu1
(1.School of Materials&Metallurgy,Northeastern University;2.School of Information Science and Engineering,Northeastern University,Shenyang 110004,China)
The fuzzy controller was designed,which is dead against solid slag start-up in the melt-slag phase of ESR and is integrated with the metallurgy of melt- slag process,and has been applied in production.The problems of disconnected and high impingement current are therefore solved.The fully automatic control of solid slag start-up process is achieved.The results showed that the process of solid slag start- up can become stably,the melt efficiency and the quality of electroslag ingot bottom were improved in production.
electroslag furnace;solid slag start-up;fuzzy control
TF 748.6
A
1671-6620(2011)S1-0153-04
2010-10-15.
邓鑫 (1980—),男,辽宁本溪人,博士研究生,E-mail:dengxin_neu@163.com.
